影響SCr420H材料滲碳晶粒異常長大因素探討
2020-03-18 02:54:20王傳佳東風日產乘用車公司
鍛造與沖壓 2020年5期
文/王傳佳·東風日產乘用車公司
本文研究了熱加工溫度、材料成分等對以Al作為主要細化晶粒的SCr420H材料的工件滲碳晶粒度的影響,試驗結果表明,以Al/N作為主要細化晶粒元素的SCr420材料,提高開坯溫度和鍛造溫度,保證合適的Al和N的含量及適當的Al/N有利于避免后續高溫滲碳的晶粒粗化及混晶發生。
提高滲碳溫度,可以顯著降低滲碳時間。滲層深度在0.5mm左右,930℃滲碳需要10小時以上,而用980℃滲碳,滲碳時間可以減少到3小時。滲碳時間減少,可以顯著提高勞動生產率,同時降低能源消耗,因此高溫滲碳是目前滲碳工藝的發展方向之一。
但提高滲碳溫度,如果對材料等不加以特殊控制,工件的晶粒會異常長大,進而降低工件的韌性和疲勞強度。因此用于高溫滲碳的鋼,需要添加一些合金元素來細化晶粒。用于高溫滲碳的材料,目前有通過加Nb、Ti等形成合金滲碳體和碳氮化合物,在滲碳過程中,這些細小的合金滲碳體或碳氮化合物能起到釘扎作用,阻止晶粒異常長大。
一般認為,溫度在不超過1000℃的情況下,在材料中加入Al和N,材料基體中會形成細小的AlN質點,可以有效的阻止滲碳過程中晶粒異常長大。在生產實踐中,用真空滲碳爐進行980℃高溫滲碳,結果出現了部分批次的晶粒異常長大的問題。本文主要就SCr420H材料中的Al、N的添加量,鋼材軋制及鍛造加熱溫度等影響AlN的析出量及析出尺寸的因素進行討論,找到解決高溫滲碳后晶粒異常長大的原因,從而在生產實踐中加以應用,防止滲碳過程中晶粒異常長大。
AlN量對晶粒異常長大的影響
AlN對晶粒細化是靠細小的AlN對晶界的釘扎實現的。Gladman公式為計算晶粒異常長大的臨界尺寸。
式中,rcrit為晶粒異常長大的臨界尺寸,R0為初始阻止粗細因子,f為細化晶粒的AlN的體積分數,Z為晶粒尺寸不均勻性因子。
由公式(1)可知,為了保證晶粒不異常長大,在材料基體中應存在足夠體積分數的釘扎晶界的第二相顆粒。對于SCr420H材料,需要保證有大量的細小尺寸的AlN。如果滲碳時局部區域的AlN量不足以抑制晶粒異常長大,在高溫情況下,晶粒長大過程中超過了rcrit,那么在超出區域的晶粒就會異常長大。
為了保證材料中有足量的AlN,一般認為材料中Al的質量分數要>0.025%,一般材料中加入Al的質量分數在0.035%左右。
AlN尺寸對晶粒異常長大的影響
將980℃高溫滲碳后無晶粒異常長大(圖1)和晶粒異常長大(圖2)的工件,用FE-SEM分析AlN尺寸分布,結果見圖3和圖4。
從AlN尺寸看,發生晶粒異常長大的工件,AlN較大尺寸(超過140nm)所占的比例較多,細小AlN顆粒數量(體積分數)較少;而不發生晶粒異常長大的工件,較大尺寸AlN占比較少,AlN均勻細小,且數量較多。
這說明均勻細小的AlN顆粒對于細化奧氏體晶粒是重要的。在實際工程控制中,必須確保最終析出的AlN是均勻細小的。
