雙點壓力機(jī)人字齒輪鍵槽方向偏差分析及改進(jìn)措施
2020-03-11 07:27:32孫宗建岳雨蒙田理中
鍛壓裝備與制造技術(shù) 2020年1期
關(guān)鍵詞:工藝
孫宗建,岳雨蒙,田理中
(江蘇省徐州鍛壓機(jī)床廠集團(tuán)有限公司 研究院,江蘇 徐州 221116)
伴隨著中國制造業(yè)的發(fā)展,鍛壓行業(yè)逐步打破國外行業(yè)在高精密、大型化方面的技術(shù)壟斷,但在產(chǎn)品精度及可靠性方面,還存在較大差距,特別是零部件加工的基礎(chǔ)工藝研究。本文針對機(jī)械壓力機(jī)核心傳動零件,人字齒輪上鍵槽的加工精度以及工藝改進(jìn)方法進(jìn)行深入分析。
1 加工精度偏差分析
1.1 人字齒輪鍵槽方向加工偏差
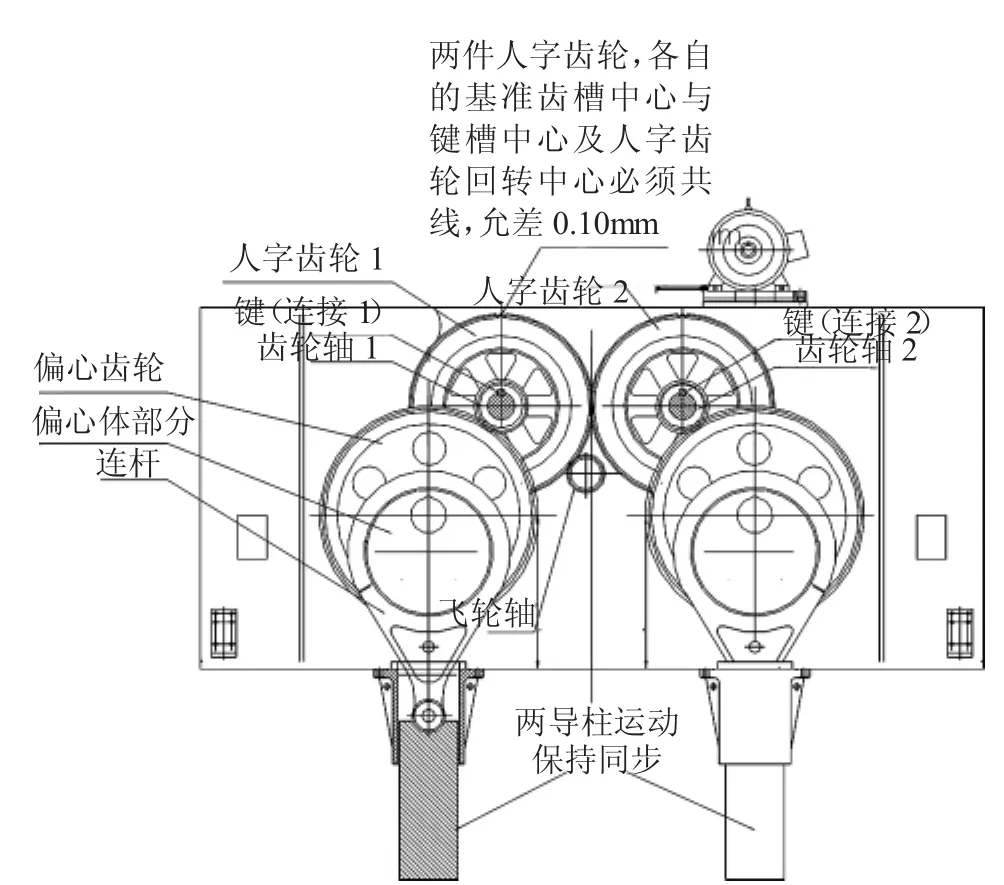
圖1 產(chǎn)品主傳動示意圖
首先探討人字齒輪鍵槽方向加工偏差對雙點壓力機(jī)精度的影響。雙點壓力機(jī)主傳動結(jié)構(gòu)如圖1所示,飛輪軸驅(qū)動人字齒輪,通過人字輪上鍵槽聯(lián)結(jié)齒輪軸,嚙合并驅(qū)動偏心齒輪,其上偏心體部分作為連桿的回轉(zhuǎn)中心,驅(qū)動導(dǎo)柱、滑塊往復(fù)運動。圖中兩組人字齒輪鍵槽加工的對齒位置要求,影響兩件偏心體轉(zhuǎn)動的同步性。決定了滑塊運行的穩(wěn)定性,是產(chǎn)品同步精度控制的重要因素之一。
1.2 人字齒輪鍵槽方向加工偏差產(chǎn)生原因
