SLM成形316L工藝對滑動磨損特性及硬度的影響
2020-02-27 05:55:26
表面技術 2020年1期
(北京科技大學,北京 100083)
選擇性激光熔融技術(selective laser melting,SLM)作為一種增材制造技術(additive manufacturing,AM),因滿足技術人員快速開發產品的需求而發展迅速,已廣泛應用于航空航天、生物醫學、汽車制造等工程領域。雖然SLM在零件加工制造上具有重要的優勢,但它也面臨著許多問題[1-2]。激光功率、掃描速度和掃描間距等SLM加工參數選取不當,可能會導致SLM零件凝固過程中形成孔隙缺陷[3]。Liverani等人[4]研究了激光功率、掃描速度、掃描間距和加工方向對SLM-316L不銹鋼試樣組織和力學性能的影響,并為這些參數建立了最佳工藝參數組合。Li等人[5]研究了工藝參數對孔隙率的影響,結果表明,隨著掃描速度的增加,孔隙率顯著增加。Gu和Shen[6]通過增加激光功率、降低掃描速度或減少粉末層厚度提高試樣致密度。這些文獻表明,改變工藝參數能夠直接影響成形試樣的性能。
316L不銹鋼作為醫用材料,除了要具有適當的強度,高耐磨性也是獲得生物相容性的必要條件[7-10]。此外,在其他工程領域中,對316L不銹鋼的摩擦性能和硬度也有一定的要求。Y.Sun等人[11]研究表明,SLM產生的孔隙缺陷導致材料在無潤滑摩擦過程中磨損加速。Kumar和Kruth[12]發現在微動磨損試驗中,不銹鋼試樣的微動區形成了薄膜,使試樣免受進一步的磨損。Sander等人[13]比較了SLM和傳統鑄造法制備的FeCrMoVC工具鋼構件的組織、力學性能和磨損性能的差別,結果表明,SLM試樣具有較高的硬度和抗壓強度,同時具有較低的磨損率和斷裂應變。Bartolomeu等人[14]總結出SLM制造的316L不銹鋼試樣的磨損率低于鑄造和熱壓制造的316L不銹鋼試樣。Li等人[15]采用線性往復摩擦磨損儀對316L不銹鋼試樣進行了不同激光功率和累積方向的干摩擦磨損試驗,結果表明,激光功率和累積方向對COF和磨損率的影響不顯著。
綜上,目前有關能量密度和掃描間距對SLM成形316L不銹鋼的摩擦學性能以及硬度的影響研究還很有限,故本文采用銷盤摩擦和布氏硬度試驗重點研究能量密度、掃描間距對SLM制備的316L不銹鋼試樣硬度和滑動磨損性能的影響,這對于SLM零件的設計和制造工藝參數的優選具有重要意義。
1 試驗
1.1 材料成形
材料采用氣霧化316L奧氏體不銹鋼粉末,如圖1所示,其顆粒尺寸為15~55 μm,平均直徑約為35.5 μm,化學成分如表1所示。試驗采用型號為EP-M100T的金屬3D打印機,打印機配有波長為1030 nm的光纖激光器,光斑直徑為50 μm。所有試樣均在氧氣含量≤1000 mg/L的氣氛環境中成形,試樣如圖2所示。
SLM工藝參數可表示為公式(1)[16]。其中,L為激光功率(W),v為掃描速度(mm/s),t為層厚(mm),h為掃描間距(mm),E為單位體積的總能量輸入或能量密度(J/mm3)。

