多工位精密鑄件自動(dòng)打磨系統(tǒng)的研究
2020-03-22 03:30:54雷志偉張?zhí)稞?/span>
機(jī)械工程與自動(dòng)化 2020年1期
雷志偉,張?zhí)稞垼瑢m 哲
(河北省自動(dòng)化研究所,河北 石家莊 050081)
0 引言
鑄件在生產(chǎn)過程中,澆口、合模等處會產(chǎn)生飛邊或毛刺,影響產(chǎn)品的質(zhì)量和性能,合格鑄件要求對出現(xiàn)的飛邊和毛刺等進(jìn)行清理修復(fù)。我國是鑄造大國,但在此環(huán)節(jié)機(jī)械化和自動(dòng)化程度不高,存在著工作效率低、勞動(dòng)強(qiáng)度大、作業(yè)環(huán)境污染嚴(yán)重、安全隱患大等問題。因此,在吸收國外先進(jìn)經(jīng)驗(yàn)的基礎(chǔ)上,本文針對國內(nèi)企業(yè)規(guī)模小、生產(chǎn)環(huán)境差、產(chǎn)品種類繁多等情況,對精鑄件自動(dòng)打磨進(jìn)行了深入研究并提出解決方案。
1 多工位精密鑄件自動(dòng)打磨系統(tǒng)結(jié)構(gòu)及工作原理
多工位精密鑄件自動(dòng)打磨系統(tǒng)采用銑削方式去除精鑄件上的澆口和飛邊,系統(tǒng)包括1個(gè)出入料工位和3個(gè)加工位共4個(gè)工位。3個(gè)加工位分別對應(yīng)3組銑削裝置,每組銑削裝置完成當(dāng)前工位上工件的部分處理,工件行走完一個(gè)過程,完成整個(gè)工件的打磨處理。該系統(tǒng)整體結(jié)構(gòu)如圖1所示。

圖1 多工位精密鑄件自動(dòng)打磨系統(tǒng)整體結(jié)構(gòu)示意圖
工件放在胎具上,按下“啟動(dòng)”按鈕,由無桿氣缸帶動(dòng)小車和胎具實(shí)現(xiàn)工件從前一工位送入下一工位的動(dòng)作,移位過程中通過定位槽的限位作用確保工件穩(wěn)定在單自由度胎具內(nèi),以保證工件準(zhǔn)確到達(dá)指定工位。工件運(yùn)轉(zhuǎn)到各工位后通過3組下壓氣缸帶動(dòng)壓緊裝置實(shí)現(xiàn)工件的壓緊動(dòng)作,同時(shí)胎具上的定位銷壓入定位孔中,實(shí)現(xiàn)工件以及胎具的定位,保證工件的清理精度。采用伺服電機(jī)控制動(dòng)力頭實(shí)現(xiàn)刀具的準(zhǔn)確定位,建立坐標(biāo)系,通過X軸和Y軸聯(lián)動(dòng),精確控制刀具運(yùn)行軌跡,完成對工件的去毛刺處理。處理完成后,3組銑削裝置撤回到等待位,壓緊氣缸抬起,工件在小車上彈簧的作用下撤出定位槽,完成一個(gè)工作循環(huán)動(dòng)作。
2 機(jī)械設(shè)計(jì)
一個(gè)工位的機(jī)械部分主要由架體、壓緊裝置、銑削裝置、移位裝置和移位小車等組成,如圖2所示。
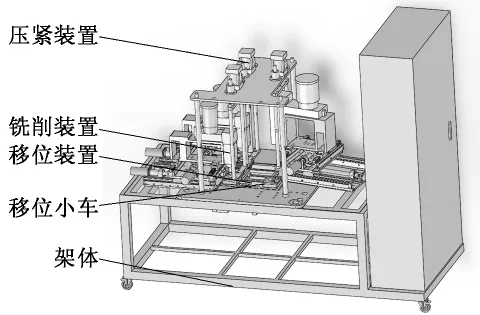
圖2 一個(gè)工位的機(jī)械結(jié)構(gòu)圖
壓緊裝置:3個(gè)工位分別有對應(yīng)的3套壓緊裝置,壓緊裝置由氣缸和壓緊桿組成,氣缸動(dòng)作時(shí),壓緊桿壓緊工件。
銑削裝置:銑削裝置由兩軸伺服帶動(dòng)的滑臺模組和由三相異步電機(jī)帶動(dòng)的動(dòng)力頭和刀具組成。當(dāng)小車定位在各工位后,由3組兩軸伺服帶動(dòng)滑臺模組完成刀具的準(zhǔn)確定位,進(jìn)而由刀具完成對3個(gè)工位上工件的加工處理。銑削裝置結(jié)構(gòu)如圖3所示。
移位裝置:移位裝置如圖4所示,采用“回”字移位軌道,在“回”字軌道上放置4個(gè)移位小車。當(dāng)完成當(dāng)前加工后,取下出入料工位上已經(jīng)加工好的工件,放入待處理工件,按下“啟動(dòng)”按鈕,4個(gè)工位的推桿氣缸同時(shí)伸出,伸出到位后4個(gè)無桿氣缸同時(shí)動(dòng)作,在推桿的作用下,將4個(gè)小車同時(shí)進(jìn)行工位轉(zhuǎn)換。
移位小車:為實(shí)現(xiàn)多工位準(zhǔn)確定位,設(shè)計(jì)了可下壓定位的移位小車,如圖5所示。將工件放入小車上的胎具后,通過下壓氣缸動(dòng)作,壓到工件上,下壓彈簧收縮,工件和胎具下降,定位銷插入“回”字軌道的定位槽中,完成工件的準(zhǔn)確定位。