人字齒輪齒形的加工采用展成法,是利用刀具與零件的嚙合運動切出齒形的方法,由于齒形加工的切入點,在工件圓周上無法精確定位,因此鍵槽與齒形的位置度要求,只能在齒形加工后,再確定工藝基準(zhǔn),通過后續(xù)加工鍵槽保證。傳統(tǒng)的工藝方法由鉗工劃線確定鍵槽的加工基準(zhǔn),由于人字齒輪齒槽具有螺旋升角,空間劃線精度定位不準(zhǔn),存在較大加工誤差。為彌補(bǔ)零件加工誤差,整機(jī)裝配后通過配階梯鍵的方法加以調(diào)整。費時、費力,產(chǎn)品精度可靠性也不能保證。
2 加工偏差解決方案
(1)工藝改進(jìn)措施。優(yōu)化設(shè)計基準(zhǔn),實現(xiàn)簡易工裝的精確定位(圖2、圖3)。利用機(jī)床精度,代替人工劃線。
(2)圖2為優(yōu)化前的設(shè)計,以人字齒輪端面齒槽為中心,作為鍵槽的加工基準(zhǔn)。由于人字齒輪齒寬尺寸公差較大,其端面齒槽中心位置也發(fā)生相應(yīng)變化,因此無法找到準(zhǔn)確的加工定位基準(zhǔn)。圖3中,以工裝樣球定位于人字齒槽交匯點上,保證了加工基準(zhǔn)的唯一性,樣球工裝能夠準(zhǔn)確定位。為實現(xiàn)機(jī)床校正代替手工劃線提供了條件。
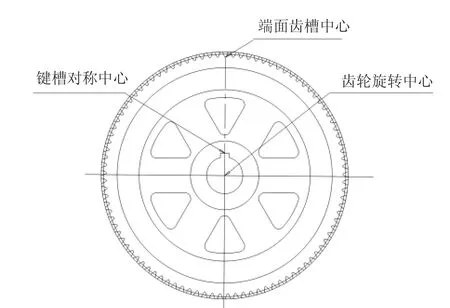
圖2 優(yōu)化前的設(shè)計加工基準(zhǔn)
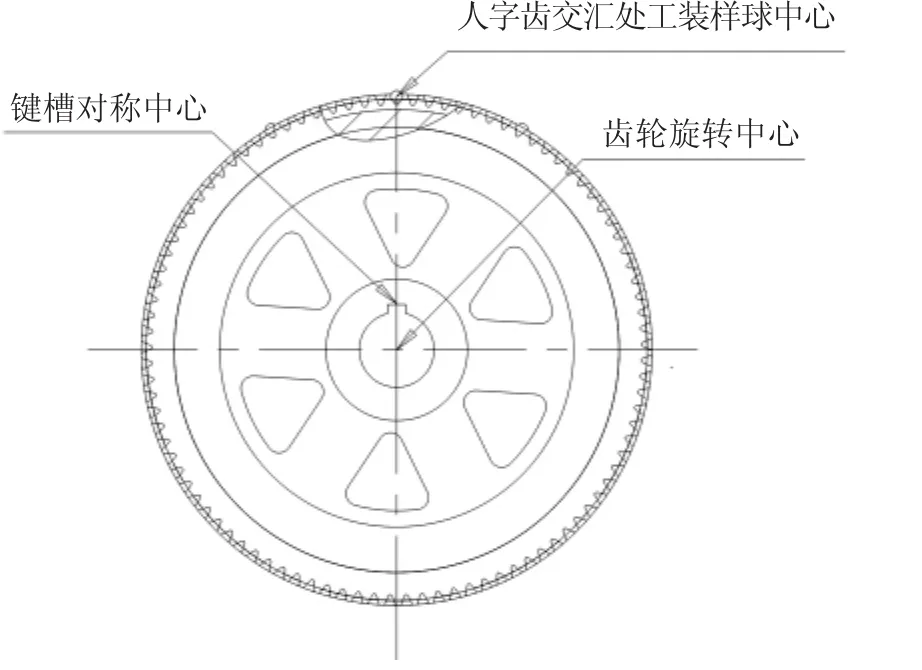
圖3 優(yōu)化后的設(shè)計加工基準(zhǔn)
3 優(yōu)化后工藝實施步驟
(1)按圖紙要求完成鍵槽以外全部工序,保證圖紙精度要求;
(2)工件安裝在插床上,均布三處等高墊鐵,保證插刀空程距離;
(3)校正齒輪中心孔與工作臺回轉(zhuǎn)中心重合;
