FANUC數控系統方式選擇的PMC梯形圖設計
2020-03-10 08:55:11楊偉民
科學與財富 2020年31期
楊偉民
摘 要:一般數控系統都有運行方式選擇的功能,根據FANUC方式選擇的接口信號,分別詳細介紹了按鍵形式和波段開關形式實現運行方式選擇的PMC梯形圖編制方法。分別用位處理和字節處理這兩種不同的方法,實現了運行方式信號的不同組合,并闡明了運行方式選擇梯形圖程序故障的診斷方法。
關鍵詞:FANUC;數控系統;運行方式;PMC
一、數控機床的運行方式選擇
一般數控機床在工作時需要選擇一種工作方式,不論是國產數控系統還是國外的數控系統。數控系統根據操作者選擇的方式而工作,而且同一時間只能工作在一種方式下。數控系統的運行方式一般分為自動運行和手動運行兩大類。以FANUC 0i數控系統為例,常用的自動運行方式有以下七種:
(1)手動數據輸入運行方式(MDI方式):用MDI 鍵盤輸入加工程序直接進行運行。運行結束后,加工程序被清空。
(2)自動運行方式:執行存儲于存儲器的加工程序。
(3)在線加工運行方式(DNC方式):一邊從網絡或者CF 卡接口中讀取程序,一邊進行機械加工。
(4)手動連續進給運行方式(JOG方式):通過操作面板上的按鍵控制進給軸移動。
(5)手動返回參考點運行方式(REF方式):用手動操作返回到由機床確定的基準點(參考點)。
(6)手輪進給運行方式(HND方式):轉動手搖脈沖發生器使軸進行移動。