圖3 銑削裝置結(jié)構(gòu)

圖4 移位裝置

圖5 移位小車
3 程序設(shè)計(jì)
根據(jù)不同的運(yùn)行功能設(shè)計(jì)不同的程序塊,完成系統(tǒng)程序的模塊化設(shè)計(jì)。伺服的定位主要使用臺達(dá)EH3系列PLC中雙軸絕對點(diǎn)對點(diǎn)運(yùn)動(dòng)、雙軸相對點(diǎn)對點(diǎn)運(yùn)動(dòng)、雙軸相對位置圓弧插補(bǔ)等指令,通過對銑刀運(yùn)行軌跡的編程完成工件毛刺的銑削過程。
建立坐標(biāo)系,分別對工件在不同工位需打磨的輪廓軌跡進(jìn)行編程,工件在不同工位完成不同部位的打磨加工。
通過絕對定位將動(dòng)力頭定位在工件打磨入口位,由工件的外輪廓加上打磨刀具的半徑,得出動(dòng)力頭由初始位依次行走的相對定位距離,得出3個(gè)動(dòng)力頭的行走軌跡所對應(yīng)的X軸和Y軸行走距離,以此作為編程依據(jù)。本文以某工件為例,工件打磨軌跡俯視圖如圖6所示。1工位打磨工件毛刺和澆口,選用較大直徑的刀具,打磨軌跡由A點(diǎn)到B點(diǎn)。2工位打磨工件飛邊毛刺,選用較小直徑刀具,打磨軌跡由C點(diǎn)到D點(diǎn)。3工位和2工位對稱。3個(gè)工位同時(shí)動(dòng)作分別按照各自的打磨軌跡完成對工件輪廓的打磨處理。
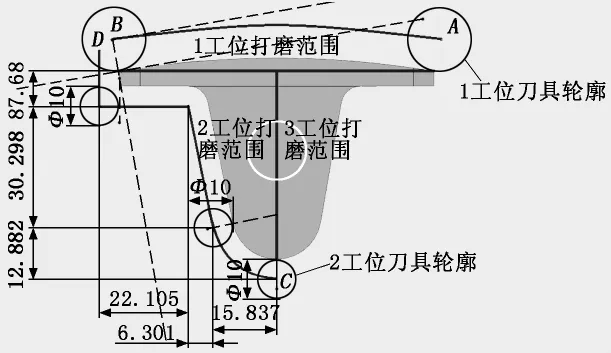
圖6 工件打磨軌跡
4 人機(jī)交互設(shè)計(jì)
人機(jī)交互采用MCGS觸摸屏進(jìn)行設(shè)計(jì),分為主窗口、手動(dòng)操作窗口、參數(shù)調(diào)整窗口、報(bào)警記錄等,分別滿足不同情況下的操作要求。通過在觸屏上選擇不同的產(chǎn)品型號,完成不同型號產(chǎn)品的銑削打磨。人機(jī)交互主窗口如圖7所示。

圖7 人機(jī)交互主窗口
5 結(jié)語
采用多工位定位打磨精密鑄件提高了打磨效率,減少了打磨粉塵和噪聲對環(huán)境的污染,為精鑄件的去澆口和飛邊提供了新的方式和方法。