原材料中的Al及N含量
SCr420H材料主要化學成分如表1所示。
為了確保產品滲碳前得到均勻細小的AlN,除了前文提及的要有足夠量的Al和N元素以外,還要確保加入材料中的Al和N形成的AlN在熱鍛加熱時能完全固溶,這樣在隨后熱處理加熱過程中,AlN才能以細小的顆粒析出。否則在鍛造加熱過程中未固溶的AlN本身已經粗化,同時在冷卻或者重新加熱析出AlN時,未固溶的AlN會成為新的AlN的形核核心,導致AlN的尺寸變大。
根據文獻中給出的AlN在奧氏體中的溶解度公式:
SCr420材料與Al和N結合的主要是AlN,同時結合AlN的分子量,Al和N的最佳分子量重量百分比是13∶7。
計算AlN在不同加熱溫度的溶解度積及Al和N的最佳含量結果見表2。

表1 SCr420H主要化學成分(wt%)
從表2可以看出,要使AIN在1200℃全部固溶,那么Als的含量應不大于0.032%,而N含量應不大于173ppm。而如果Al和N的含量超出該范圍,有可能有部分的AlN未固溶,從而成為隨后析出的核心,導致析出的AlN尺寸超出細化晶粒有效范圍,在滲碳奧氏體化過程中,粗大的AlN起不到細化晶粒的作用。
為了證實該數據與實際情況的吻合情況,我們設計了一套試驗,用不同的加熱溫度及滲碳溫度來確認不同成分材料的晶粒異常長大的趨勢。試驗過程中,鋼材的Als及N含量,加熱溫度及滲碳后晶粒是否混晶(晶粒異常長大)等結果如表3所示。
從試驗結果看,第一組材料的Al含量最低,N含量也不高,但Al和N比值接近最佳比例13∶7,按照表2計算,在1150℃基本上可以全部溶解,所以在表3中不同鍛造溫度下鍛造后,工件在隨后的熱處理過程中在980℃和1000℃均未發生混晶,整體對阻止晶粒異常長大效果最顯著。
第二組材料和第三組材料有相似的Al含量,但N含量不同。根據上述固溶度的公式(2)計算,兩元素含量的乘積第三組材料高。按照表2的計算,第三組材料在1150℃和1200℃都無法完全固溶。所以第二組材料抵抗高溫的晶粒長大效果較第三組材料好。
第一組材料1260℃加熱,對阻止奧氏體晶粒異常長大效果最好(1020℃滲碳也未發生晶粒異常長大),與鍛造加熱時間較短,1260℃加熱較1150℃和1200℃加熱時AlN固溶更充分有關。
另外,1200℃時,第三組的AlN無法完全固溶,按照公式(2)及未固溶的Al/N=(Al含量-Al固溶量)/(N含量-N固溶量)=13∶7,與公式(2)聯合求解,得到固溶的Al含量為0.028%。也就是說雖然試驗三的材料的Al含量為0.041%,在1200℃加熱時只有0.028%的AlN能夠固溶,隨后析出細小部分的比例大幅度降低,且材料中含有0.013%未固溶粗化的AlN。

表2 不同加熱溫度下AlN的溶解度積及最佳Al和N含量
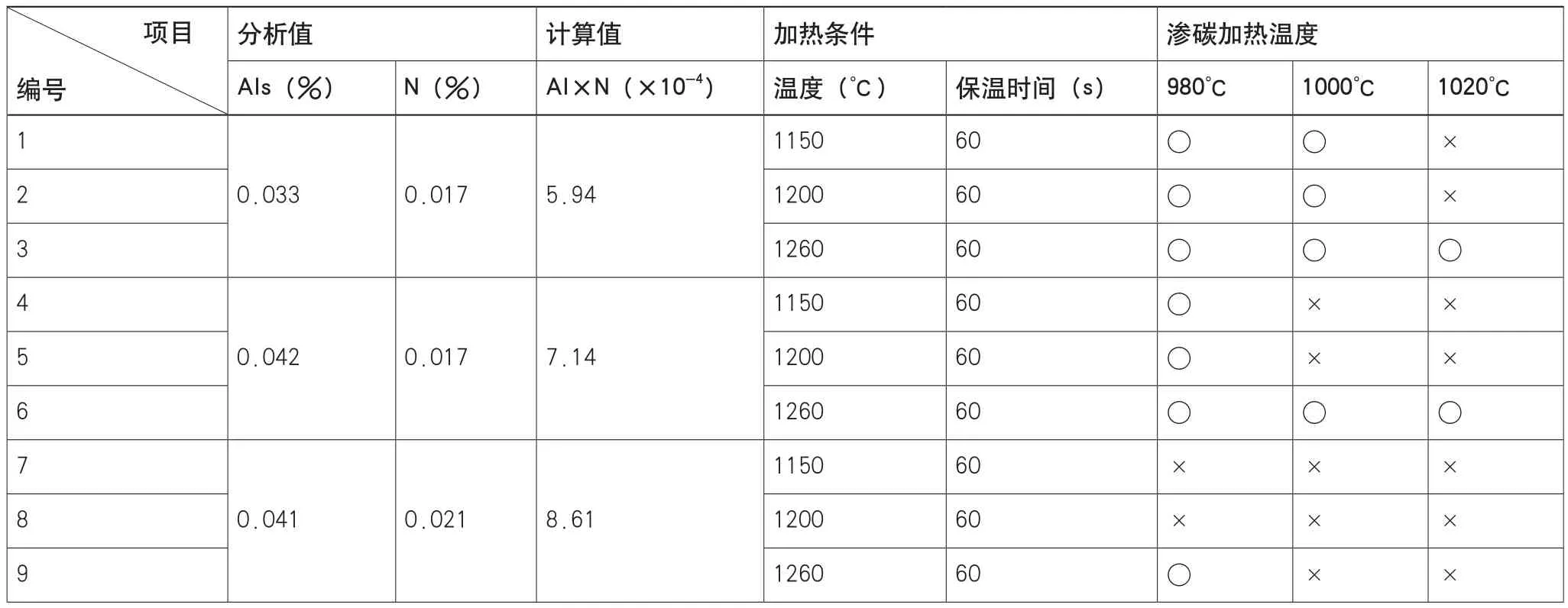
表3 試驗條件及試驗結果