(7)編輯運行方式:進行加工程序的編輯和CNC 數據的輸入輸出。
運行方式的選擇由操作者通過控制面板來選擇,可以是按鍵形式的,也可以是旋鈕(波段開關)形式的。因此,這個功能由機床設計人員根據數控系統和PMC的接口信號通過編制梯形圖來實現運行方式選擇。
二、FANUC數控系統運行方式的信號
FANUC數控系統與PMC的接口信號如表1所示,系統運行方式與G43信號的對應關系如表2所示。
三、運行方式選擇的PMC梯形圖編制
在機床的操作面板上,運行方式的選擇有按鍵形式的,也有旋鈕(波段開關)形式的,根據PMC IO Link的輸入輸出點數容量情況來定,一般銑床用按鈕形式較多,而車床用旋鈕形式較多。按鍵形式和旋鈕形式的主要區別在于輸入地址的形式不一樣,而且按鍵形式不能斷電保持,下面分別來介紹這兩種形式的梯形圖編制。
(一)按鍵形式
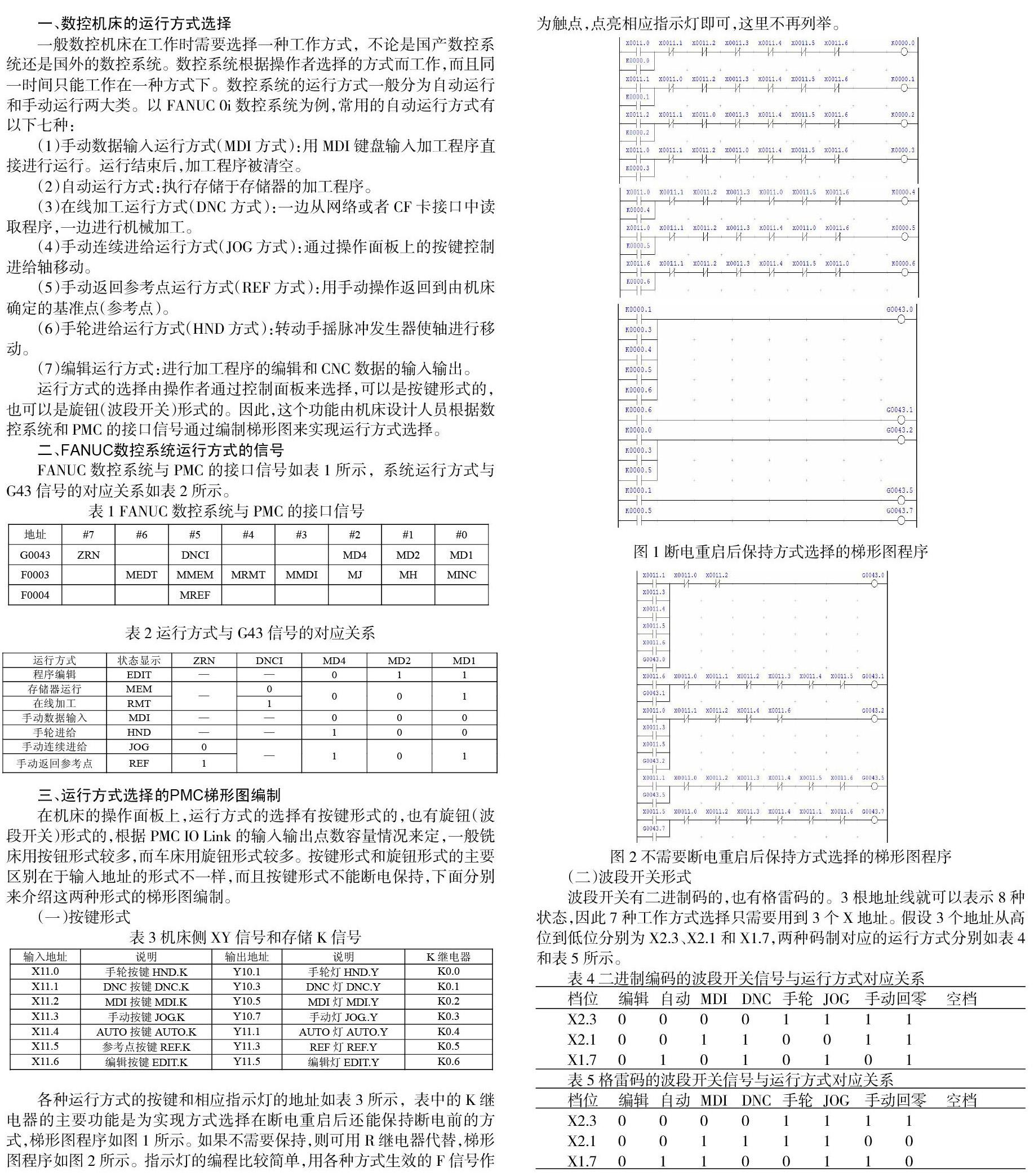
各種運行方式的按鍵和相應指示燈的地址如表3所示,表中的K繼電器的主要功能是為實現方式選擇在斷電重啟后還能保持斷電前的方式,梯形圖程序如圖1所示。如果不需要保持,則可用R繼電器代替,梯形圖程序如圖2所示。指示燈的編程比較簡單,用各種方式生效的F信號作為觸點,點亮相應指示燈即可,這里不再列舉。
(二)波段開關形式
波段開關有二進制碼的,也有格雷碼的。3根地址線就可以表示8種狀態,因此7種工作方式選擇只需要用到3個X地址。假設3個地址從高位到低位分別為X2.3、X2.1和X1.7,兩種碼制對應的運行方式分別如表4和表5所示。
