海洋平臺(tái)甲板片預(yù)制精度控制工藝研究
2020-02-18 01:31:30李洪晏
山東化工 2020年1期
關(guān)鍵詞:焊縫
李洪晏
(海洋石油工程(青島)有限公司,山東 青島 266520)
近年來,國家對(duì)深海石油及天然氣資源的需求缺口越來大,對(duì)海洋油氣資源的開發(fā)程度越來越深入。對(duì)應(yīng)的,海洋石油平臺(tái)組塊尺寸越來越大,而甲板片是平臺(tái)組塊的重要組成單元,單層甲板片的尺寸和重量也隨之增大。作為構(gòu)成組塊的基層單元,甲板片精度控制的好壞,關(guān)系到整個(gè)組塊的尺寸和精度[1]。本文通過研究甲板片精度控制的影響因素,針對(duì)這些因素,采取相應(yīng)的施工工藝措施,對(duì)組塊甲板片的施工工藝進(jìn)行規(guī)范,通過合理的施工工藝及過程控制,保證產(chǎn)品滿足最終的質(zhì)量公差要求。
1 甲板片的主要預(yù)制步驟
甲板片的預(yù)制,總體上來說,有兩種方法:反造法和正造法。反造法的周期短,節(jié)省機(jī)械臺(tái)班,施工相對(duì)較安全,需要翻身[2]。正造法的甲板變形小,不用翻身,完工狀態(tài)好,但是甲板焊接需要仰焊。目前,甲板片的分片尺寸越來越大,根據(jù)總體建造方案和水平片預(yù)制方案要求,以及現(xiàn)場實(shí)際情況,甲板片按照正造方式體現(xiàn)出了一定優(yōu)越性,已成為主流的施工方法[3],其主要施工預(yù)制步驟如下:
1) 施工準(zhǔn)備。包括資料準(zhǔn)備、場地準(zhǔn)備、材料準(zhǔn)備。
2) 組合梁的接長工作。如果組合梁帶節(jié)點(diǎn)預(yù)制,接長時(shí)需考慮整根梁的收縮對(duì)節(jié)點(diǎn)定位的影響,提前放量;
3) 甲板板預(yù)處理。對(duì)甲板板除銹、上底漆處理;
4) 擺放墊墩或臨時(shí)支撐;
5) 主結(jié)構(gòu)梁就位。根據(jù)加工圖位置將所有主結(jié)構(gòu)梁(梁高≥700 mm)就位,點(diǎn)焊固定,并在主梁上劃出小梁被交位置及其他梁頭的打磨處理;
6)其他型材就位。根據(jù)加工設(shè)計(jì)圖紙及主梁上的劃線位置將其他型材就位,與主結(jié)構(gòu)梁進(jìn)行點(diǎn)焊固定及處理報(bào)驗(yàn);
7)型材分區(qū)域焊接;
