氣體溫度對冷噴涂7075鋁合金涂層性能的影響
2020-02-27 05:56:14吳增榮胡永俊代明江張科杰小川和洋謝迎春黃仁忠
表面技術 2020年1期
關鍵詞:變形
吳增榮,胡永俊,代明江,張科杰,小川和洋,謝迎春,黃仁忠
(1.廣東工業大學 材料與能源學院,廣州 510006;2.廣東省新材料研究所 現代材料表面工程技術國家工程實驗室 廣東省現代表面工程技術重點實驗室,廣州 510650;3.日本東北大學,日本 仙臺 980-8579)
航空用鋁及鋁合金由于密度小、強度高、成形性能好等優點,廣泛應用于航空航天器零部件(如飛機蒙皮、隔框、壁板、油路機匣等)的制造。然而鋁合金通常耐磨性較差,在大載荷、高振動的服役環境下,零部件配合部位容易因磨損失效而報廢,造成安全事故和巨大經濟損失[1-3]。因此,采用再制造技術對鋁合金零部件受損部位進行修復具有重要意義。7075作為強度最高的常規航空鋁合金,可作為修復材料應用于其他變形鋁合金以及鑄造鋁合金零部件的再制造,不僅能夠恢復原有尺寸和功能,更能夠對受損部位進行強化[4]。然而傳統表面修復技術,如焊接和熱噴涂技術等,由于高溫熱源的引入,不可避免地會在修復部位產生較大的熱影響區,容易產生變形破壞,同時修復層還存在氧化嚴重、孔隙率高、易產生裂紋等問題[5-6],嚴重影響鋁合金修復件在服役過程中的安全性和可靠性,存在一定的局限性。因此,開發可靠的鋁及鋁合金零部件修復技術對提升航空工業相關修復技術水平十分重要[7-8]。
冷噴涂是20世紀80年代中期新發展起來的一種新型涂層加工技術[9],并逐步發展成為增材制造與再制造技術。相對于傳統再制造技術,冷噴涂過程中材料的溫度遠低于其熔點,粉末粒子在碰撞基體前處于固態,對基體熱影響較小,在整個噴涂過程中,材料發生氧化、相變、晶粒長大的程度低,噴涂材料的成分與組織結構能夠保留到涂層中,保證了修復層組織性能的均勻性和穩定性[10],適合作為鋁合金等有色金屬零部件的修復技術[11]。雖然變形鋁合金一般塑性較好,有利于粉末變形沉積,但是其較低的密度使得粉末粒子的運動行為更容易受到冷噴涂氣流場結構,尤其是基體附近的弓形激波的影響,就目前公開的報道來看,沉積性能并不理想,所制備的沉積體內部往往有較大的空隙率,與基體的結合強度也有限[12-13]。7075作為Al-Zn-Mg-Cu變形鋁合金,由于添加了少量的Zn、Cu等元素,其密度略有增加,但是塑韌性相對于純鋁則明顯降低(延伸率通常<10%),其冷噴涂工藝性能更差,相關研究報道尤其是國內的研究十分有限,尚未有采用廉價的氮氣作為噴涂氣體成功制備7075沉積體的公開報道。Sabard等人[14]為提高7075鋁合金冷噴涂工藝性能,采用對原始粉末固溶熱處理以提高粉末塑性的方法,在6061鋁合金上制備了7075鋁合金涂層。雖然噴涂氣體選用昂貴的氦氣,并且熱處理后粉末沉積效率從8.6%提高到50%,然而涂層內部仍然有較多裂紋、孔洞等缺陷,并且表征涂層性能的關鍵技術指標——結合強度也未能給出。不僅如此,所制備的涂層厚度僅有約300 μm,實際應用價值有限。Rokni等人[15-17]則在冷噴涂7075方面做了大量系統性的研究工作,從涂層沉積過程中組織結構演變到力學性能,再到后處理(時效)對涂層顯微結構和力學性能的影響,都有較為深入的研究,然而其所有冷噴涂7075工藝均采用氦氣作為噴涂氣體,成本較高,難以大批量應用。另外,其研究也沒有涉及氣體溫度這一重要參數對涂層組織性能的影響。