小型鼠籠式轉子鐵芯內孔自動鉆孔專機的開發*
2020-02-25 05:00:38陸人華
機電工程技術 2020年1期
陸人華
(浙江機電職業技術學院,浙江杭州 310053)
0 引言
電機是動力能源,在各類設備中得到廣泛應用。電機轉子是電機中的關鍵零件,其上孔的機加工技術成為制約電機發展的瓶頸[1]。目前國內生產企業使用普通數控鉆床和立式加工中心加工,但很多小尺寸、多工序零件的加工存在著設備購置成本高、加工效率低等問題。本文研究解決這一難題的相關技術,在保證經濟效益和機床制造成本較低的前提下,研究設計出適用于小轉子鐵芯內孔自動鉆孔專用設備,使電機轉子心軸鉆孔工序中的定位、夾緊、鉆孔、下料實現自動化,從而提高加工質量與效率,降低勞動生產成本。
1 自動鉆孔專機的結構布局
自動鉆孔專機是一臺多功能的自動化組合機床。根據轉子鐵芯內孔的自動鉆孔動作方案設計要求,對設計過程進行細化,得到的自動鉆孔專機功能結構布局如圖1所示[2]。由圖可知,轉子進入傳送裝置后,傳送帶將待加工轉子傳送到進料氣缸推送位置,進料氣缸從進料等待區定量推送一個轉子到轉子夾緊工位,到位后氣缸活塞縮回;轉子到達夾緊工位后,首先夾緊氣缸活塞伸出夾緊工件;緊接著進給氣缸活塞伸出帶動臺鉆主軸下降進行鉆孔加工,待轉子鐵芯內孔鉆穿后,進給氣缸活塞縮回,待臺鉆主軸退到位后,夾緊氣缸活塞縮回放松轉子,同時下料氣缸活塞縮回,轉子落到下料道進入轉子收集框中,下料氣缸活塞伸出重新堵住下料孔完成1次加工過程,后面的加工就是重復前面的操作過程。

圖1 自動鉆孔專機設計方案
2 自動鉆孔專機的機械系統設計
2.1 機械系統的結構設計
自動鉆孔專機主要由鉆孔機構、進給機構、傳動機構、送料機構、夾緊機構及下料機構組成[3-4]。這些功能子部件在電氣系統控制下,配合氣動系統等,實現鉆孔的加工自動化。其中,鉆孔機構采用通用臺鉆的機械結構;進給機構由齒輪、齒條和進給氣缸組成;傳動機構采用傳送帶進行傳送轉子;送料機構、夾緊機構、下料機構均采用氣缸實現。其三維結構如圖2所示。

圖2 轉子自動鉆孔專機整體結構
2.2 自動鉆孔專機的動作流程
具體動作流程如圖3所示。按下啟動按鈕,臺鉆電機及傳送帶電機啟動,下料汽缸活塞伸出,推動滑塊封堵住下料口,人工將轉子放入傳送帶槽中;當進料接近開關傳感器探測到有轉子時,延時2 s后,進料汽缸活塞伸出,把傳送帶最前端的轉子推進到夾緊通道上,然后進料汽缸活塞縮回,延時0.5 s后,夾緊汽缸活塞伸出推動轉子到加工工位并與定位V型塊(圖1)一起夾緊工件;鉆孔工位光電傳感器探測到有轉子時,安裝于臺鉆主軸箱側面的鉆孔進給汽缸活塞伸出,通過推動齒條帶動齒輪使鉆頭垂直向下進給,對轉子進行鉆削加工;當鉆孔深度控制接近開關傳感器探測到信號時,表明孔已鉆通,鉆孔進給汽缸活塞縮回鉆孔起始接近開關傳感器探測到信號時,下料汽缸活塞縮回,夾緊汽缸活塞縮回松開轉子,轉子落下到下料滑道中,一次循環結束,后面操作為重復前面動作。

