IF 鋼DC06 沖壓隱裂分析及其整改
2020-03-05 06:07:48楊望華李朝輝楊西鵬賈彩霞
中國(guó)金屬通報(bào) 2020年6期
關(guān)鍵詞:變形
楊望華,李朝輝,楊西鵬,賈彩霞
(河鋼股份有限公司邯鄲分公司,河北 邯鄲 056015)
1 背景
某客戶(hù)使用邯鋼DC06,規(guī)格為0.7mm*1200mm,用于某內(nèi)板零件,零件變形較為復(fù)雜,先后經(jīng)過(guò)多序沖壓才能完成,分別為落料、拉延、二次拉延、修邊沖孔、修邊沖孔翻邊、翻邊整形等。沖壓大約有10%~30%隱裂率,隱裂位置相對(duì)固定,增加檢驗(yàn)的頻次和難度,影響客戶(hù)生產(chǎn)效率和零件質(zhì)量。客戶(hù)表示前期使用國(guó)內(nèi)某鋼廠(chǎng)同牌號(hào)厚度,偶爾也會(huì)存在一定隱裂,但是邯鋼比例稍高。

圖1 零件隱裂
本文利用力學(xué)性能、組織、表面形貌和粗糙度等檢測(cè)手段,結(jié)合零件成形工藝和模具進(jìn)行分析,確認(rèn)隱裂產(chǎn)生的原因,并且對(duì)產(chǎn)生原因予以分析,同時(shí)有針對(duì)性采取了措施,基本消除此問(wèn)題,減少客戶(hù)質(zhì)量異議的產(chǎn)生。
2 缺陷分析
根據(jù)顧客反映,從現(xiàn)場(chǎng)分別取回邯鋼隱裂鋼板和現(xiàn)場(chǎng)剩余的國(guó)內(nèi)某鋼廠(chǎng)樣板,進(jìn)行力學(xué)性能、粗糙度、顯微組織和表面形貌等對(duì)比檢驗(yàn)。
2.1 厚度測(cè)量
根據(jù)實(shí)測(cè)厚度,國(guó)內(nèi)某鋼廠(chǎng)和邯鋼DC06 均為負(fù)公差控制,基本相當(dāng),差異非常小。

表1 厚度檢測(cè)(單位:mm)
2.2 力學(xué)性能檢測(cè)
r 值是板料抵抗變薄能力的度量。R 值越大材料抵抗減薄的能力越強(qiáng)。對(duì)比可以發(fā)現(xiàn),抗拉強(qiáng)度、延伸率、n 和r 等性能指標(biāo)基本相當(dāng)。從r 值方面和屈服強(qiáng)度上,國(guó)內(nèi)某鋼廠(chǎng)產(chǎn)品深沖性能略?xún)?yōu)于邯鋼。

表2 性能檢測(cè)對(duì)比
2.3 粗糙度
粗糙度在要求范圍內(nèi),邯鋼粗糙度略高于國(guó)內(nèi)某鋼廠(chǎng),根據(jù)姚貴升等使用車(chē)輪輪罩內(nèi)板進(jìn)行了生產(chǎn)試驗(yàn),隨著壓邊力逐漸增加,高粗糙度優(yōu)先起皺開(kāi)裂,待壓邊力增大到一定程度低粗糙度才起皺開(kāi)裂,低粗糙度的鋼板具有最寬的成形范圍,高粗糙度鋼板的成形范圍低于比低粗糙度[1,2];粗糙度偏高會(huì)造成材料與模具之間摩擦系數(shù)變大,進(jìn)料阻力增大,沖壓時(shí)材料流動(dòng)性變差,在變形相對(duì)復(fù)雜處容易造成開(kāi)裂或者隱裂。