實際上,在常規的冷噴涂過程中,雖然相同條件下提高氣體溫度往往有利于提高粉末粒子速度和顆粒軟化程度,從而有利于粉末顆粒的變形沉積[18],但是對于以鋁合金為代表的低熔點材料而言,也許并非如此。過高的溫度可能導致粉末部分熔化,產生不必要的氧化和相變,導致涂層性能變差。為此,本研究采用高壓冷噴涂系統,首次采用氮氣作為工作氣體成功制備了高致密度、高結合強度、大厚度的7075冷噴涂涂層,并且在此基礎上,研究了工作氣體溫度對冷噴7075鋁合金涂層微觀結構、致密度、硬度、結合強度的影響。通過調控過程參數來提升7075鋁合金涂層的性能,以期為制備性能優異的7075冷噴涂涂層提供重要參考。
1 實驗
1.1 實驗材料
實驗基體材料選用市購1060純鋁板,尺寸為100 mm×100 mm×3 mm。噴涂粉末為7075鋁合金,圖1a和圖1b分別為其表面和截面形貌。可以看到大部分粉末球形度較差,且顆粒表面粗糙,存在衛星球,符合氣霧化工藝制備特征。顆粒內部呈典型的高速凝固形成的胞狀枝晶組織,經采用Nano Measurer軟件測量,晶粒尺寸范圍為2.4~8.2 μm,平均4.3 μm。粉末粒徑分布則采用Malvern激光粒度測試儀濕法測量所得,如圖2所示,D10為28.1 μm,D50為47.9 μm,D90為82.1 μm。
1.2 涂層和試樣制備
實驗前先將基體進行噴砂處理,隨后采用丙酮超聲波清洗干凈并吹干。采用日本等離子技研工業株式會社研制的PCS1000高溫高壓冷噴涂系統,N2作為工作氣體,在純鋁基體上制備了7075鋁合金涂層,具體噴涂工藝參數如表1所示。
1.3 涂層性能表征
涂層截面和粉末顆粒采用LEICA DMINM MW550金相顯微鏡觀察。涂層孔隙率采用圖像法測定:先隨機選取5張涂層截面微觀照片,利用Leica軟件對每張照片進行分析并計算孔隙率,最后取其平均值。為觀察涂層內部顆粒變形和結合情況,采用Keller試劑(H2O 95%,HNO32.5%,HCl 1.5%,HF 1%)浸蝕涂層試樣25 s,清洗干凈后進行金相觀察。除此之外,用JSM-5910掃描電鏡對涂層內部微觀組織做進一步的觀察分析,并采用配套的EDS能譜儀進行元素成分半定量分析。采用MH-5D型顯微硬度計對涂層進行顯微硬度測量,在每組試樣上分別選取5個測試點,施加載荷為100 g,加載時間為15 s,然后計算其平均值作為該涂層的顯微硬度。涂層結合強度測試按照ASTM C633標準進行:先用FM1000膠將試樣與對偶件相連,用夾具鎖緊后,在190 ℃下加熱3 h,使膠充分潤濕界面并粘接牢固,再采用GP-TS2000M萬能試驗機進行拉伸實驗。
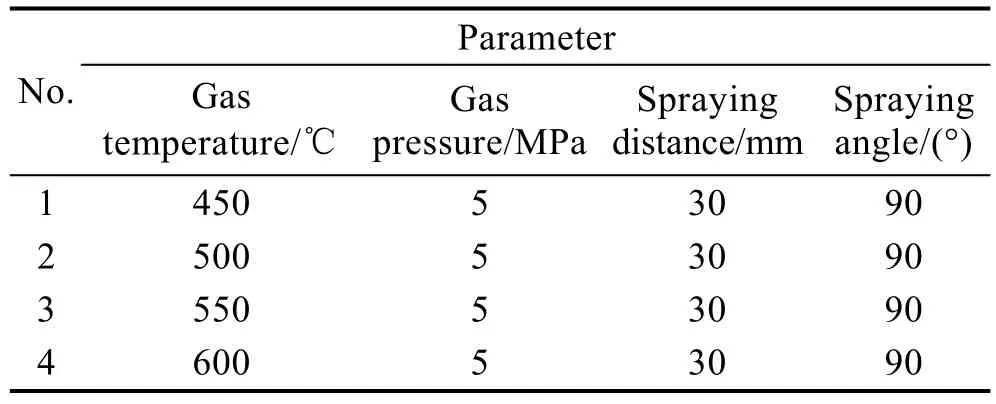
表1 冷噴涂7075鋁合金涂層工藝參數Tab.1 Processing parameters of cold sprayed 7075 aluminum alloy coatings
2 結果及分析
2.1 涂層組織結構分析
圖3為通過冷噴涂技術在不同氣體溫度下制備的7075鋁合金涂層截面金相低倍圖像,可以看到在400~550 ℃范圍內,涂層與基體結合良好,涂層內部相對致密,無明顯孔洞及夾雜,孔隙率均小于0.5%,厚度也都超過1 mm。說明本實驗條件下,采用5 MPa廉價高壓氮氣,能夠在純鋁基體上制備大厚度致密7075鋁合金涂層。對比圖3a、b、c還可以發現,隨著噴涂溫度由450 ℃升高到550 ℃,涂層宏觀結構并未發現明顯區別,然而當工作氣體溫度升高到600℃,涂層結構出現了明顯的突變,盡管涂層/基體界面依然結合良好,未出現未結合區域,但涂層內部出現了微米級扁平狀孔洞,分布于整個涂層內部,涂層致密度明顯低于前三者。