8)報(bào)檢。區(qū)域內(nèi)所有型材焊接完成后進(jìn)行相應(yīng)處理及報(bào)檢工作,為鋪甲板做準(zhǔn)備;
9)甲板板放樣劃線、下料切割。按甲板鋪版圖及《劃線方案》進(jìn)行劃線下料,劃線時(shí)應(yīng)留出足夠的焊接收縮量;
10)打磨。鋪甲板前型鋼與甲板被交位置的型鋼及甲板打磨出金屬光澤;
11)分區(qū)域進(jìn)行甲板鋪板。按甲板鋪版圖在焊接好的梁格上進(jìn)行鋪板[4],鋪板圖上標(biāo)出陰影的板列暫不組裝焊接;
12)甲板板焊接。甲板板的焊接原則上自中間向四周焊接,先焊小梁與甲板的長角焊縫,再焊接大梁與甲板的短角焊縫,甲板板之間的對(duì)接縫最后焊接;
13)安裝組裝吊點(diǎn),臨時(shí)連接結(jié)構(gòu)。根據(jù)《水平片吊裝方案》安裝組裝吊點(diǎn);
14)甲板焊接完成后整體尺寸測量、調(diào)整;
15)安裝非貫穿立柱及拉筋;
16)安裝貫穿立柱。
2 影響甲板片尺寸控制的重要因素
影響甲板片尺寸控制的因素很多,經(jīng)過現(xiàn)場調(diào)研和討論,我們確認(rèn)其中重要的因素有以下幾項(xiàng)[5]:
1)墊蹲擺放;
2)梁格組對(duì);
3)梁格及甲板板焊接;
4)貫穿立柱的安裝。
3 尺寸控制工藝研究
3.1 墊墩擺放
每層甲板片的施工墊墩擺放,需以項(xiàng)目技術(shù)人員下發(fā)的墊墩布置圖擺放。墊墩位置及高度嚴(yán)格按照?qǐng)D中要求設(shè)置。墊墩擺放完成后,質(zhì)控人員現(xiàn)場檢驗(yàn)測量[5-6],合格后再進(jìn)行下道工序的工作。圖1為擺放圖及相關(guān)擺放要求示例,具體項(xiàng)目中,需根據(jù)項(xiàng)目技術(shù)人員給出甲板片反變形墊墩布置圖進(jìn)行施工和過程控制。
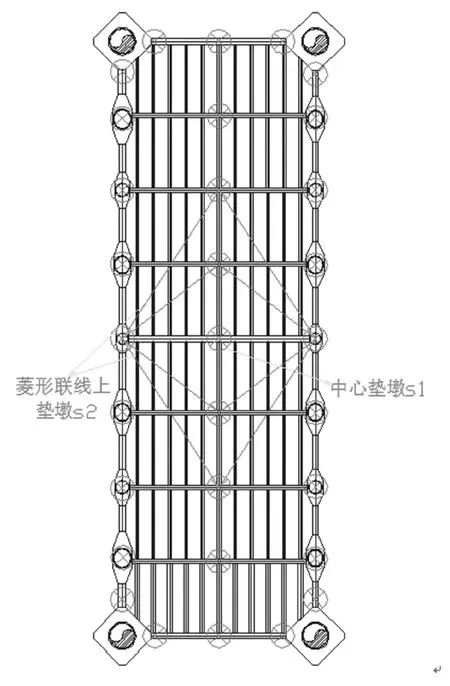
圖中S1/S2墊墩為后續(xù)調(diào)整墊墩,除S1/S2墊墩外,均為S3墊墩。H1200梁下墊墩高度為H,H900梁下墊墩高度為H+300 mm
圖1 墊墩布置圖
墊墩擺放方法可按照如下步驟執(zhí)行:
1)按圖擺放所有墊墩,對(duì)上表面初步找平;
2)所有墊墩上表面擺放調(diào)平墊塊,先調(diào)整支撐H1200梁的墊塊水平,調(diào)整后整體高度為H;調(diào)整H900梁下墊塊水平,調(diào)整后整體高度為H+300 mm;