冷軋鋼板表面粗糙度主要影響鋼板與模具之間的摩擦因數(shù)、儲(chǔ)油條件,因此用于沖壓成形的板料表面要具有適當(dāng)?shù)拇植诙取?/p>

表3 粗糙度檢測(cè)
2.4 成分
成分檢測(cè)DC06 均為T(mén)i-IF 鋼,成分體系一致。其余元素相當(dāng),差異點(diǎn)在于邯鋼Ti 含量最高,達(dá)到0.07233%,高出國(guó)內(nèi)某鋼廠(chǎng)0.008%。較多的Ti元素,可以達(dá)到完全固定鋼中C、N等雜質(zhì),使鋼更加純凈。
2.5 組織
組織為正常鐵素體,退火均勻。但是相比國(guó)內(nèi)某鋼廠(chǎng),邯鋼DC06 組織晶粒度偏小,等軸化程度不強(qiáng)。國(guó)內(nèi)某鋼廠(chǎng)晶粒非常純凈,宏觀可以看出,國(guó)內(nèi)某鋼廠(chǎng)樣品中夾雜物較少。國(guó)內(nèi)某鋼廠(chǎng)組織更利于沖壓。
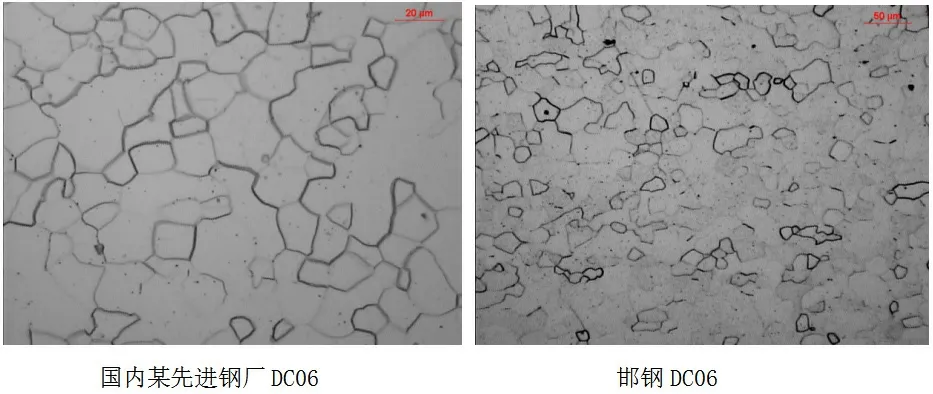
圖2 組織對(duì)比
2.6 小結(jié)
國(guó)內(nèi)某先進(jìn)鋼廠(chǎng)DC06 的屈服強(qiáng)度、r 值、粗糙度和顯微組織等指標(biāo),均優(yōu)于邯鋼,相對(duì)更利于成形。同等沖壓條件下,粗糙度相對(duì)較高,容易造成零件在變形最大處發(fā)生隱裂問(wèn)題。
3 沖壓工藝分析
3.1 零件沖壓過(guò)程
該形狀復(fù)雜,共需經(jīng)過(guò)7 個(gè)加工工序,先后進(jìn)行裁剪落料,然后進(jìn)行兩次拉延,兩次裁邊沖孔,最后整形及翻邊。零件形狀見(jiàn)圖3 所示。
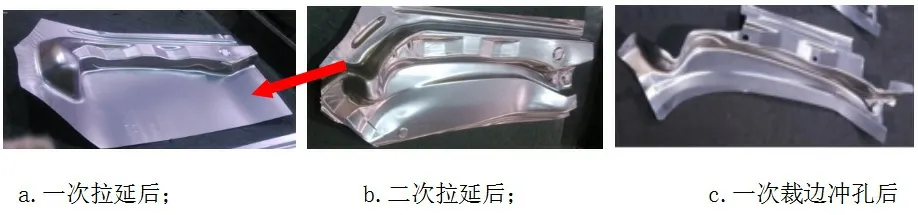
圖3 零件形狀
跟蹤發(fā)現(xiàn),材料一般在二次拉延后出現(xiàn)隱裂,然后隱裂在后工序放大,形成明顯隱裂。
3.2 現(xiàn)場(chǎng)試沖
將國(guó)內(nèi)某鋼廠(chǎng)與邯鋼材料安排同時(shí)試沖對(duì)比。邯鋼DC06 并沒(méi)有出現(xiàn)沖壓隱裂,但是在材料變形最大處,國(guó)內(nèi)某鋼廠(chǎng)及邯鋼材料均存在縮頸,但是邯鋼稍微嚴(yán)重。通過(guò)對(duì)比及分析,觀察零件成形和模具設(shè)計(jì),發(fā)現(xiàn)模具設(shè)計(jì)存在瑕疵,主要體現(xiàn)在:第二序拉延模具設(shè)計(jì)思路不合理。第一序?yàn)檎蚶樱四>叩诙驗(yàn)榉聪蚶樱>唛]合后,變形最大的地方(隱裂處)沒(méi)有定位,處于自由狀態(tài),在材料發(fā)生微小變化時(shí),這樣會(huì)導(dǎo)致變形不穩(wěn)而出現(xiàn)縮頸,甚至隱裂。結(jié)合模具設(shè)計(jì)經(jīng)驗(yàn),如果第二序設(shè)計(jì)為正向拉延,效果會(huì)比較好。
