PLM110破碎機錐體修復再使用的探討
2020-02-22 04:30:16河南中車重型裝備有限公司河南義馬472300張姣姣魏志春裴書蓉牛壯壯
金屬加工(冷加工) 2020年1期
■ 河南中車重型裝備有限公司 (河南義馬 472300) 張姣姣 魏志春 裴書蓉 牛壯壯
隨著煤炭行業競爭激烈,煤礦對煤機設備的要求也越來越高,同時對煤機設備修理后再使用提出更高的要求,本公司承接了一臺PLM110破碎機的修理工作。由于礦方違規使用,破碎機錘體磨損嚴重,針對錘體提出了修復再使用的要求,為煤礦降低設備投入成本提供便利。
1. 破碎機磨損情況
礦方不按設備使用要求操作,降低破碎機錘體高度導致錘頭磨損,并將錘頭與錘體焊接后使用,該工作面結束后,設備升井,錘體嚴重磨損,如圖1所示。
2. 修理方案及采取措施
(1)拆解 第一步,將錘體拆解,保留錘體及軸與迷宮壓板。第二步,用手動火焰切割槍,火焰調到合適處,將錘體與錘頭焊接磨損處剝離,要求盡量不留原焊縫,清渣、修磨。
(2)總體方案 根據錘體中間部分磨損情況,首先化驗材質,經過討論采用箱體機構,錘體上面如圖2所示,銑成箱體式,然后再鑄造磨損的上半部分,如圖3所示,兩部分合成后,采用定位銷加周邊焊接的方式定位,再進行機床(鏜床)加工恢復其原狀及相關尺寸,組裝后做靜平衡試驗。
設計優點:在錘頭受到沖擊力后,錘體與焊接部位形成一體,能夠承受反復的沖擊力。缺點:加工工藝復雜,恢復原廠尺寸難度較大。

圖1 破碎機錘體磨損狀況
具體實施細則:①對母材取樣并化驗,材質為ZG30SiMn。根據磨損情況,錘體上面處理,把中間部分錘體利用立式銑床銑出方槽,壁厚30mm×深30mm。在方槽中間利用臥式鏜鉆底孔,鏜孔φ72mm深40mm,如圖2所示。②根據測繪恢復原圖設計,磨損上半部分凸臺72mm與孔72mm過渡配合。上半部分的凸臺與錘體上面形成了周邊的塞焊縫,對其采用焊,增加其強度,如圖3所示。③按圖2、圖3加工完后,進行點焊并校正圖樣外形尺寸及機加工面是否留有余量,如圖4所示。焊接完成后,清渣,修磨。④錘體吊到工作臺,對其進行調平后按圖4劃線加工線。錐體安裝到臥式鏜床工作臺上調平后緊固,然后加工各尺寸。加工完成后,進行錘體總體組裝,如圖5所示。⑤錘體總成做靜平衡及動平衡試驗,如圖6所示。
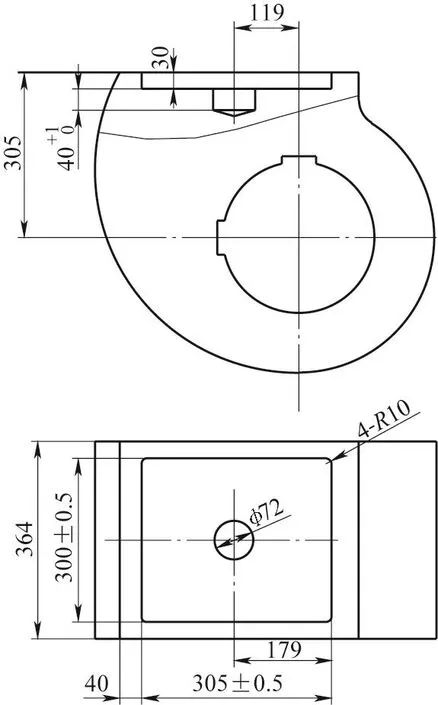
圖2 錘體上面

圖3 錘體箱體式成形示意
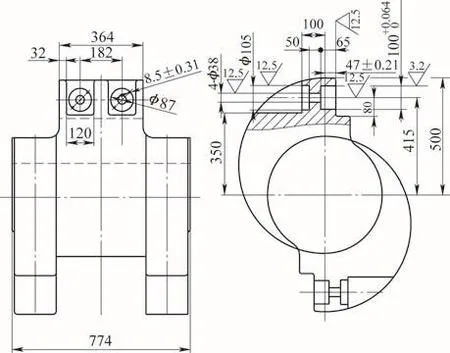
圖4 點焊并校正圖樣外形尺寸及機工面

圖5 修復結果
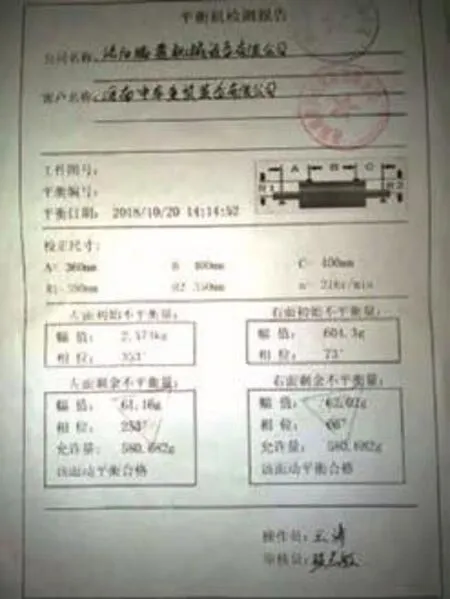
圖6 平衡試驗
3.結語
通過該項目的修理工作,提高了設備利用率,降低了煤礦開采的成本,為以后類似情況奠定了修理基礎。設備在井下使用半年未出現異常情況,得到了礦方好評。但同時我們也提醒使用方要按照設備說明書要求的正常檢修規程操作,避免類似情況出現。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
制造技術與機床(2018年12期)2018-12-23 02:40:58
電子制作(2018年11期)2018-08-04 03:26:08
制造業自動化(2017年2期)2017-03-20 14:26:13
工業設計(2016年12期)2016-04-16 02:52:00
設備管理與維修(2015年12期)2015-04-09 06:57:24