3)所有墊墩高度調(diào)平后,在S2墊墩高度的基礎(chǔ)上調(diào)平墊塊高度增加5 mm;S1墊墩高度調(diào)平墊塊增加10 mm。
3.2 梁格組對(duì)

圖2 組對(duì)順序及放量
同一個(gè)組塊不同層甲板片的梁的組對(duì)順序需保持一致。
梁的組對(duì)順序在施工交底中明確,組對(duì)間隙放量值,由項(xiàng)目技術(shù)人員確定,并在交底中明確。
梁及立柱處環(huán)板的組對(duì),整體建議原則如下:組對(duì)順序因?yàn)橐紤]放量和收縮方向等因素,一個(gè)項(xiàng)目需要統(tǒng)一一種方式,暫定從中間往兩邊,以圖2為示例,組對(duì)順序及組對(duì)間隙要求會(huì)在圖中明確,具體項(xiàng)目中,需根據(jù)項(xiàng)目技術(shù)人員給出的組對(duì)順序和放量圖進(jìn)行施工和過程控制。
第一步組對(duì)縱向主梁1(H1200);
第二步組對(duì)中間橫向主梁2(H1200);
第三步組對(duì)縱向主梁8(H1200)
第四步組對(duì)橫向主梁3(H900);
第五步組對(duì)橫向主梁4(H900);
第六步組對(duì)橫向主梁5(H900);
第七步組對(duì)向小梁及次梁7(H300、H700);
第八步組對(duì)縱向主梁3(H1200);
第九步組對(duì)橫向大梁6(H1200);
第十步組對(duì)剩余縱向次梁(H300、H700);
第十一步組對(duì)立柱處環(huán)板。
組對(duì)時(shí),需要注意,擺放梁時(shí)臨時(shí)固定要牢固;預(yù)留一定的活動(dòng)量便于組對(duì)調(diào)節(jié);從中間主梁2向兩側(cè)先主梁后小梁次梁原則組對(duì);組對(duì)時(shí),填角焊腹板間間隙值應(yīng)為0 mm,最大不能超過2 mm;坡口焊接翼緣板間隙值2~4 mm;節(jié)點(diǎn)圖料如果具備,要完成不影響梁焊接工作的節(jié)點(diǎn)板的組對(duì)工作;
3.3 梁格及甲板板焊接
組對(duì)后的焊接要遵循以下順序完成,每一步完成后,需質(zhì)控人員確認(rèn)后,再進(jìn)行下一步的作業(yè)。
