
汽車座椅靠背回復故障的系統分析
2020-03-06 02:08:06鄧威鄒春龍鄧小雯李敏
汽車零部件 2020年1期
關鍵詞:測量
鄧威,鄒春龍,鄧小雯,李敏
(1.湖北航嘉麥格納座椅系統有限公司,湖北襄陽 441057;2.湖北汽車工業學院機械工程學院,湖北十堰 442002)
0 引言
隨著國內汽車市場的日漸成熟,車企之間的競爭越發激烈。客戶對汽車座椅的質量和舒適性的要求越來越高。靠背不回彈故障一直是客戶反饋的座椅主要質量問題,目前業內尚未形成系統性的解決方法,供應商反饋與應急處理不到位。處理靠背回復故障的方法較單一,如增加靠背回復板簧的規格,但會增加成本,而且故障易復發,未從根本上解決問題。因此急需一套系統性的分析與解決方案。
1 靠背回復故障案例
某車型真皮副駕座椅靠背從設計位置向后調節68°后,靠背不回彈,如圖1所示。統計45天生產的1 667個座椅,其中不回彈座椅數量為284個,問題出現比例約17%,造成顧客嚴重不滿。
在處理靠背不回復時缺乏全面系統的分析思路,易產生漏項、易走彎路,因此本文作者提出類似“剝洋蔥理論”的系統分析方法。如圖2所示,分析步驟為:座椅總成→座框及靠背骨架→調角器。(1)座椅層面。根據座椅靠背質量及摩擦力采用不同規格的板簧。其質量與配置種類相關,如面料類型分為織布、皮革、真皮以及是否有安全氣囊等。摩擦力由靠背與坐墊、塑料護罩與面料、海綿與調角器接觸等造成;(2)骨架層面。靠背與座盆接口開擋距離不匹配或者聯桿頂死,導致調角器內部摩擦力增大;(3)調角器層面。板簧回復力不足,核心件空轉扭矩過大,調角器回復力不足,焊接不當,造成裝配后調角器別勁等問題。

圖1 靠背調整示意

圖2 分析步驟示意
2 影響靠背回復的因素
2.1 整椅設計原因分析