(4)百分表1通過磁力表座,安裝在插床滑枕上。工裝樣球安裝在對應(yīng)于基準(zhǔn)齒槽左右相同跨齒數(shù)的兩處齒槽內(nèi)。利用旋轉(zhuǎn)工作臺的X向移動,以及工作臺的旋轉(zhuǎn),對兩處測量點1和測量點2的工裝樣球頂點進(jìn)行測量,按百分表差值進(jìn)行調(diào)整。(確定待加工鍵槽與基準(zhǔn)齒形中心連線與工作臺Y軸移動方向平行);
(5)百分表2通過磁力表座安裝于人字齒輪上,利用工作臺回轉(zhuǎn)分度盤正反180°旋轉(zhuǎn),以及工作臺Y方向的移動,測量插刀兩側(cè),測量面1和測量面2兩處數(shù)據(jù)差值。沿X方向調(diào)整工作臺,使插刀處于工件Y向?qū)ΨQ中心線上。(確定鍵槽加工的對稱中心線);
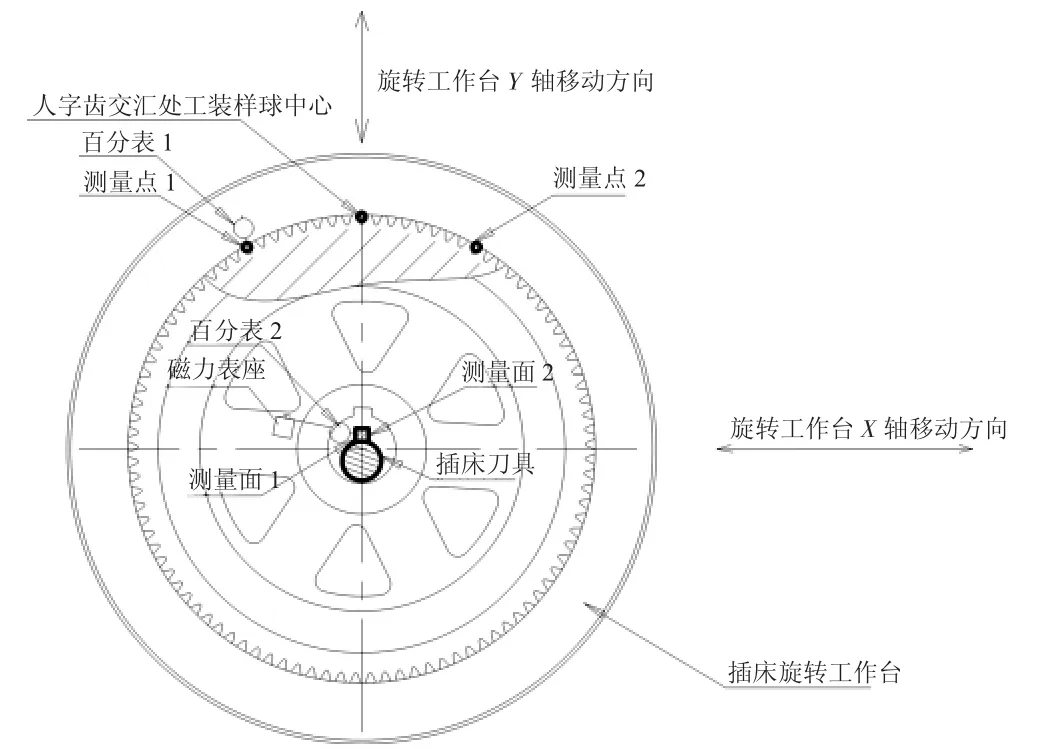
圖4 工藝實施示意圖
(6)校正結(jié)束,按圖加工保證鍵槽尺寸,滿足圖紙要求。
4 結(jié)語
工藝改進(jìn)前后效果對比分析:原有工藝方法采用劃線加工,按工藝規(guī)范空間劃線所能保證精度誤差值0.25mm,找線對刀誤差值±0.1mm,加工機(jī)床誤差0.02mm。單件累積最大誤差0.37mm。兩件嚙合最大累積誤差0.74mm。改進(jìn)工藝后的加工過程中,工件校正均以百分表測量,百分表的分度值0.01mm,五處校正累積誤差0.05mm,機(jī)床誤差0.02,單件誤差控制在0.07mm。兩件人字齒輪最大累積誤差0.14mm。將原有的加工誤差縮小5倍,零件加工精度的提高對整機(jī)裝配精度提供了保障,同時減少了后期拆裝調(diào)試時間,改進(jìn)效果明顯。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
