基于 XMH-PLJ/3拼接機的自動上下料裝置研發*
2020-03-22 03:30:50張秋容黃文漢吳卓庚
機械工程與自動化 2020年1期
張秋容,黃文漢,吳卓庚
(1.河源職業技術學院 機電工程學院,廣東 河源 517000;2.深圳市艾特自動化有限公司,廣東 深圳 518000)
0 引言
某眼鏡制造企業擁有多臺XMH-PLJ/3拼接機,該拼接機的主要功能是拼接眼鏡架葉子料或樁頭料,無需拼料水及其輔料,可直接拼接。目前,在整個拼接過程中上下料工序仍需要人工手動將塑料眼鏡框放在設備中,然后再將鼻梁架放在塑料眼鏡框上面,并調整好鼻梁架相對于眼鏡框的位置;物料放置好后,啟動拼接機壓緊并拼接眼鏡框和鼻梁架;拼接完成后,人工再把成品物料拿出來。針對此工序存在噪聲大、操作危險、效率低下等問題,本文提出對XMH-PLJ/3拼接機上下料工序進行自動化升級改造,主要根據XMH-PLJ/3拼接機的現有工作條件,如拼接機工作流程、設備結構特征等,制定了上下料自動化裝置的機械結構,再結合氣壓傳統系統,通過PLC控制系統進行控制,實現上下料過程的無人化操作,提升了XMH-PLJ/3拼接機的生產效率,降低了生產成本,減少了工人操作的危險程度。
1 XMH-PLJ/3拼接機自動上下料裝置機械結構
1.1 自動上下料裝置整體機械結構
XMH-PLJ/3拼接機自動上下料裝置主要由機械手、直線導軌、物料槽升降機構和物料定位機構組成,如圖1所示。自動上下料裝置有兩個物料槽升降機構,一個是眼鏡框物料槽升降機構,另一個是鼻梁架物料槽升降機構。升降機構會把兩種物料提升到機械手指定吸取的位置,機械手先來到眼鏡框物料的工位上,其Y軸下降,吸盤吸起物料,然后通過直線導軌移動到拼接機上,放下物料,再重復類似動作,吸起鼻梁架物料放在眼鏡框物料上。在物料被吸走后,物料槽升降機構會向上爬升一個物料的高度,將下一個循環需要的物料放到相應位置。當眼鏡框和鼻梁架上下擺放好后,定位機構會通過帶定位塊的氣動機構固定住眼鏡框物料,并把鼻梁架對中移動到眼鏡框上的相應位置,等待拼接機加工完成。最后再由機械手把成品物料吸起并放在成品物料槽里。

圖1 XMH-PLJ/3拼接機自動上下料裝置整體機械結構
1.2 機械手機構
本機械手機構可實現三軸運動,由電機1帶動滾珠絲杠光軸5和X軸導向桿4組成X軸軸向運動,Y軸和Z軸的軸向運動由氣缸帶動,三根軸配合真空發生器3及兩個吸盤6組成機械手,如圖2所示。

圖2 機械手機構
1.3 物料槽升降機構
本裝置的物料槽分為眼鏡框物料槽和鼻梁架物料槽,兩個物料槽的結構設計相同,物料槽的材料采用抗沖擊力強、可塑性高、質輕的亞克力板。物料槽的升降機構采用T8型絲杠,配合電機傳動,由鋁型材固定,如圖3所示。當最上層無物料時,升降電機通過聯軸器帶動絲杠運動上升一個物料的高度,使得眼鏡框物料、鼻梁架物料到達機械手指定吸取位置,便于機械手上的吸盤成功取料。

圖3 物料槽升降機構
1.4 斜料定位機構
斜料定位機構主要完成鼻梁架在眼鏡框上位置的定位與固定。機械手將眼鏡框物料放置于如圖4所示的物料放置區,放置區設計有淺凹槽結構,防止眼鏡框物料滑動,定位夾具機構的氣缸推出,使定位夾具頂尖剛好卡在眼鏡框物料的中心定位槽,從而完成眼鏡框的定位及固定。接著機械手運取鼻梁架物料并放置在眼鏡框物料上,放置的位置需要大于定位夾具的寬度,此寬度已由兩個吸盤間的距離決定。放置好鼻梁架后,左右兩邊帶斜塊的定位氣缸實現同步運動,將鼻梁架推動并靠緊定位夾具兩邊的斜邊,完成鼻梁架相對于眼鏡框的自動定位及固定。
2 自動上下料裝置控制系統
自動上下料裝置的控制系統包括電氣控制系統和氣動控制系統兩部分。自動上下料裝置的運動軸和氣缸按照預定的程序順序動作,具有運行效率高、響應速度快、穩定性好等特點。
2.1 電氣控制系統
圖5為電氣控制系統原理圖,主要由電機控制、電磁線圈控制兩部分組成。因西門子PLC為高電平輸入高電平輸出,故輸入與輸出的公共端都與0V電相接;步進驅動采用共陰極接法,因驅動器脈沖輸入口PUL+和方向信號輸入口所需電壓為5V,而開關電源提供的電源為24V,故在每個驅動器的DIR+與PLC對接的信號線中串聯一個2kΩ的電阻;氣缸電磁閥線圈的信號線與PLC的輸出信號模塊連接,其電源線與0V相接;電磁傳感器均采用三線制,兩根電源線分別與24V和0V相接,另一個信號線則與PLC的輸入信號模塊相接。電氣控制系統控制流程如圖6所示,I/O地址分配如表1所示。

圖5 電氣控制系統原理圖
2.2 氣動控制系統
圖7 為氣動控制系統原理圖。當氣缸所對應的電磁閥通過PLC控制得電或斷電時,可實現氣缸所帶工作機構的直線往復運動。而吸盤則是利用真空發生器將正壓氣轉為負壓氣來達到吸取物料的目的。
3 結語

圖6 電氣控制系統控制流程
根據拼接機工作特點,設計制造了采用多種傳動技術的自動上下料裝置,且采用西門子PLC做主控制器,實現了拼接工序的自動化升級改造。

表1 控制系統I/O分配
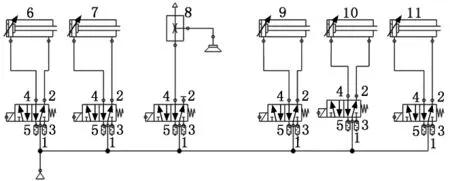
圖7 氣動控制系統原理圖