設計輸入單邊調角器的后極限回復力矩M單為(17±2)N·m, 30 N·m≤M雙≤38 N·m。前期只有織布座椅一種配置,后期增加真皮座椅配置,使用相同回復力矩的調角器[1]。在頭枕處于最高位置時,測量一批真皮和織布座椅靠背總成的質心。真皮、織布座椅靠背總成的平均質量分別為mp=10.04 kg、mz=8.52 kg,質心距旋轉中心的平均距離分別為Lp=248 mm、Lz=238 mm。在不考慮所有摩擦力的理論情況下,真皮、織布靠背最小回復力矩分別為
Mp=mpgLp=10.04×10×0.248=24.9<30 N·m
(1)
Mz=mzgLz=8.52×10×0.238=20.3<30 N·m
(2)
統計座椅系統摩擦力,座椅靠背的系統摩擦扭矩Mf≈4.5 N·m;考慮摩擦力的前提下,真皮、織物座椅靠背回彈的最小回復力矩分別為M1和M2,則:
M1=Mp+Mf=24.9+4.5=29.4 N·m
(3)
真皮座椅力矩安全系數:s1=30/29.4=1.02
M2=Mz+Mf=20.3+4.5=24.8 N·m
(4)
織布座椅力矩安全系數:s2=30/24.8=1.21
真皮座椅調角器回復力矩安全系數偏小、設計余量不足是導致靠背不回復的原因之一。
2.2 座椅骨架制造原因分析
2.2.1 靠背骨架開口一致性檢測

表1 靠背骨架的開口尺寸
2.2.2 開擋距離對摩擦力影響的驗證
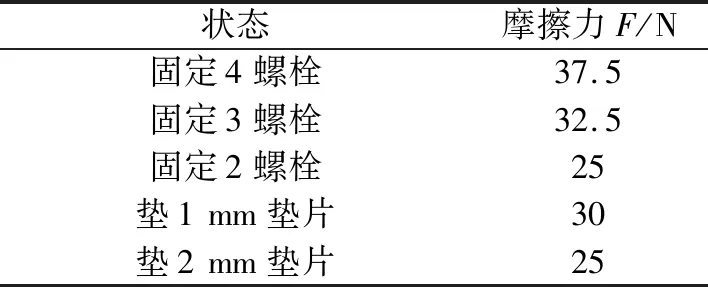
表2 開擋距離對摩擦力的影響
由上述數據可知該靠背在自由狀態下的摩擦力為25 N,座板安裝孔和座盆安裝面的開擋距離有偏差,兩側螺栓均打緊后造成靠背別勁,導致摩擦力增大至37.5 N,增加墊片后靠背摩擦力減小。上述驗證說明,開擋距離對靠背回復是有影響的。
2.3 調角器回復力矩設計分析
2.3.1 板簧回復力矩校核及檢測
按JB/T 7366[2]對3×10規格板簧力矩核算如下:
(5)
式中:K1為系數,外端固定時取1,外端回轉時取1.25;寬度b=(10±0.1)mm;厚度h=(3±0.1)mm;后極限板簧回轉角度φ=(180±3)°;板簧展開長度L=(600±1)mm;通過《機械設計手冊》[3],知彈性模量E=206 000 MPa;T理論=19.41 N·m;Tmax=22.02 N·m ;Tmin=17.04 N·m。