為了進一步觀察粉末顆粒的變形行為及粉末顆粒之間、粉末與基體之間的結合情況,對4種溫度下制備的涂層試樣浸蝕后進行金相觀察[19]。如圖4所示,可以清晰看到涂層內部的粒子堆積結構,顆粒內部晶粒也清晰可見。粉末顆粒均經歷了不同程度的變形,呈扁平化趨勢。雖然由于部分粒子變形不足夠充分,在部分交界三角區存在約數微米大小的孔洞,但總體上粒子之間結合良好,界面連續且無明顯缺陷,為涂層較高的內聚力提供了基本保障。涂層與基體界面呈鋸齒狀,部分粉末顆粒嵌入基體,形成了有效的機械咬合,且無裂紋和孔洞,因此預計涂層有較高的結合強度。
對比4種溫度下粉末顆粒變形情況和內部晶粒分布還可以看到,隨著主氣溫度的提升,粉末變形程度有略微增大的趨勢,顆粒內部晶粒沿變形方向取向更加明顯,并且當溫度達到600 ℃時,相同浸蝕條件下粉末顆粒邊界相對更不明顯,顆粒內部晶粒大小均勻化程度也略有提升。
為進一步研究變形顆粒內部組織結構,選取550、450 ℃噴涂試樣為代表進行SEM檢測分析。如圖5a紅色虛線和箭頭所示,為典型的冷噴涂粒子變形結構。根據晶界析出相的分布可以看到,顆粒內部變形非常不均勻,粉末中心位置仍為胞狀枝晶結構,其大小和形態與原始粉末相比變化不大。而顆粒邊緣則發生了強烈的塑性變形,呈流線形態。另外晶粒尺寸也相對較小,說明在冷噴涂過程中,顆粒邊界發生了晶粒細化[20]。
為進一步研究晶界析出相成分,在晶界和晶粒內部各選取兩個點進行EDS元素半定量分析,如圖5b所示,測得各點元素含量如表2所示。可以發現,7075涂層中晶粒邊界上銅和鎂的含量高于晶粒,而對于7075鋁合金來說,其主要強化相有η[Mg(Zn,Cu,Al2)]和T(Al2Mg2Zn3)等[21],由此可推測圖5中的白色區域應該是沿晶界析出的強化相Mg(Zn,Cu,Al2)和Al2Mg2Zn3,晶粒內部則為鋁基固溶體。對于強化相的來源,根據上文對原始粉末和涂層內部微觀組織分析,強化相應當為原始粉末所保留。強化相的存在,加上粉末粒子沉積時大變形產生的加工硬化以及晶粒細化作用,將有助于涂層強度的提升。

表2 450 ℃涂層EDS元素分析結果Tab.2 EDS analysis of 7075 coatings deposited at 450 ℃ %
2.2 涂層孔隙率
孔隙率檢測結果顯示,當主氣溫度為450、500、550 ℃時,涂層平均孔隙率分別為0.15%、0.21%、0.14%。可以發現,其他過程參數完全相同的情況下,主氣溫度從450 ℃升高到550 ℃,孔隙率并無明顯變化,且都處于很低水平(<0.5%)。這說明隨著主氣壓強達到5 MPa高壓時,氣體溫度為450 ℃時,涂層內部已較為致密。但是,隨著噴涂工作氣體溫度繼續升高到600 ℃時,涂層的孔隙率發生了突變,達到了4.2%,如圖3d所示,涂層內部同一高度處出現了扁平狀的宏觀大孔隙,其尺寸達到了百微米級。這可能是由于當噴涂氣體溫度進一步上升,一方面粉末顆粒沉積時溫度更高,另一方面粉末撞擊基體時速度也有所提升[22-23],撞擊后因大變形產生的熱量也更高,綜合作用使得粉末顆粒沉積后的溫度,尤其是邊緣部位溫度提升,隨著噴槍移動,沉積粒子直接暴露在空氣中導致氧化較嚴重,后續沉積性能變差,產生層間分離現象,促進了扁平大孔隙的產生。關于其更為具體的形成機制,還有待下一步的專門研究。
2.3 涂層顯微硬度