表1 316L不銹鋼粉末化學成分Tab.1 Chemical composition of 316L powder wt%
由于試驗主要研究掃描間距和能量密度對加工的影響,故選擇層厚t=0.02 mm,激光功率L=100 W。Li的工作表明[5],硬度增大的能量密度范圍介于50~125 J/mm3之間,硬度低的試樣伴有大量的氣孔和缺陷,因此選擇能量密度范圍為50~110 J/mm3。為了研究掃描間距對成形質量的影響,選擇掃描間距范圍為0.04~0.12 mm。基于公式(1),采用正交試驗法得到如表2所示的參數組合。
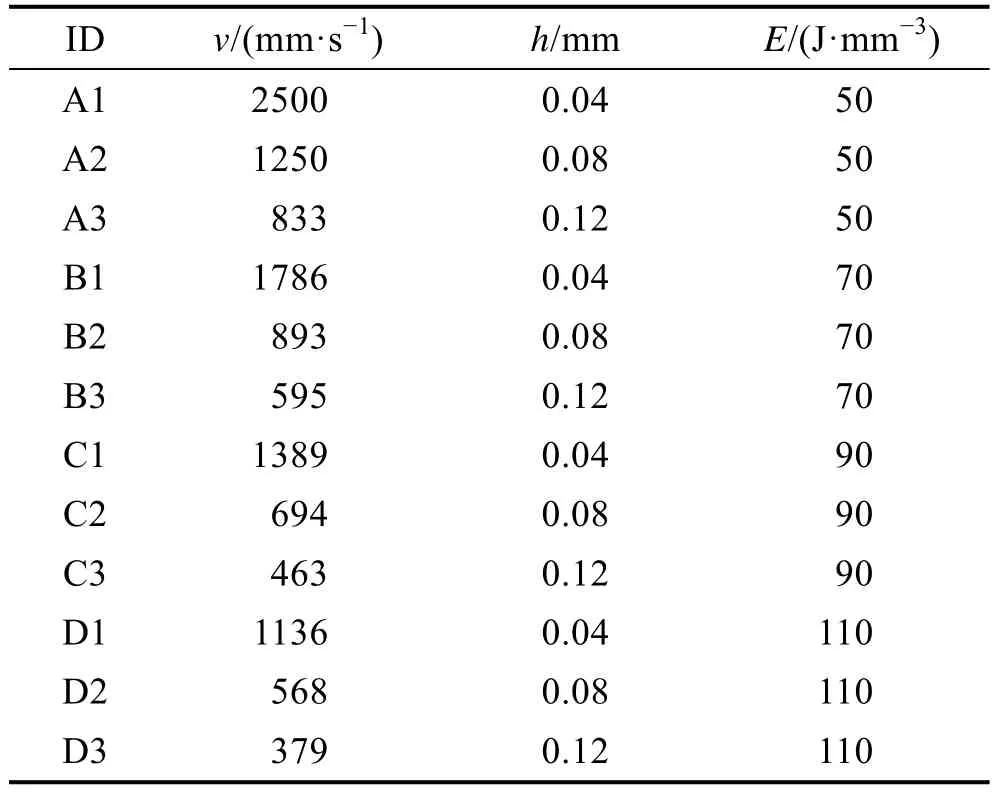
表2 SLM-316工藝參數Tab.2 SLM-316 process parameters
在成形過程中,為降低試樣的局部熱應力,采用分區棋盤式掃描策略,將每層劃分為5 mm×5 mm的正方形塊,每個方塊交替標記為綠色和白色,如圖3所示。首先熔化綠色標記的塊,然后熔化白色標記的塊。每個塊的掃描軌跡相互平行,各塊重疊0.03 mm,以保證各塊連接處(Blocks junction)的連接強度。在成形過程中,為獲得低溫度梯度,下一層(Next layer)掃描軌跡相對于當前層(Current layer)順時針旋轉45°。
1.2 表面粗糙度測量
采用Rtec三維白光干涉儀對噴砂過的試樣表面進行粗糙度分析,每個試樣選取3個區域進行測量,求取平均值。
1.3 孔隙率測量
孔隙是SLM制造過程中常見缺陷,通常會降低制件致密度,從而降低制件材料強度。孔隙率用于量化試樣孔隙缺陷(如氣孔、裂紋、孔洞),將OM記錄的圖像用于量化表面缺陷(如孔隙和裂縫)。在每個樣本表面不同位置拍攝十張圖像,位置均勻分布在圓環試樣表面。測量試樣1/3左右面積的孔隙度,孔隙率為樣品的缺陷面積占總面積的百分比。
1.4 滑動磨損試驗
通過MMW-1A微機控制萬能摩擦磨損試驗機,選擇小銷盤摩擦副進行滑動摩擦試驗,圖4為摩擦副。滑動銷采用淬火45鋼,摩擦頭為球形,直徑9.5 mm,硬度45 HRC,以控制的速度旋轉。試樣作為摩擦環,在受控接觸下與旋轉的滑動銷接觸。所有試驗均以固定轉速120 rad/min進行,共持續3600 s(即7200次滑動周期),接觸載荷為20 N,在室溫(22 ℃)、環境氣氛干燥、無潤滑條件下進行。每種參數組合進行三次試驗,計算平均結果。
1.5 硬度試驗
布氏硬度試驗具有硬度代表性好、試驗數據穩定、重復性好、實驗數據準確等優點。本試驗使用NHB布氏硬度計,選擇負載187.5 kg的試驗力、直徑2.5 mm壓頭進行硬度測試,負載保持時間為15 s。試驗要求試樣表面光亮,壓痕中心距試樣邊緣至少應為壓痕平均直徑的2.5倍,兩相鄰壓痕中心距離至少應為壓痕平均直徑的3倍。測量摩擦環表面24個均勻分布點的硬度值,求取硬度平均值。
2 試驗結果與分析
2.1 表面粗糙度分析