板簧回復力矩實際測量值柱狀分布[4]如圖3所示。其中:平均值為20.8 N·m,最大值為23 N·m,最小值為19.7 N·m;理論計算結果和實際測量的數據顯示板簧后極限的回復力矩滿足設計要求:(20±3)N·m。

圖3 板簧回復力矩柱狀分布
2.3.2 調角器回復力矩實際測量
根據調角器總成設計要求,回復力矩為(17±2)N·m, 測量100件調角器樣本的回復力矩[4-5],測量結果集中在15.4~15.8 N·m,其分布情況如圖4所示,嚴重偏離中心值17 N·m。調角器回復需克服摩擦力矩:
M=Ma+Mb=2.5+1.4=3.9 N·m
(6)
式中:Ma為調角器空轉扭矩;Mb為掛板簧后棘輪外圓與護套間干摩擦扭矩。
Mb=(20/r1) ×υ×r2=(17/0.047)×0.1×0.038=1.4 N·m
(7)
式中:υ為摩擦因數;r1為板簧外鉤與中心半徑距離;r2為核心件半徑。調角器后極限回復力矩為(17±2)N·m,板簧回復力矩為(20±3)N·m;摩擦力矩M為3.9 N·m。理論上存在不回復風險,板簧回復力矩設計余量不合理為調角器不回復的原因之一。
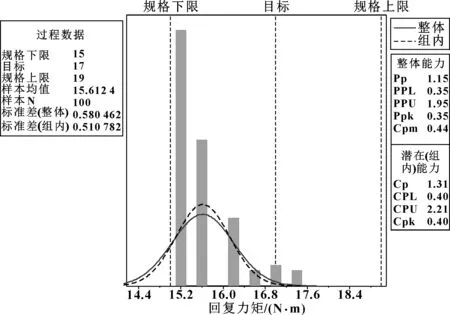
圖4 調角器回復力矩柱狀分布
2.4 調角器制造原因分析
隨機抽取5組真皮和織布座椅靠背故障件,標記為A、B、C、D、E,檢測每組座椅拆解后的兩只調角器是否符合單只調角器后極限回復力矩的設計要求(17±2)N·m。有調角器產品輸出力矩低于15 N·m,最小值不足9 N·m,結果如表3。調角器空轉力矩標準要求不大于2.5 N·m,因此測量出現問題的座椅調角器的空轉力矩。 經過驗證,正常件空轉扭矩為1.1~2.2 N·m,故障件空轉扭矩可以達4.4 N·m,超出范圍。從現場挑選空轉扭矩偏大的調角器進行解剖分析,結果如表4所示。

