螺旋埋弧焊管焊縫邊沿母材缺陷探傷分析
2020-03-21 08:08:56馬朝輝屈利華席少鵬王旭鵬強會明陳立濤張偉鋒
焊管 2020年2期
馬朝輝,屈利華,席少鵬,王旭鵬,強會明,陳立濤,張偉鋒
(寶雞石油鋼管有限責(zé)任公司,陜西 寶雞721008)
在螺旋埋弧焊管無損檢驗中,18 mm 以上大壁厚鋼管焊縫邊沿母材缺陷較為突出,多存在于螺旋焊縫兩邊25 mm 范圍內(nèi)。 在螺旋焊管超聲波自動探傷設(shè)備中,按照標(biāo)準(zhǔn)設(shè)計有焊縫邊沿25 mm 熱影響區(qū)分層探傷探頭布置,沒有非分層缺陷探傷探頭。 一般情況下,焊縫邊沿非分層缺陷探傷采用X 射線和超聲波探傷綜合檢驗判定,檢驗難度較大,效率較低。因此,本研究針對焊縫邊沿缺陷的無損檢驗進行了研究分析。
1 焊縫邊沿母材缺陷的類型
螺旋埋弧焊管焊縫邊沿母材缺陷的類型分為分層缺陷和非分層缺陷。 分層缺陷屬于鋼帶中常規(guī)缺陷,超聲波檢驗非常直觀; 非分層缺陷種類繁雜,一般大多為非金屬夾雜、 折疊和邊裂。
1.1 分層缺陷
對焊縫邊沿母材使用雙晶直探頭檢測時,缺陷反射回波高度較高,標(biāo)準(zhǔn)中使用Φ6.0 mm 平底孔100%基準(zhǔn)波高判定分層缺陷是否超標(biāo),在超聲波檢驗中較為容易檢出。 含分層缺陷的試樣截面宏觀照片如圖1 所示。

圖1 含分層缺陷的試樣截面宏觀照片
1.2 非金屬夾雜物
這種缺陷在鋼管焊縫邊沿檢驗中較為常見、也是最難檢測和最難判定的缺陷,此種缺陷的大小及在鋼帶中位置分布無規(guī)律性,有些通過簡單的酸洗就能夠清晰顯示出來 (如圖2 所示),有些則需通過金相分析才能夠看見 (如圖3 所示)。 這種缺陷對超聲波探傷工作的影響很大。

圖2 含缺陷試樣截面酸洗后宏觀照片

圖3 含缺陷試樣截面的金相分析圖片
1.3 母材折疊
母材鋼板表面有局部互相折合的雙層金屬稱為折疊,其外形與裂紋形似,深淺不一,在橫截面上一般呈現(xiàn)銳角,通常可通過目視檢查,進行修磨處理并測量剩余厚度。 母材折疊缺陷宏觀照片如圖4 所示。