通過白光干涉儀進行表面粗糙度分析,每個試樣選取3個區域進行測量,求取平均值。如圖5所示,能量密度在50~110 J/mm3范圍內,掃描間距為0.04 mm時,隨著能量密度增大,表面粗糙度先增大再減小;掃描間距為0.08 mm和0.12 mm時,表面粗糙度隨著能量密度的增大,先減小后增大。能量密度(E)不變,掃描間距為0.04 mm時的粗糙度最差,0.12 mm系列表面粗糙度最好。
2.2 孔隙率分析
孔隙率的大小直接影響成形的致密度(致密度=1-孔隙率)。通過對工藝參數的研究來降低零件的孔隙率,從而提高成形的質量。表3是基于OM分析出的SLM-316L孔隙率結果。表3中,能量密度為50 J/mm3時的孔隙率非常大,正如文獻[17]表明,較低的能量密度(<50 J/mm3)不足以完全熔化粉末,因此成形的零件具有較大的孔隙、裂紋和球化特征。
Sames[18]給出了兩種一般類型的孔隙,這些孔隙可能由粉末及加工過程誘導形成。粉末誘導的孔隙被認為是由粉末霧化過程中,粉末進料時生成的氣相形成的,然后直接轉移到制件上[19]。加工誘導形成的孔隙是主要的孔隙類型,通常是非球形的,而且尺寸可變。由于表面張力的作用,液體球化,會發生球狀現象,球體是SLM試樣孔隙的來源之一[20-21]。如圖6a所示,孔隙率為3.0%(E=70 J/mm3、h=0.12 mm)的B3試樣可以看到許多氣孔、未熔融粉末、不規則孔隙等成形缺陷;孔隙率為0.94%(E=90 J/mm3、h=0.12 mm)的C3試樣,幾乎沒有缺陷,如圖6b。由圖6a可以看出,存在未熔融的顆粒以及球形氣孔,這是因為當能量密度低時,粉末原料由于功率不足而未完全熔化,導致相鄰層結合不良,成形缺陷以結合缺陷為主。一些作者指出[6,22],利用優化的參數,SLM工藝能夠產生高致密度的(理論密度98%~99.5%)零件。

表3 SLM-316孔隙率測量結果Tab.3 Results of SLM-316 porosity measurement
之前研究[18]表明,SLM成形大尺寸(毫米級以上)的316L制件的孔隙率隨能量密度增大而減小的能量密度范圍是50~80 J/mm3。SLM-316L孔隙率與能量密度的關系如圖7所示,只有在掃描間距為0.08 mm時,孔隙率與能量密度的關系與文獻[18]提到的相同:孔隙率隨著能量密度的增大而減小。掃描間距為0.04 mm和0.12 mm時,隨著能量密度從50 J/mm3增大到90 J/mm3,孔隙率呈現出不斷減小的趨勢;能量密度在90~110 J/mm3時,孔隙率幾乎不變。此外,還發現掃描間距為0.04 mm的試樣的孔隙率明顯偏高。
2.3 滑動磨損特性
干滑動磨損60 min后,在試樣上形成一個圓形磨損軌跡,磨損軌跡寬度平均約為2 mm,如圖8所示。試驗發現摩擦系數曲線趨勢為先快速增加,最后長時間趨于平緩。為了研究掃描間距對摩擦性能的影響,取能量密度為50 J/mm3、掃描間距不同的摩擦系數進行對比,得到圖9所示曲線,同時將磨損軌跡剖面中評估的磨損量繪制在圖10中。由圖9和表面粗糙度可知,掃描間距越小,表面越粗糙,最初的摩擦系數也越大。此外,通過圖10發現,掃描間距越小,磨損率越大。由圖9和圖10可知,掃描間距越小使孔隙率越大,最終導致摩擦系數和磨損率也越大。