表3 不回彈調角器回復力矩測量結果 N·m
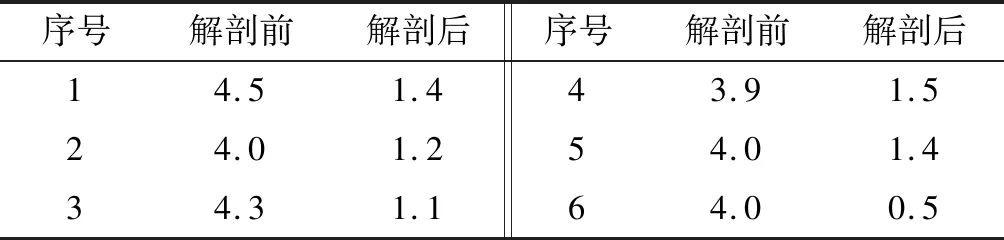
表4 解剖空轉扭矩偏大的調角器的結果 N·m
2.4.1 焊接工藝影響
聯接板與核心件通常采用CO2保護焊工藝。驗證厚度分別為4.0、2.5 mm的2種聯接板對焊接工藝的影響。焊接時,4.0 mm厚聯接板采用的電壓和電流大,解剖后測量其滑槽板平面度均值為0.09~0.13 mm;2.5 mm厚聯接板焊接后滑槽板平面度均值均小于0.068 mm,即4 mm厚聯接板焊接變形大。滑槽板平面度變差,掛板簧后導致核心件軸向壓死,護套和棘輪外圓之間的油膜受過大的軸向壓力作用而被破壞時,護套與棘輪之間為干摩擦,現場測量回復力矩為12~13 N·m,明顯偏小,符合此情況。
解剖聯接板后,核心件空轉扭矩小于1.5 N·m, 恢復正常,推斷聯接板焊接變形也為空轉扭矩增加的因素。焊接后挑選出空轉扭矩為4 N·m的核心件,手感檢查基本無側向間隙[6]。將它在行程內磨合50次后解剖,觀察棘輪和滑槽板有明顯劃痕。
2.4.2 聯接板成型高度影響
聯接板設計成具有一定高度的成型面,避免焊接時與核心件護套干涉,如圖5所示,較高的成型高度一定程度上可以補償靠背骨架的焊接變形。

圖5 聯接板成型面高度示意
分別測量聯接板成型高度為2.0、2.5 mm 的調角器各100件,其空轉扭矩數據如圖6所示。分析可知,將聯接板成型高度調整為2.2~2.5 mm后,調角器空轉扭矩均值減小0.26 N·m,不合格率由20%降為8%,問題略有改善,但仍有焊接后空轉扭矩偏大的現象。

圖6 兩種成型高度聯接板調角器空轉扭矩分布
2.4.3 油脂及側向力的影響
提高油脂抗擠壓性,調整護套成型高度,將護套成型高度調高0.1 mm,并降低護套油脂的摩擦因數,進行驗證。隨機挑選調整護套高度后的116件主動側調角器,并測量其回復力矩,主動側調角器焊裝工藝能力指數如圖7所示。
