基于FDM的柔性材料3D 打印工藝研究*
2020-03-22 03:29:50王彥麗王寧寧吳華英
機械工程與自動化 2020年1期
王 曉,王彥麗,王寧寧,吳華英,2
(1.國家增材制造創新中心,陜西 西安 710117;2.西安交通大學 機械工程學院,陜西 西安 710049)
0 引言
3D打印技術具有可一次性成型復雜結構零件、成型周期短、節省材料等諸多優點,使其應用領域不斷拓寬,對打印材料的多元化也提出了更高要求[1-2]。熔融沉積成型(FDM)是通過噴頭加熱使熱塑性材料融化并從噴嘴擠出,根據切片模型在工作臺上逐層堆積,最終形成完整的部件[3-4]。由于FDM設備具有易于使用、設備維護成本低、原材料利用率高等優點,而得到廣泛應用[5-6]。近年來,3D打印柔性鞋墊、墊圈、封閉氣囊以及個性化定制的柔性繃帶等都提出了柔性材料打印需求,涉及機械、汽車、醫療等多個領域[7]。
目前FDM設備打印材料以ABS和PLA為主,通過送絲齒輪與絲材之間的摩擦力來實現絲材的順利送進,而當材料更換為柔性材料時,因其彈性較大,在送絲過程中極易被擠壓變形,在送絲齒輪處易纏絲;在回抽過程中在送絲齒輪和喉管之間也易發生彎折,使得送絲量發生偏差或絲材無法送進,導致打印失敗。針對柔性材料打印問題,知名FDM廠商Stratasys研制了專門針對柔性材料的打印頭;蘇州大學[8]開發了一種3D打印柔性材料送絲機構,通過將送絲齒輪和從動壓輪均設計為凹槽狀,在彈簧的擠壓作用下使送絲齒輪外端面與從動壓輪的外端面緊密結合,從而保證絲材不會被壓扁;西安交通大學青島研究院[9]研究了一種FDM式柔性材料3D打印噴頭,試圖通過將喉管入口端延伸至送絲齒輪和從動壓輪的底端,以保證絲材能順利進入喉管而不出現彎曲的問題。以上均表明當前更換軟硬材料需對應更換打印頭,不僅增加了生產周期及成本,而且不便于操作。
在采用FDM設備打印柔性材料時發現,調整打印溫度、打印速度、回抽速度、層厚等工藝參數,甚至更換不同的送絲機構,柔性材料打印質量仍不穩定。通過研究分析不同硬度材料的FDM打印工藝,發現合適的送絲力是實現工藝穩定性的關鍵因素,而改變送絲機構中的彈簧特性參數,是簡便有效的送絲力調節方法。因此,本文提出了一種僅通過改變彈簧尺寸即可保證不同材料穩定打印的方法。通過在FDM送絲機構中安裝不同彈性系數的彈簧,觀察打印過程中送絲穩定性情況和成型制件的表面質量,得到適合材料打印的最佳彈簧彈性系數。
1 實驗部分
1.1 實驗材料
本文采用深圳光華偉業股份有限公司的三種柔性材料 TPU-95A、TPU-87A 和 TPE-83A,絲材直徑為1.75mm,打印速度為20mm/s~60mm/s;TPU-95A打印溫度為215℃~235℃,其余兩種材料打印溫度均為210℃~230℃。
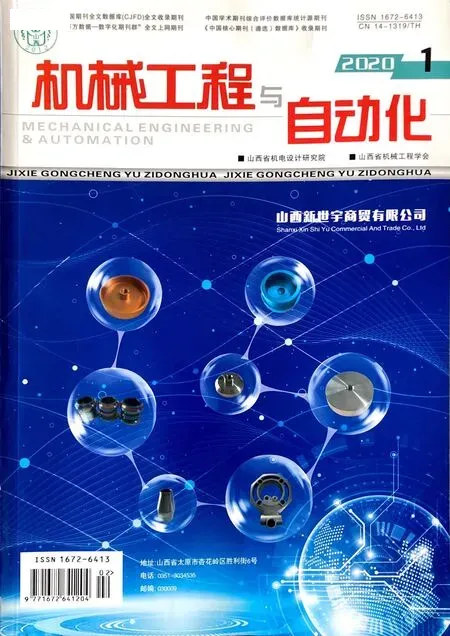
1.2 實驗設備與配件
FDM打印機采用深圳市極光三維科技有限公司的Ender-1。試驗中所用彈簧與FDM設備標配彈簧高度一致,但線徑和外徑不同,從而得到不同彈性系數的彈簧。彈簧的彈性系數與彈簧材質、線徑、外徑及圈數有關,而壓縮彈簧工作時產生的彈力與其壓縮行程成正比。在本研究中,選擇與FDM設備標配彈簧高度一致的彈簧,默認彈簧的工作行程一定,則彈簧的彈性系數將直接反映絲材送進過程中所受壓力的大小。實驗中所用彈簧的尺寸和彈性系數見表1。

