基于Siemens S7-200 PLC的白酒勾調控制系統設計
2020-03-04 07:06:50姚婭川
化工設計通訊 2020年1期
楊 洋,姚婭川,鄭 婷,潘 斌
(1.四川輕化工大學自動化與信息工程學院,四川自貢 643000;2.人工智能四川省重點實驗室,四川宜賓 644000)
白酒的勾調是個非常復雜嚴謹的過程,特別是在進行批量生產時,各個環節需要達到高度的一致性,才能按預期生產出風味穩定、質量達標的產品。課題組從數據共享、遠程操控、實時性的角度出發,擬采用物聯網技術應用于勾調系統,減少生產成本,提高生產效率[1]。
1 白酒勾調系統設計思路
控制系統由上位機、PLC、壓力傳感器、勾兌泵、流量計、電磁閥等組成。在上位機的控制下,依照設定的配方來完成智能勾調。
1.1 控制系統結構框圖
控制系統結構框圖見圖1。
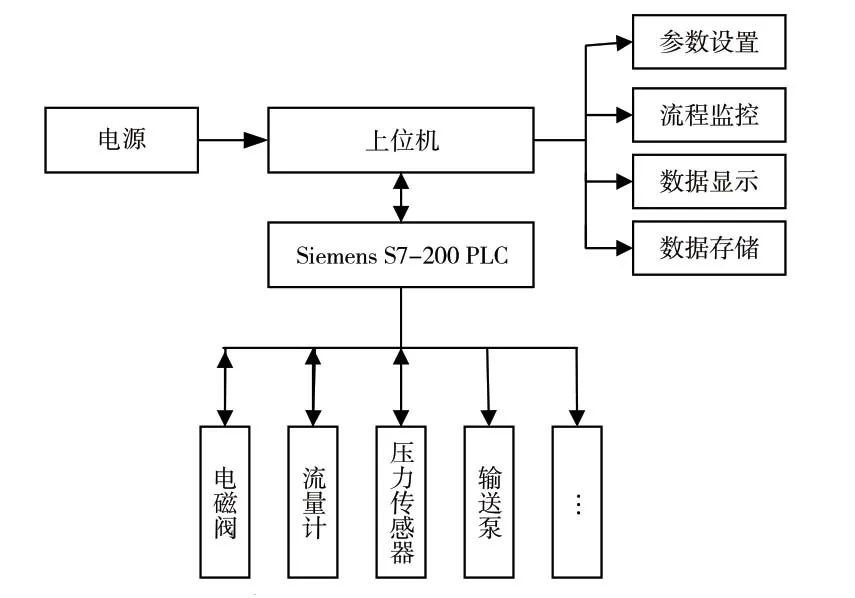
圖1 控制系統結構框圖
1.2 勾調控制原理
通過在上位機輸入配方并保存后,通過CP5611卡傳送至可編程控制器臨時保存,PLC即根據配方完成勾兌全過程。可編程控制器根據配方的罐號和用量自動起動勾兌泵,自動開啟基酒罐、軟水罐相應閥門及勾兌罐閥門,同時流量計開始工作,根據流量計的反饋值,當一個基酒罐的配方用量完成后,自動關閉該罐閥門后,起動下一個基酒罐閥門,直至配方用量完成,勾兌過程結束。
2 PLC硬件模塊
2.1 PLC選擇
在本白酒勾調系統中的PLC采用Siemens S7-200 PLC。因為它具有以下優勢:
(1)模塊設計方便,模塊化控制精確,通訊方式多樣。
(2)體積不大、小巧,方便應用與安裝。
(3)具備所有CPU型號的功能,存儲器容量很大,具有快速的響應速度。
(4)具有很好的安全性與穩定性。
(5)易于使用STEP 7-Micro/WIN工程軟件。
(6)既適用于初次使用者,又適合熟練者使用,具有RS485接口與DP總線接口。
2.2 PLC硬件配置
(1)CPU模塊。在本系統中選用CN系列中的CPU226CN作為中央處理單元,它具有24個輸入點以及16個輸出點的小型PLC,滿足實驗室里的白酒小樣勾兌的系統要求,它可以擴展7個模塊。對于本系統要采用PID控制算法完成勾兌的要求,它也可以滿足,支持與PC機使用RS-485通訊。
(2)電源模塊。根據現場設備的工作電壓的要求,采用PS3075A電源模塊,把模擬控制器的220 V電壓轉換成字控制器的24V數電壓電。
(3)數字量輸入輸出模塊。本系統只接收直流電信號,所以選用多個型號為SM321 DI32 x DC 24V模塊的數字輸入量模塊,若有多出來的點數,可以作為系統的擴展備用。本系統的數字量輸出模塊則選用四個SM 322 DO 16 x AC120/230 V/1A模塊,同樣預留一定的點數以備擴展[2]。
(4)通訊模塊。本系統采用WinCC設計上位機的界面,在上位機端插入CP5611通訊卡,通過其實現PROFIBUS與PLC的相連接。
3 現場設備控制模塊設計
根據本系統的需求,PLC需要控制的現場設備有電磁流量計、調節閥、各閥門開關等,綜合以上設備與人工需要采集的數據與控制要求,系統采用現場總線控制系統,關于系統現場設備的控制模塊的設計如圖2所示。
1)酒液溫度:在酒罐中放置合適的溫度變送器,PLC將采集由變送器轉換好的標準的4~20mA電流信號。在PLC中設定好溫度的換算規則來得到酒液的溫度值,監測人員可以對其進行實時的監測與控制。