3.3 小結(jié)
模具設(shè)計(jì)存在瑕疵,第二序反向拉延設(shè)計(jì)不合理,變形最大處沒(méi)有定位,對(duì)材料質(zhì)量較為敏感。
4 整改措施
隱裂產(chǎn)生原因在于材料粗糙度偏大,模具設(shè)計(jì)不合理,對(duì)材料質(zhì)量的敏感度較高。為此主要進(jìn)行產(chǎn)品質(zhì)量改進(jìn),以達(dá)到來(lái)適應(yīng)模具,保證客戶(hù)正常沖壓生產(chǎn)。
(1)模具調(diào)整。在不影響裝配的情況下,盡量放大隱裂處(無(wú)搭接處)的圓角;放松拉延筋,保證材料流動(dòng)順暢,材料局部減薄率會(huì)得到緩解,減少?zèng)_壓隱裂的發(fā)生。
(2)定制化開(kāi)發(fā)。為客戶(hù)開(kāi)發(fā)專(zhuān)有使用牌號(hào),提高產(chǎn)品質(zhì)量和穩(wěn)定性。降低屈服強(qiáng)度和提高R 值,屈服強(qiáng)度均值控制在145MPa 以下,r 均值提高2.6 以上。
(3)表面質(zhì)量控制。對(duì)該客戶(hù)該規(guī)格的產(chǎn)品表面進(jìn)行嚴(yán)格要求,體現(xiàn)在粗糙度適當(dāng)降低,均值控制在1.1μm 以下,材料厚度按照0.66mm ~0.7mm 下公差控制,以此來(lái)提高材料流動(dòng)性。
通過(guò)積極采取措施和監(jiān)控,客戶(hù)后續(xù)反饋使用良好,隱裂發(fā)生率降低到5%以下,基本滿(mǎn)足客戶(hù)大生產(chǎn)需要。
5 結(jié)論
通過(guò)材料和模具分析,確認(rèn)隱裂主要系模具設(shè)計(jì)不合理,對(duì)材料較為敏感所致,后通過(guò)采取專(zhuān)門(mén)產(chǎn)品定制化性能開(kāi)發(fā)、表面粗糙度和厚度優(yōu)化控制等措施后,客戶(hù)隱裂得到明顯改善,達(dá)到基本消除此缺陷目的。
猜你喜歡
智慧少年·故事叮當(dāng)(2020年10期)2020-11-06 06:19:00
中華詩(shī)詞(2020年1期)2020-09-21 09:24:52
河北理科教學(xué)研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學(xué)版(2020年11期)2020-02-01 06:26:58
作文周刊·小學(xué)二年級(jí)版(2018年29期)2018-11-26 11:20:28
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
童話(huà)世界(2018年14期)2018-05-29 00:48:08
數(shù)學(xué)小靈通·3-4年級(jí)(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