圖4 母材折疊缺陷宏觀照片
1.4 母材邊裂
鋼管母材鋼帶邊部裂紋簡稱邊裂,引起鋼帶邊裂的原因有夾雜物、 鋼板邊部嚴(yán)重脫碳、 橫向冷卻不均勻和氣泡聚集。 母材邊裂一般可通過目視測出,但有些極其細小的邊裂肉眼無法檢出,可通過超聲波橫波掃查檢出,如圖5 所示。
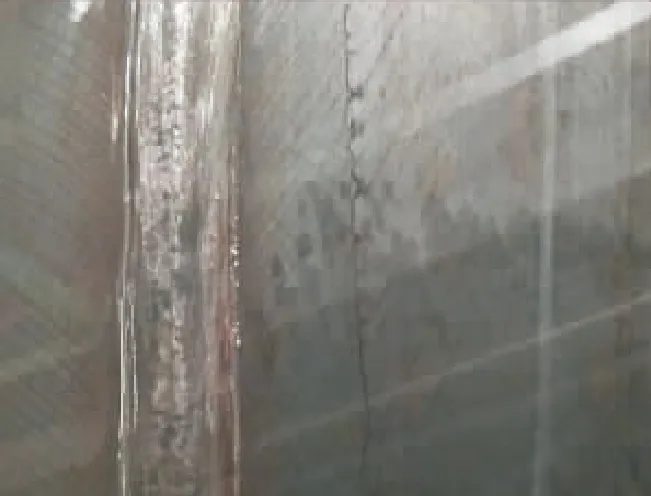
圖5 母材邊裂缺陷宏觀
2 焊縫邊沿母材缺陷的探傷檢測
2.1 分層缺陷探傷
分層缺陷一般平行于鋼板表面,無厚度,鋼板的厚度也沒有減少。 分層缺陷無法通過X射線檢出,而是要采用超聲波探傷檢測,在鋼管檢驗中通常使用5 MHz 雙晶直探頭檢測,這種檢測方法還能定位缺陷的深度。 對分層缺陷的判定一般按照標(biāo)準(zhǔn)中面積及任意長度要求進行判級,天然氣管線一般要求鋼管焊縫兩側(cè)25 mm范圍內(nèi)不允許存在沿焊縫長度超過6.4 mm、 且面積大于100 mm2的分層缺陷。 采用直探頭檢測焊縫邊沿的分層缺陷,典型的分層缺陷波形如圖6 所示。