圖3 自動鉆孔專機動作流程
3 自動鉆孔專機的電氣控制系統設計
3.1 電氣控制原理
自動鉆孔專機的電氣控制由主電路與控制電路組成,如圖4所示。主電路由鉆孔電機M1、傳動電機M2、吸塵電機M3組成,合上空氣開關QS接通電源吸塵電機M3就一直工作,在電機M1、M2和M3前設置了短路保護的熔斷器FU1和FU2。控制電路由交流繼電器KM、開關電源TB、PLC控制器和照明電路組成;按下按鈕SB交流繼電器KM吸合,鉆孔電機、傳動電機啟動,合上空氣開關QF1開關電源TB輸出24 V電壓為PLC供電,通過PLC控制電磁閥實現轉子的送料、夾緊、進給、下料等工作。

圖4 自動鉆孔專機電氣控制電路
3.2 電氣控制的線路連接與I/O口的分配
自動鉆孔專機選用信捷XC3-32RT-E控制器,其接線如圖5所示[5-6],I/O口分配如表1、表2所示。

圖5 自動鉆孔專機接線圖
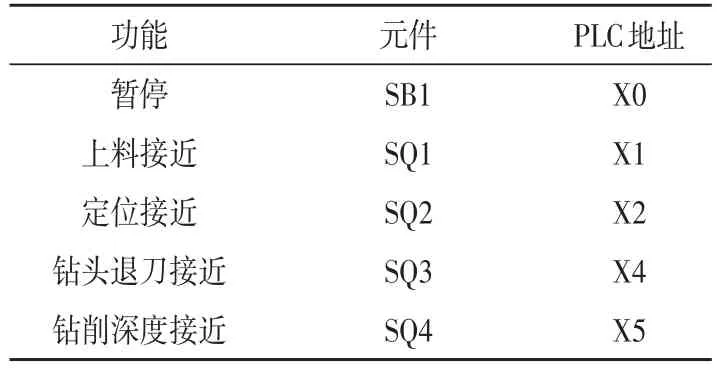
表1 輸入地址

表2 輸出地址
4 自動鉆孔專機的氣動系統設計
自動鉆孔專機的氣動系統如圖6所示,自動鉆孔的送料、夾緊、下料、進給等動作均通過氣缸提供動力來實現的[7]。在工作時與各氣缸相連的電磁閥是互鎖通電的。基本循環路線:下料汽缸5推動滑塊封住下料口—送料氣缸3控制送料—氣缸3推送工件運動至夾緊氣缸通道4正下前方—夾緊氣缸4夾緊工件—進給氣缸6推動齒條和齒輪運動進行鉆孔加工電機開始鉆孔。自動鉆孔專機工作時各氣缸電磁閥YV1與YV2互鎖通電,YV3與YV4互鎖通電,YV5與YV6互鎖通電,YV7與YV8互鎖通電[8]。初始狀態,電磁閥YV2、YV4、YV8得電,當按下起動按鈕時,電磁閥YV1、YV5得電,延時一定時間后電磁閥YV3與YV7得電,當工件加工完畢后,電磁閥YV4、YV6、YV8得電,這樣完成1次加工操作后,循環前述過程。

圖6 自動鉆孔專機氣動控制原理圖
送料氣缸、下料氣缸、夾緊氣缸采用SNS SDA32×25;進給氣缸采用SNS SDA20×15,電磁閥采用吉爾靈4V410-15。
5 結束語
自動鉆孔專機能極大地提高小型鼠籠式轉子轉軸孔的鉆孔效率和質量,降低勞動力成本。使原來1人操作1臺鉆控設備造成的勞動強度高、質量不穩定情況,轉變為1人同時可以操作3~4臺自動鉆孔專機,每臺加工效率提高50%,并且質量穩定,每臺設備經過測算每天能完成12 000個轉子的鐵芯內孔鉆削,經濟效益成倍增長。