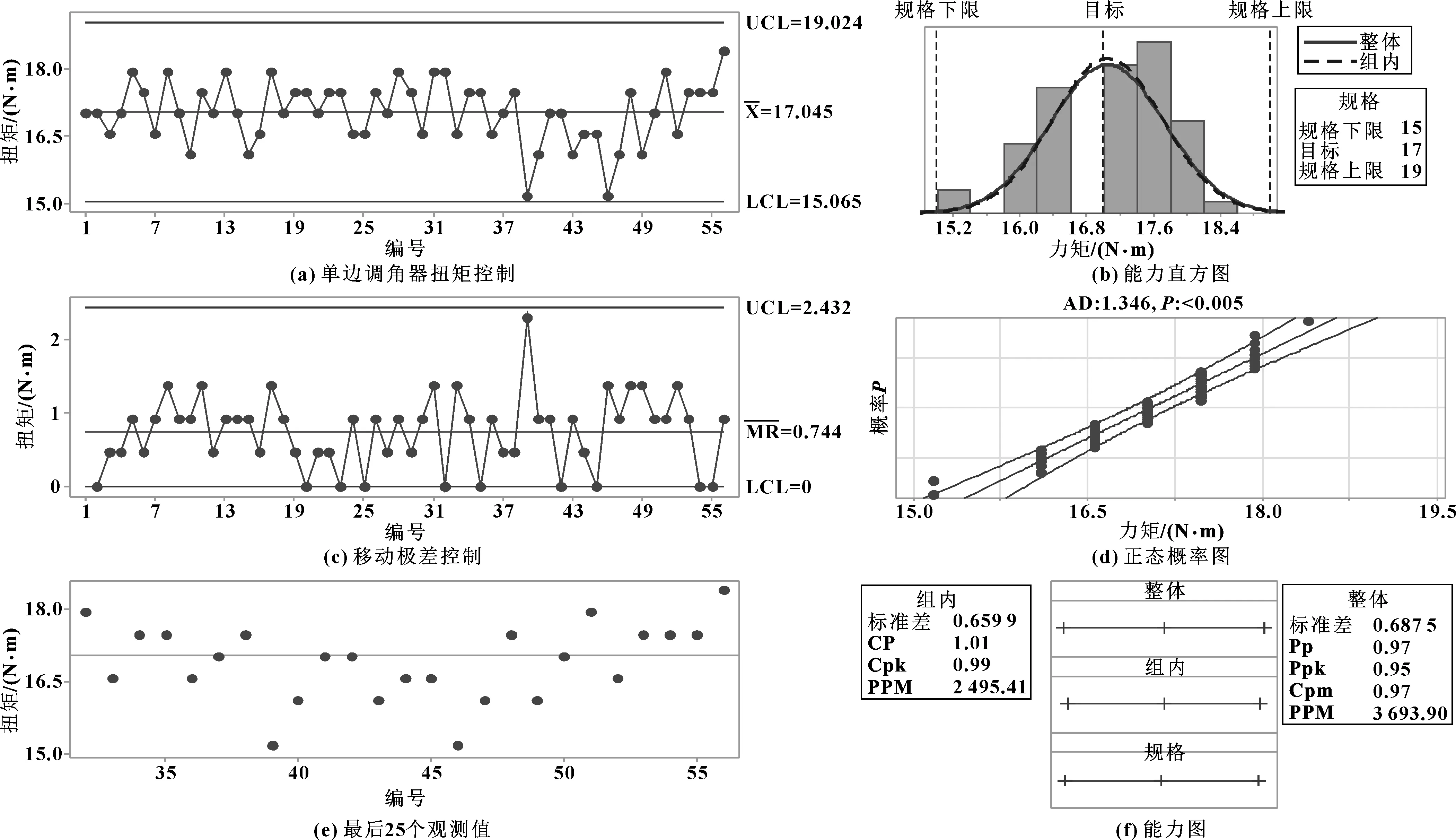
圖7 主動側調角器焊裝工藝能力指數
調整護套成型高度、更換油脂后,主動側回復力矩均值由14.92 N·m提高至17.05 N·m,116件調整后的調角器回復力矩合格率為100%,較調整前有很大改善,可作為現場應急生產交付措施。油脂抗擠壓性和護套成型高度為影響回復力矩的主要因素。
2.4.4 板簧固定座及支架焊接精度影響
調角器板簧支架和板簧固定座位置,即板簧內外掛鉤的相對距離,影響板簧的實際回復力矩。采用三坐標檢測并與設計圖紙比對,如圖8所示。板簧支架偏移1.43 mm,預壓角減小2°,板簧固定座同軸度偏移2.28 mm,使板簧裝配時徑向受擠壓,力矩減小。板簧固定座同軸度和板簧支架角度偏移是導致調角器回復力矩不足的原因之一。

圖8 坐標機掃描對比示意
因此,要求供應商制造板簧固定座焊夾,提高定位精度。改用機器人焊接板簧支架,提高新制焊夾定位精度,測量50只整改后的調角器回復力矩,結果如圖9所示。
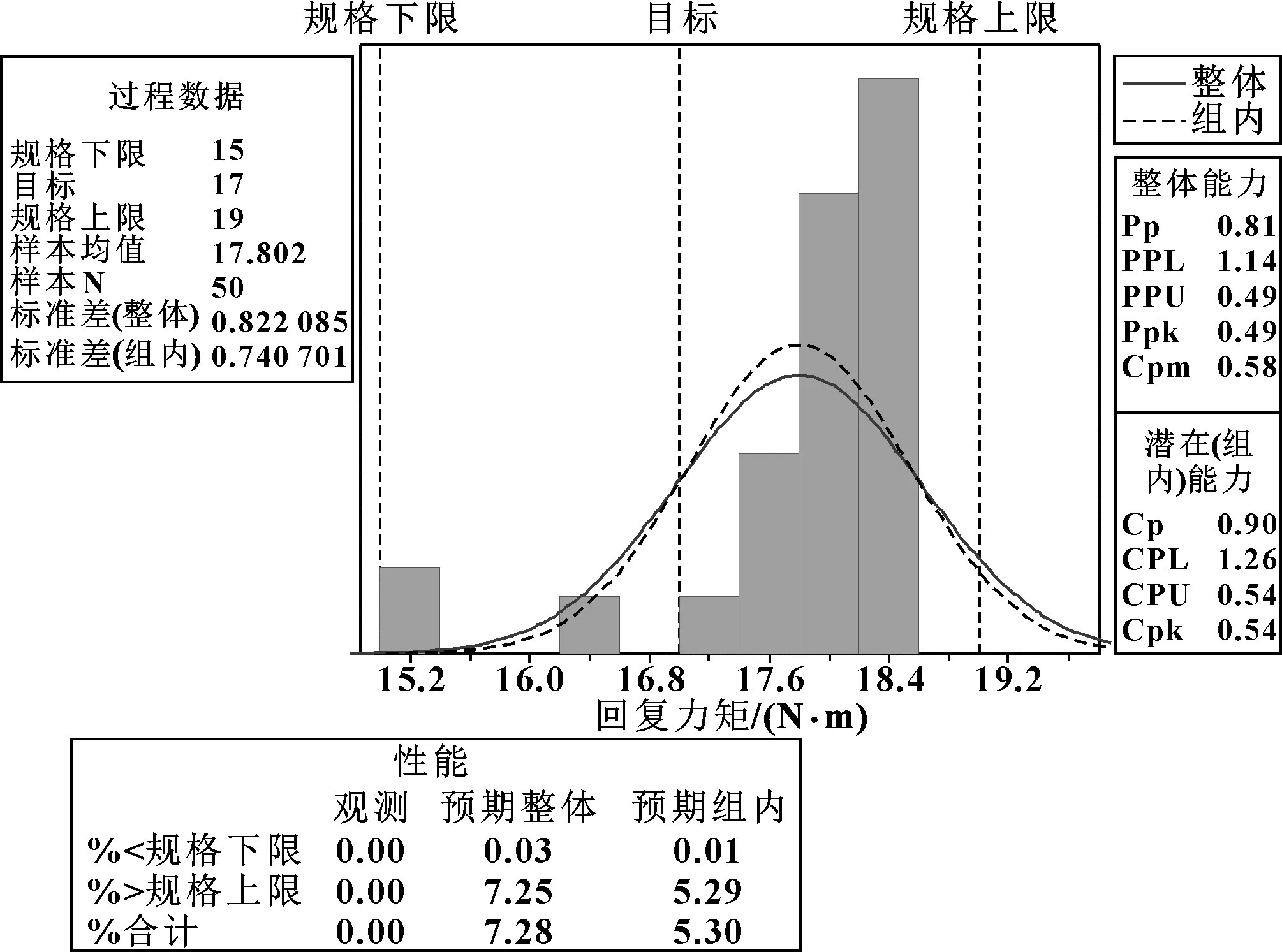
圖9 提高焊夾精度后的調角器回復力矩柱狀分布
回復力矩值由16.81 N·m提高至17.802 N·m,合格率為100%。通過不斷的嘗試和驗證,解決了靠背回復力不良的問題,恢復了工廠的正常生產,避免停線造成的損失。后續通過調整板簧厚度公差,增大板簧預壓角度,提高調角器回復力矩,滿足了顧客的要求[7-8]。
3 結論
以剝洋蔥的形式,由外到內系統性分析驗證了汽車座椅靠背不回復問題。(1)在座椅層面。配置不同的座椅使用相同回復力矩的調角器,靠背回復表現不同。(2)骨架層面。開擋距離也會影響靠背回復。(3)調角器層面。除直接增大板簧回復力矩的方法外,還可通過減少回復阻力的方式增大回復力矩,如減小焊接變形、提高板簧固定座和板簧支架焊接精度等措施。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