圖6 典型分層缺陷超聲波探傷波形圖
2.2 非分層缺陷探傷
在數(shù)字X 射線 (DR) 檢驗過程中發(fā)現(xiàn)焊縫邊沿母材上存在灰度減小的帶狀區(qū)域 (如圖7 所示),說明此處母材厚度減小或者母材中存在密度小于鋼密度的夾雜物。 通過對鋼管此處內(nèi)外壁檢查發(fā)現(xiàn),該帶狀區(qū)域位于母材內(nèi)部,進一步超聲波探傷檢驗,具有分層缺陷波形特征,再進行取樣分析,定性該缺陷為非金屬夾雜物。
圖7 非金屬夾雜物的數(shù)字X 射線 (DR) 檢驗圖
圖7 所示的非金屬夾雜物占用板材內(nèi)部的空間較大,可以很直觀的通過X 射線看到。 但如果缺陷體積很小,只能通過金相放大100 倍才能看清缺陷的形狀結(jié)構(gòu),進而判定是母材折疊缺陷或邊裂缺陷等。 焊縫邊沿母材非分層缺陷超聲波探傷波形如圖8 所示。 在焊縫探傷過程中,這類非分層缺陷只有使用橫波斜探頭才能顯示出超標(biāo)缺陷。
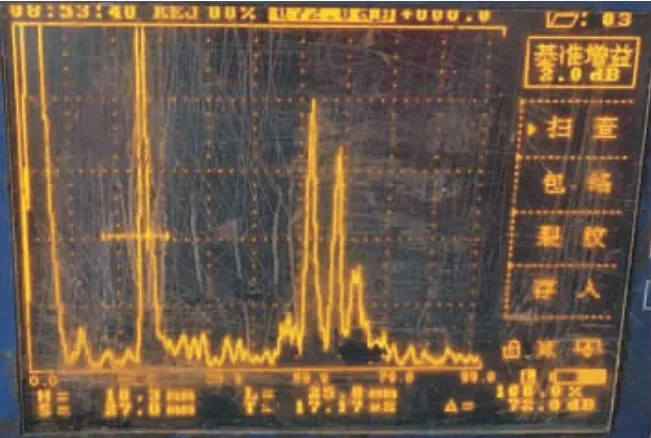
圖8 焊縫邊沿母材非分層缺陷超聲波探傷波形圖
3 焊縫邊沿母材缺陷探傷結(jié)果分析
3.1 分層缺陷判定
國內(nèi)天然氣管道用螺旋焊管生產(chǎn)中,大多執(zhí)行 API SPEC 5L、 GB/T 9711 及管線技術(shù)要求,分層缺陷檢驗以Φ6.0 mm 平底孔反射波高的100%為基準(zhǔn)靈敏度,判定標(biāo)準(zhǔn)為: 鋼管焊縫兩側(cè)25 mm范圍內(nèi)不允許存在沿焊縫長度超過6.4 mm、 且面積大于100 mm2的分層; 管端25 mm 范圍內(nèi)不允許存在沿圓周方向長度超過6.4 mm、 且面積大于100 mm2的分層。 有上述分層缺陷的鋼管應(yīng)切除,直至除去這種分層。 任何方向不允許存在長度超過 50 mm 的分層; 長度在 30~50 mm 的分層相互間距應(yīng)大于500 mm; 長度小于30 mm、 相互間距小于板厚的若干小分層構(gòu)成連串性分層,該連串性分層中所有小分層長度總和不得大于80 mm。焊縫邊沿母材分層缺陷嚴(yán)格按照標(biāo)準(zhǔn)判定,若缺陷在管端,可進行切除處理,若切除后無法滿足標(biāo)準(zhǔn)對鋼管長度要求,此根鋼管作降級處理。
3.2 非分層缺陷測定
焊縫邊沿母材非分層缺陷主要為非金屬夾雜物,這類缺陷位置不確定,有些位于焊縫熱影響區(qū),離焊縫熔合線較近,在焊縫超聲波探傷中很容易檢出,但位置比較難確定。 就熱影響區(qū)缺陷位置測定舉例說明,對壁厚為21.4 mm 螺旋鋼管進行焊縫探傷時,使用斜探頭探傷,始波距缺陷波水平距離L1=18 mm、 距焊縫余高波水平距離L2=42 mm,得出缺陷波距余高波水平距離L3=24 mm,大于內(nèi)焊縫寬度 (內(nèi)焊縫寬度測量為18 mm),則判定此缺陷為焊縫邊沿母材缺陷。 缺陷位置測量及波形如圖9 所示。
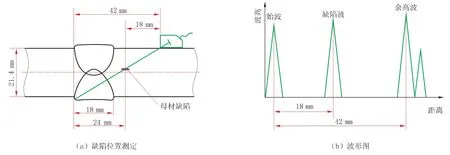
圖9 焊縫熱影響區(qū)母材缺陷位置測量及波形圖
3.3 非分層缺陷判定
目前,對于焊縫邊沿母材非分層缺陷探傷檢驗及判定,標(biāo)準(zhǔn)及管線技術(shù)要求中沒有明確規(guī)定。 在超聲波探傷中,根據(jù)疑似缺陷位置分別進行判定。 一般情況下,母材非分層缺陷有一定面積,使用雙晶直探頭可以檢出,按照分層缺陷檢驗標(biāo)準(zhǔn)進行判定。 如果母材非分層缺陷位于焊縫熔合區(qū)、 焊縫兩側(cè)1.6 mm 范圍,按照焊縫標(biāo)準(zhǔn)使用Φ1.6 mm 豎通孔100%基準(zhǔn)波高進行判定。其他情況根據(jù)缺陷超聲波探傷波形、 射線檢驗圖片、 檢驗人員經(jīng)驗及宏觀金相測定區(qū)別對待。
4 結(jié) 論
(1) 在螺旋管焊縫邊沿母材缺陷探傷中,分層缺陷可通過超聲波自動探傷設(shè)備布置的熱影響區(qū)母材探頭檢出,再經(jīng)過超聲波人工探傷按照標(biāo)準(zhǔn)要求進行處理。 母材非分層缺陷盡可能采用超聲波和射線兩種檢測方法進行檢驗,有條件情況下使用金相宏觀配合檢驗,進行綜合判定。
(2) 國家重點天然氣管線無損檢驗標(biāo)準(zhǔn)要求很高,焊縫邊沿母材非分層缺陷主要依靠人工探傷檢出,這對無損檢驗設(shè)備及人員水平要求較高,需要在鋼管檢驗中加強對標(biāo)準(zhǔn)的學(xué)習(xí)和對檢測人員的技能培訓(xùn)。
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
當(dāng)代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