梁的焊接,整體原則如下:焊接原則是先焊接主梁再焊接次梁,從中間梁焊縫向四周焊接;在焊接梁時(shí),先焊接腹板和翼緣板焊縫,再焊接腹板與腹板焊縫,最后焊接下翼緣焊縫再次焊接上翼緣焊縫;同一甲板片上多名焊工焊接時(shí),要分散焊接,避免局部集中焊接;主框架梁格焊接完成后,再焊接立柱處環(huán)板與相交梁的翼緣板;首先完成圖3主梁框架焊接。
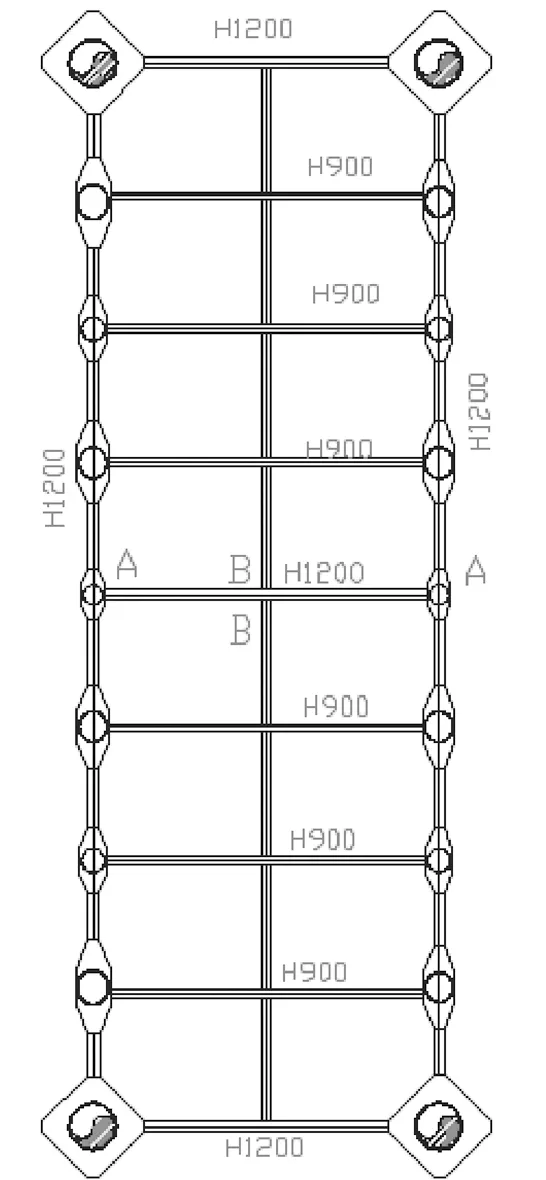
圖3 優(yōu)先焊接主梁構(gòu)件
主框架(含立柱處環(huán)板)焊接完成后,即測量整體尺寸數(shù)據(jù),如需調(diào)整,則根據(jù)熱調(diào)程序要求,進(jìn)行調(diào)整,合格后再進(jìn)行下一步工作。
小梁及甲板板焊接,小梁和甲板板焊接,以圖4甲板片為示例,按照以下步驟進(jìn)行(具體項(xiàng)目中,需根據(jù)項(xiàng)目技術(shù)人員給出的區(qū)域劃分及焊接順序進(jìn)行施工和過程控制):
第一步:把S1墊墩處頂高一定高度,塞入墊板,S2墊墩處頂高一定高度,其他墊墩高度不變(反變形量及位置,需經(jīng)技術(shù)人員與技術(shù)部專業(yè)計(jì)算人員溝通,通過軟件建模,計(jì)算確認(rèn));
第二步:四個(gè)立柱節(jié)點(diǎn)角處放置一定的配重塊(是否放置,放置多大重量需技術(shù)人員確定);
第三步:首先完成圖4中區(qū)域A內(nèi)小梁的焊接及報(bào)檢等工作。
該區(qū)域小梁焊接時(shí),如焊接人數(shù)較少,則遵循第一步焊接區(qū)域?qū)ΨQ施焊原則向兩側(cè)焊接。如果多名焊工同時(shí)施焊,則需按圖4焊接順序和位置開展(圖中1到5順序號(hào))。

圖4 小梁焊接順序
第四步:區(qū)域A內(nèi)甲板板鋪設(shè)及區(qū)域B內(nèi)小梁的焊接。
第五步: 區(qū)域A內(nèi)甲板板焊接及區(qū)域B內(nèi)小梁焊口處理,甲板板鋪設(shè)。
第六步:區(qū)域A內(nèi)甲板板焊后處理及區(qū)域B內(nèi)甲板板焊接。 甲板板焊接時(shí),要分散焊工位置施焊,避免局部集中受熱。
第七步:待焊縫完全冷卻后,去除配重,撤出S1/S2調(diào)平墊塊上墊板,對(duì)甲板片水平度進(jìn)行檢查,超出誤差要求的,進(jìn)行相關(guān)調(diào)整處理[6]。
3.4 貫穿立柱的安裝
貫穿立柱安裝前,需對(duì)總裝后片下無支撐位置處的墊墩調(diào)平墊塊降低高度,支撐墊墩需按圖5要求處理。