表1 彈簧尺寸及對應彈性系數
壓縮彈簧工作時產生的彈力為:
F=k·x .
其中:F為彈力,N;x為工作行程,mm;k為彈性系數,N/mm,k=G·d4/(8nD3),G為剪切彈性模量,MPa,對于不銹鋼G=7 200MPa,d為線徑,mm,n為有效圈數,n=總圈數-2,D為中心直徑,D=外徑-線徑,mm。
1.3 樣件打印
(1)建模。小圓環柱為Φ70mm×Φ50mm×7 mm;大圓環柱為Φ150mm×Φ120mm×10mm;高圓環柱為Φ70mm×Φ50mm×150mm。
(2)切片。采用 Ultimaker Cura 3.4.1軟件進行切片。
(3)打印條件。打印溫度為230℃;底板溫度為60℃;層厚為0.2mm;填充比例為25%;打印速度為40mm/s;填充速度為40mm/s;頂底速度為20mm/s;回抽距離為6.5mm;回抽速度為25mm/s。
2 實驗結果與分析
2.1 彈簧的彈性系數對TPE-83A材料打印制件成型質量的影響
分別將不同彈性系數的彈簧安裝于FDM送絲機構中,打印小圓環柱模型,通過觀察打印過程中送絲穩定性情況和成型制件的表面質量,得到打印TPE-83A材料的最佳彈簧彈性系數。
實驗結果表明,彈簧彈性系數在0.37N/mm~0.48N/mm之間時,TPE-83A材料打印過程中送絲穩定,且成型制件的表面質量良好。隨著彈簧彈性系數的變化,TPE-83A材料打印過程中的送絲情況和成型制件的表面質量均不同,可分為4種類型:①當彈簧的彈性系數過小(≤0.05N/mm)時,彈簧在送絲機構中無法回彈,絲材與送絲齒輪及從動壓輪均未接觸,送絲機構的功能未能實現,絲材無法被送進;②當彈簧的彈性系數較小(0.11N/mm~0.20N/mm)時,打印制件出現部分缺損現象,與絲材送進速度和打印速度不匹配有關,因為此時彈簧具有一定的回彈能力,但其回彈力較小,使得送絲齒輪與從動壓輪之間的間隙稍大,而絲材受到的摩擦力較小,進而使絲材送進速度減小,無法匹配打印速度,在研究過程中試圖通過降低打印速度以匹配送絲速度,效果不理想;③當彈簧的彈性系數合適(0.37N/mm~0.48N/mm)時,送絲順暢,且制件表面質量良好,此時彈簧所提供的回彈力使送絲齒輪和從動壓輪之間的間隙較為合適,絲材受到合適大小的摩擦力而被順利送進;④當彈簧的彈性系數過大(>0.70N/mm)時,打印過程中極易發生斷絲,而且將打印速度進一步減小至20mm/s時,也僅僅將打印成功率提高至50%左右,這是因為彈簧所提供的回彈力過大,使絲材被擠壓變形,容易在送絲齒輪處發生纏絲及繞絲現象,或引起回抽困難而使絲材在齒輪與喉管之間發生擠壓和彎曲,導致打印失敗。4種不同類型的彈簧彈性系數的實驗現象分別見圖1、圖2、圖3和圖4。
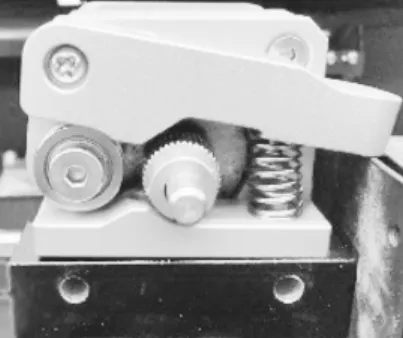
圖1 彈簧彈性系數過小