為了研究能量密度對摩擦性能的影響,選擇掃描間距為0.04 mm、能量密度不同的試樣進行摩擦試驗,得到的摩擦系數曲線如圖11所示。不難看出,隨著能量密度增大,摩擦系數整體減小,這與孔隙率隨著能量密度增大而減小的趨勢相同。由此可以得出,摩擦系數與孔隙率存在關系:孔隙率越大,摩擦系數越大,磨損越嚴重。
Y.Sun等人[11]曾將SLM成形的316L試樣與標準加工的316L試樣進行對比,得出SLM試樣的主要磨損機制是斷裂,其根源是磨損軌跡中已有的孔隙、裂紋容易萌生和擴展。在滑動磨損過程中,孔隙是應力集中點,會加速材料斷裂。在磨損機理方面,316L不銹鋼試樣的磨損表面均表現出粘著磨損引起的塑性變形和磨粒磨損引起的沿滑動方向排列的凹槽。如圖8所示,試樣的磨損表面由一系列犁槽、劃痕和細磨屑組成,這些都表明磨粒磨損為SLM-316L不銹鋼摩擦磨損的主要磨損機理。
2.4 硬度分析
表4列出了SLM制造的316L試樣的布氏硬度測量結果,得出硬度-能量密度的關系圖,如圖12所示,硬度范圍跨度較大,最大硬度為239.81 HB,最小硬度為80.02 HB。能量密度不變時,改變掃描間距,硬度隨著掃描間距的增大而增大;控制掃描間距不變,改變能量密度,硬度隨著能量密度增大而增大。
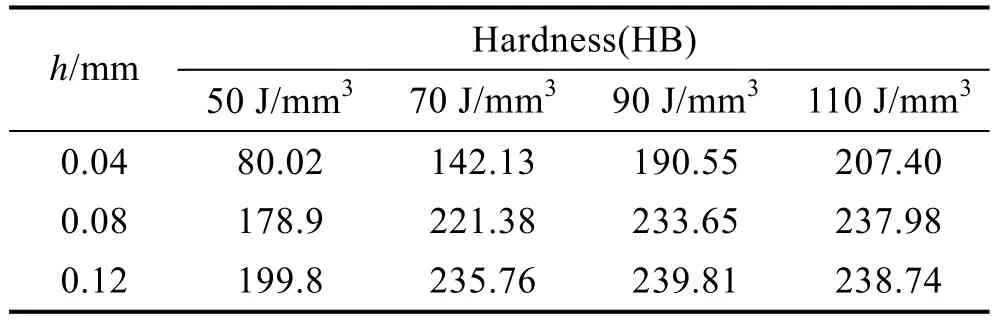
表4 硬度比較Tab.4 Hardness comparison
SLM成形材料的硬度與孔隙率相關,而且材料的孔隙率對材料的硬度影響十分強烈。為了方便研究,選取掃描間距為0.04 mm、能量密度不同的試樣,將前面得到的孔隙率與硬度相結合得到圖13,發現硬度受到材料孔隙度的影響與文獻[23-25]一致:硬度隨著孔隙率的增加而減小,反之亦然。這是因為材料的孔隙率越小,試樣的致密度越好,硬度越高。
3 結論
1)掃描間距和能量密度可以影響成形試樣的表面質量。掃描間距不同,表面粗糙度隨能量密度變化的趨勢也不一致。能量密度一定,表面粗糙度隨著掃描間距的增大而減小,掃描間距為0.04 mm時,表面最粗糙。
2)能量密度一定時,隨掃描間距的增大,孔隙率減小,致密度隨之增大;掃描間距不變時,孔隙率與能量密度呈線性變化,孔隙率隨能量密度的增大而減小。
3)在研究范圍內,掃描間距越大,磨損量越小。試樣孔隙越多,表面越粗糙,摩擦系數和磨損率也越大。由此得出SLM試樣的磨損率與孔隙率之間存在相關性。
4)在研究范圍內改變能量密度、掃描間距,能得到高硬度的試樣。硬度隨能量密度呈線性增加;當能量密度不變時,硬度隨掃描間距的增大而增大。孔隙率和硬度相關,孔隙率越大,致密度越小,硬度也越小。
5)結合表面粗糙度、孔隙率、摩擦磨損、硬度分析,可得到最佳工藝參數組合為:能量密度110 J/mm3,掃描間距0.12 mm。