2)酒罐液位:酒罐液位的控制采用液位變送器測量。首先傳感器采集信號傳給變送器,然后變送器將傳感器傳來的信號轉換為4~20mA的電流輸入給PLC,PLC內部根據設定的算法轉換為液位量,從而得到罐內的液位,還可以內部算法中溫度的換算規則,這樣可以提高液位測量的精準度[2]。
3)流量:由PLC采集流量計轉換過來的4~20mA電流輸出信號后,并由PLC控制算法轉換成需要的流量數據。對于不同濃度液體采用不同的流量進行測量,流量計類型包括多種不同類型的流量計。
4)流體截流控制:采用電磁閥控制管路的流量斷開與接通,通過PLC從DO輸出閥門的開關信號來控制截流。
5)輸送泵的控制:輸送泵比較好連接,直接將它的吸線圈控制線與PLC 的DO通道串聯,可以實現控制開啟和停止。
6)泵及各閥門開關狀態的監控:電磁閥通過PLC相應的DO的“1”或者“0”信號來判斷開關的狀態。電動調節閥和輸送泵的工作狀態則可以通過PLC的DI的高低電平信號來進行判斷。
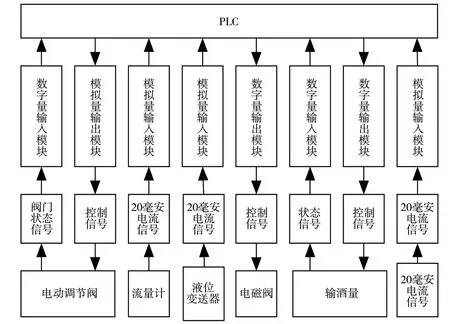
圖2 PLC與現場設備的控制原理圖
4 系統軟件部分設計
采用PROFIBUS總線將主站、從站PLC連接,達到相互通信的作用。PLC連接現場設備對其進行控制,實現主站與從站之間相互監控。控制系統分為兩個部分:PLC控制軟件、上位機監控軟件。然后采用STEP7 V5.5完成系統組態和編程,WINCC V5.5用于系統現場監控,實現人機界面。
4.1 PLC控制軟件
主要進行的操作是:①根據壓力傳感器反饋的信號來對酒罐酒量的控制;②根據流量計反饋的信號對電磁閥、輸送泵進行控制;③對閥門、泵的狀態進行控制與讀取;④提供報警指示。
4.2 上位機監控軟件
通過CP5611卡與S7-200PLC進行通訊,包括數據采集和發送數據/指令;S7-200PL C則通過MPI接口與上位機交換數據,這種方式使通訊程序和組態軟件構成一個完整的系統,保證了系統高效率地運行。主要事項的功能是:①形象直觀的顯示現場監控畫面;②參數設置畫面,操作者可以自由地對參數進行設定;③對每一次勾兌過程畫面進行保存,以便于查詢。
5 結論
采用功能多樣化、安全系數高的SINMENS SIMATIC S7-200 PLC設計的白酒勾調生產自動控制系統,完全能滿足白酒勾調生產的各種控制要求和工藝要求,通過網絡傳輸達到實時監控,構成分布式測控系統,實現生產集中管理,從而達到提高生產效率的目的。
猜你喜歡
流程工業(2022年3期)2022-06-23 09:41:08
煤氣與熱力(2021年3期)2021-06-09 06:16:18
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
測控技術(2018年9期)2018-11-25 07:45:00
石油化工自動化(2018年5期)2018-11-14 02:34:30
電子制作(2018年11期)2018-08-04 03:25:42
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
汽車維護與修理(2015年2期)2015-02-28 12:15:41
中學科技(2014年11期)2014-12-25 07:38:53