通過理論計算和試驗,可以看出,原材料中的Al和N含量在抑制晶粒長大中有一個最佳的比值13∶7。結合鍛造溫度在1200~1250℃,最佳的Al范圍是0.034%~0.047%,N的范圍是0.017%~0.025%。
在工程實際中,將Al含量控制在0.034%~0.040%,N含量控制在170~200ppm可以保證AlN在正常鍛造加熱溫度中固溶,過高的Al或N含量,不合適的Al/N都可能導致AlN在熱鍛過程中不能固溶,從而對控制滲碳的晶粒異常長大不利;而Al含量過低,析出的AlN量不足,也起不到抑制晶粒異常長大的作用。
軋制及鍛造加熱溫度
從表1可以看出,隨著鍛造加熱溫度的提高,AlN能溶解到奧氏體中的含量越高,殘存的氮化鋁的含量也越少。
從表3試驗結果看,隨著鍛造加熱溫度的提高,各種含量的材料抑制晶粒長大的能力都得到了增強。
為了驗證加熱溫度與晶粒長大的關系,我們對表3中的第二組材料不同加熱溫度下的AlN進行FESEM分析,觀察殘余的AlN的含量,試驗結果見圖5。
從試驗結果看,與理論計算趨勢一致,即加熱溫度越高,AlN固溶越充分,殘余AlN越少。但按照理論計算,1200℃及以上AlN應該完全固溶。但實際情況是不同加熱溫度都有一定的AlN殘存,原因是鍛造加熱時間短,同時鍛造加熱大坯料,其截面溫度偏差通常能達到20~30℃,溫度低的地方固溶也會相對不充分。
添加Al細化晶粒的鋼,在連鑄過程中,AlN會比較粗大。為了使粗大的AlN充分固溶,原材料在軋制前需要高溫長時間加熱,確保AlN充分固溶。一般鋼廠固溶加熱溫度≥1230℃,時間≥2小時。
鍛造加熱溫度適當提高,對于鍛造前AlN充分溶解是有利的,而鍛造加熱固溶的AlN才能確保在隨后冷卻或加熱過程中細小的AlN分布在基體上,阻止奧氏體晶粒長大。
一般熱鍛鍛造加熱溫度在1150~1250℃,但是對于SCr420H材料,為了保證AlN的充分固溶,有必要將鍛造加熱最高溫度控制在1250℃左右,這樣即使考慮連續生產中的坯料截面溫度差異,也能保證最低溫度在1230℃以上。而根據我們的試驗,該材料即使加熱到1280℃也未發生過熱現象。
所以,對于該材料,加熱目標溫度設定在1260℃,低溫排料溫度設定在1230℃(考慮加熱床能力),高溫排料溫度設定在1280℃是有必要的,現場加熱床加熱能力也能滿足該工藝要求。
同樣,對于鋼廠軋制來說,必須保證軋制前的加熱溫度較高,保證AlN充分固溶。生產實際中,將Al及N含量控制在一定范圍,較常規材料軋制加熱溫度高20~40℃就可以保證AlN的充分固溶。
結論
⑴足量的細小AlN是保證以Al細化晶粒的滲碳件不發生混晶的基礎。
⑵合適的Al和N含量及合適的Al/N比值是確保AlN在熱鍛時固溶,并在隨后析出細小AlN的前提。工程中Al和N含量分別控制在0.034%~0.040%及170~200ppm,Al/N比值接近2(13∶7)。
⑶適當提高鍛造及軋制的加熱溫度,有利于AlN的充分固溶,隨后析出的均勻細小的AlN可以防止隨后滲碳晶粒異常長大。