立柱位置需根據(jù)下層要組裝立柱的定位尺寸確定,原則是對(duì)下層的偏移量通過本層立柱定位進(jìn)行回調(diào),最大回調(diào)值不超過5 mm,無偏移則走理論定位。具體步驟如下:
1)根據(jù)技術(shù)人員確定的立柱定位位置,確定環(huán)板的立柱中心;
2)根據(jù)環(huán)板中心位置,進(jìn)行環(huán)板切割坡口打磨;
3)立柱端部粘貼測量標(biāo)靶,插立柱,定位、點(diǎn)焊、報(bào)檢;
4)把測量立柱的垂直度、跨距、對(duì)角線等尺寸合格報(bào)告,告知或復(fù)印一份給焊工班長(分包技術(shù)人員負(fù)責(zé)),明確掌握立柱的尺寸公差,便于焊接時(shí)保證立柱垂直度。
5) 單根立柱焊接應(yīng)遵循WPS要求施焊,焊接時(shí)嚴(yán)格按照對(duì)稱施焊要求進(jìn)行,至少兩個(gè)或者四個(gè)焊工從對(duì)稱位置施焊。
6)立柱焊接時(shí),先進(jìn)行梁腹板和立柱的焊接。如果與立柱相交腹板對(duì)稱,則需要對(duì)稱同時(shí)施焊;
7)腹板焊接后,進(jìn)行上環(huán)板環(huán)縫焊接(環(huán)板對(duì)接縫等環(huán)縫焊接完成后再焊接),焊接過程中需測量1~2次立柱定位是否有偏差,根據(jù)偏差方向,由技術(shù)、質(zhì)控及焊接人員討論確定,調(diào)整焊接位置;
8)最后進(jìn)行下環(huán)板焊接,同樣焊接過程中需要測量1~2次立柱定位是否有偏差,根據(jù)偏差方向,調(diào)整焊接位置;
9)焊接環(huán)板拼接縫;
10)最終測量4個(gè)焊后尺寸公差,并再次對(duì)照下層立柱位置數(shù)據(jù),由技術(shù)人員確定是否要進(jìn)行調(diào)整,如需要,則調(diào)整至滿足要求,并記錄最終數(shù)據(jù)。
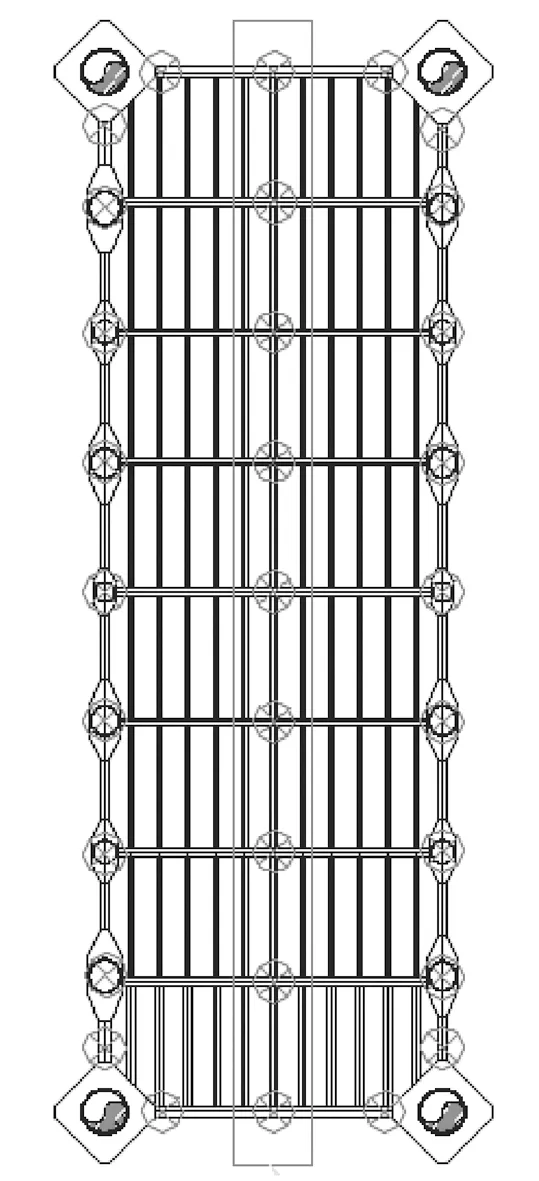
圖5 貫穿立柱安裝前墊墩處理
4 結(jié)語
該施工工藝在某渤海項(xiàng)目二十余個(gè)甲板片進(jìn)行了實(shí)施,充分證明了該施工工藝的有效性,有效的保證了甲板片的尺寸和水平度,降低了預(yù)制工效。并且,在后續(xù)的總裝過程中,甲板片合攏所需的時(shí)間也大幅減少,總裝的工期得到了有效保證。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07