波段開關形式的編制方法可以先將波段開關的組合信號轉換為按鈕形式的點位信號,然后再用上一節中所述的方法編制G43信號。也可以直接對G43這個字節進行整個字節的處理來實現。
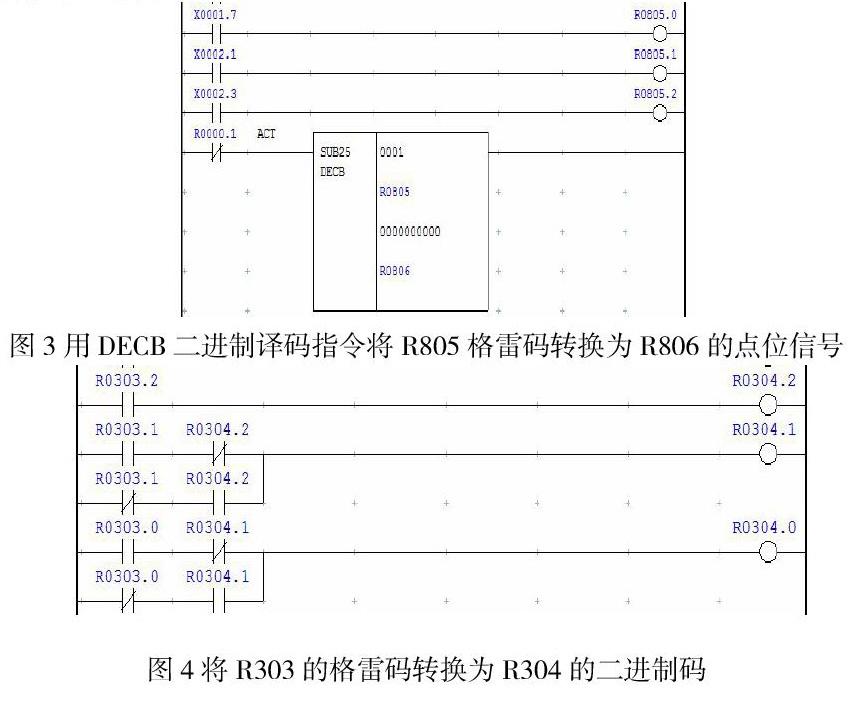
1.先轉換為點位的方法
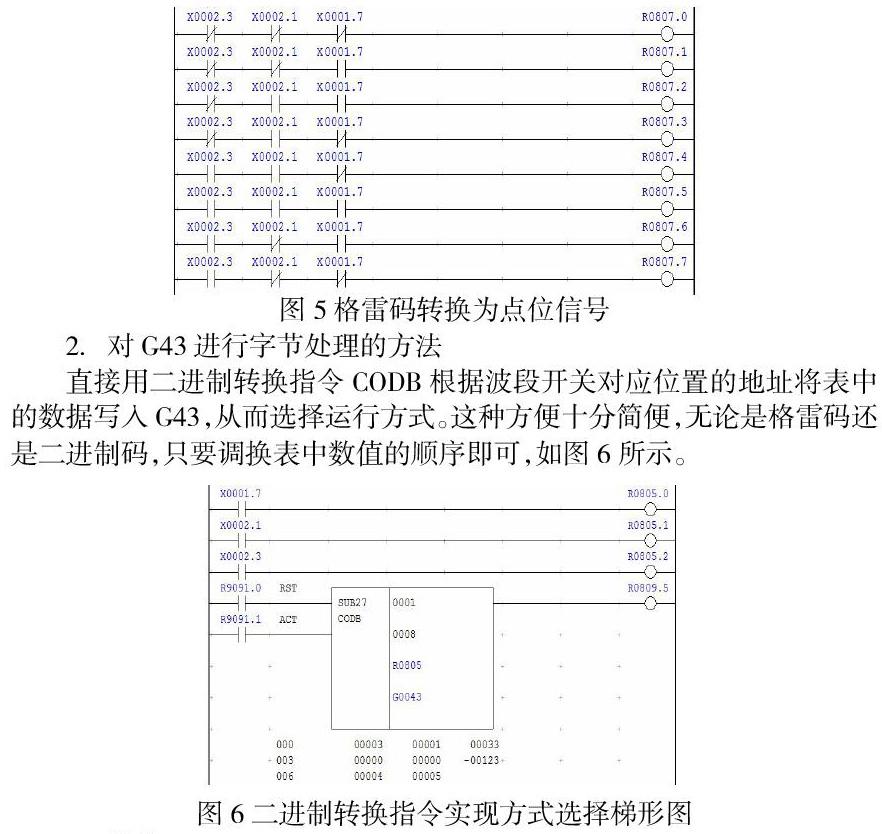
二進制碼的波段開關信號轉換為點位信號的梯形圖如圖3所示。如果是格雷碼的波段開關,則可以先將格雷碼轉換為二進制碼,如圖4所示,再進行圖3所示的點位轉換。也可以直接輸出組合給相應點位進行轉換,如圖5所示。
2.對G43進行字節處理的方法
直接用二進制轉換指令CODB根據波段開關對應位置的地址將表中的數據寫入G43,從而選擇運行方式。這種方便十分簡便,無論是格雷碼還是二進制碼,只要調換表中數值的順序即可,如圖6所示。
四、總結
實現運行方式選擇的形式有很多,本文介紹了若干種梯形圖實現方法。在實際工程實踐中,字節處理的方法容易設置故障。通常在一些數控機床維修的比賽中,通常通過在長長的梯形圖中對G43字節信號進行錯誤處理來設置故障。我們可以通過搜索G43及其附近的字節來查看梯形圖有沒有對G43地址進行過錯誤的處理,從而排除故障。
(義烏工商職業技術學院 ?浙江義烏 ?322000)