圖2 彈簧彈性系數較小

圖4 彈簧彈性系數過大
圖3 彈簧彈性系數合適
2.2 彈簧的彈性系數對TPU-87A材料打印制件成型質量的影響
采用TPU-87A材料打印小圓環柱模型,實驗過程同2.1。
實驗結果表明,彈簧彈性系數在0.37N/mm~0.70N/mm之間時,TPU-87A材料打印過程中送絲穩定,且成型制件的表面質量良好。隨著彈簧彈性系數的變化,根據TPU-87A材料打印過程中的送絲情況和成型制件的表面質量,依然可分為4種情況,但每種情況所對應的彈簧彈性系數值稍有不同,這與TPU-87A材料比TPE-83A材料硬度大有關。這4種情況具體如下:①當彈簧的彈性系數過小(≤0.05N/mm)時,絲材無法送進,送絲機構的功能未能實現;②當彈簧的彈性系數較小(0.11N/mm~0.20N/mm)時,絲材送進速度和打印速度不匹配,打印制件有缺陷;③當彈簧的彈性系數合適(0.37N/mm~0.70N/mm)時,送絲順暢,且制件表面質量良好;④當彈簧的彈性系數過大(>0.99 N/mm)時,打印過程中極易發生斷絲現象,制件無法成型,打印失敗。由此可見,適合打印TPU-87A材料的彈簧彈性系數上限較TPE-83A的大,這是因為TPU-87A材料的硬度比TPE-83A材料的大,使用相同的彈簧時,TPU-87A材料的變形相對較小,即達到相同的變形量TPU-87A材料所需彈簧的彈性系數大。
2.3 彈簧的彈性系數對TPU-95A材料打印制件成型質量的影響
采用TPU-95A材料打印小圓環柱模型,實驗過程同2.1。
實驗結果表明,彈簧彈性系數在0.48N/mm~1.32N/mm之間時,TPU-95A材料打印過程中送絲穩定,且成型制件的表面質量良好。隨著彈簧彈性系數的變化,TPU-95A材料打印過程中的送絲情況和成型制件的表面質量情況不同于TPU-87A及TPE-83A材料,可分為3種類型:①當彈簧的彈性系數過小(≤0.05N/mm)時,情況與 TPU-87A及 TPE-83A 材料相同;②當彈簧的彈性系數較小(0.11N/mm~0.37 N/mm)時,絲材送進速度和打印速度不匹配,打印制件有缺陷;③當彈簧的彈性系數合適(0.48N/mm~1.32N/mm)時,送絲順暢,且制件表面質量良好。進一步發現,適合打印TPU-95A材料的彈簧彈性系數上限比TPU-87A材料的大,證實了材料硬度增大后,適合其打印的彈簧彈性系數的上限也在相應增大。
2.4 制件尺寸對打印穩定性的影響
為進一步驗證得到的最佳彈簧系數的可靠性,以TPE-83A材料為例,選擇彈性系數為0.477 1N/mm的彈簧,打印10個大圓環柱和10個高圓環柱,觀察在長時間的打印過程中送絲的穩定性和成型制件的表面質量。
結果表明,10個大圓環柱和10個高圓環柱在打印過程中送絲順暢且穩定,未出現斷絲現象,最終成型制件表面質量佳(打印出的大圓環和高圓環分別見圖5和圖6)。20個大尺寸制件100%的打印成功率,充分說明打印穩定性良好,也驗證了上述最佳彈簧彈性系數的可靠性。

圖5 成型的大圓環柱
3 結論
本研究在不更換打印頭、不改變打印頭結構的基礎上,僅通過改變彈簧的彈性系數,實現了同一打印頭可同時打印不同硬度材料的功能,具體結論如下:
(1)FDM送絲機構的結構及彈簧高度一定時,彈簧的彈簧系數決定了送絲力,而送絲力則對絲材能否順利送進起決定性作用,不同硬度的絲材均有其適合打印的彈簧彈性系數范圍。
(2)彈性系數過小時,彈簧在送絲機構中無法回彈,送絲機構不能發揮其送絲功能;彈性系數較小時,送絲力偏小,送絲速度難以匹配打印速度,造成打印缺陷;彈簧彈性系數合適時,提供了合適的送絲力,送絲順暢且成型制件質量良好;彈性系數過大時,送絲力過大導致絲材變形嚴重,送絲齒輪處易發生纏絲現象或回抽困難。
(3)絲材順利送進所需的送絲力隨絲材硬度的增大而增大,適合 TPE-83A、TPU-87A 及 TPU-95A 三種柔性材料打印的合適的彈簧彈性系數分別為0.37 N/mm~0.48N/mm、0.37N/mm~0.70N/mm、0.48N/mm~1.32N/mm。進行大尺寸樣件打印時,打印穩定性良好,且制件性能良好。

圖6 成型的高圓環柱