顯微硬度是涂層微觀組織的宏觀體現,很大程度上與涂層力學性能直接相關。本實驗條件下冷噴涂7075涂層顯微硬度測量結果如圖6所示,可以看到,隨著主氣溫度的升高,冷噴涂7075鋁合金涂層的平均硬度變化不大,涂層硬度受主氣溫度的影響較小。但4種溫度條件下冷噴涂制備的7075鋁合金涂層相對于7075板材的硬度值(102HV0.1,圖6紅色線)均有一定程度的提高。當主氣溫度為500 ℃時,涂層的平均顯微硬度達到了最高值119.5HV0.1,這主要歸因于冷噴涂粒子碰撞過程中,劇烈的塑形變形引起的加工硬化作用。隨著顆粒撞擊基體后塑性變形的進行,碰撞位置晶粒細化,位錯密度不斷增大,同時位錯在運動時相互交割、纏結加劇,使位錯運動阻力增大,引起變形阻力增大,提高了冷噴涂7075鋁合金涂層的硬度。值得注意的是,當主氣溫度提高到600 ℃時,涂層的硬度表現出降低的趨勢,平均硬度僅為107.4HV0.1。這是由于,一方面涂層孔隙率的升高降低了涂層的整體硬度;另一方面,對于熔點較低的7075鋁合金,在600 ℃較高的主氣溫度條件下,如前所述,粒子沉積時的溫度和速度均較高,在撞擊基體的瞬間,大量的動能轉化為熱能,在粒子邊緣尤其是發生絕熱剪切失穩的位置,溫度升高可能達到熔點[24-25],涂層局部位置甚至可能發生熔化,附近區域因溫度升高產生的軟化作用也大于加工硬化產生的硬化作用,使得涂層硬度降低,其數值幾乎接近普通板材。
2.4 涂層結合強度
涂層結合強度作為涂層性能最重要指標之一,反映了涂層的力學性能,涂層結合強度的優劣直接決定了冷噴涂7075鋁合金是否能用于輕質合金零部件的表面修復。圖7顯示了不同主氣溫度條件下,涂層的結合強度測試結果。
可以看到,測得的結合強度值均大于45 MPa,最低值和最高值分別為45.6 MPa和55.3 MPa。然而分析試樣斷裂面可以看到,所有樣品中,其斷裂面均發生在涂層與對偶件連接的FM1000膠面(圖8),也就是說拉伸過程中FM1000膠均先于涂層/基體界面失效,可能是該膠與涂層潤濕性不好,導致膠與涂層界面成為體系最弱部位。因此該結合強度測試結果并不能真實地反映本實驗條件下冷噴涂7075鋁合金涂層與純鋁基體的結合強度。但是可以確定的是,涂層結合強度均高于所測得的值。也就是說450 ℃條件下涂層的結合強度大于55.3 MPa。該實驗結果證明,冷噴涂技術通過提高工作氣體壓力,利用價格相對便宜的氮氣也可以制備出具有較高結合強度的7075鋁合金涂層,這對于低成本修復輕質合金零部件,具有重要的現實意義。
3 結論
1)采用廉價的氮氣,通過提高冷噴涂的主氣壓力(5 MPa)制備出了孔隙率低(0.14%)、界面結合良好、力學性能優異的大厚度7075鋁合金涂層,在本實驗最優條件下,涂層與純鋁基體的結合強度超過55.3 MPa。
2)當主氣溫度從450 ℃升高到550 ℃時,冷噴涂7075鋁合金涂層微觀組織及性能受主氣溫度的影響較小;隨著工作氣體溫度的升高,粉末變形程度有略微增大的趨勢,顆粒內部晶粒沿變形方向取向更加明顯。但顯微硬度并未增加,甚至有輕微下降,這可能是由于粒子速度和溫度均隨著工作氣體溫度的升高而升高,過高的粒子溫升可能導致材料軟化效應部分抵消了由于粒子碰撞速度提高、塑形變形加劇而引起的加工硬化效應。
3)利用高壓冷噴涂系統制備7075涂層,過高的工作氣體溫度并不利于冷噴涂7075鋁合金涂層的制備。當氣體溫度達到600 ℃時,涂層微觀結構出現明顯變化,原先致密的涂層出現了數百微米級的扁平狀大孔隙,涂層孔隙率高達4.2%。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
