面向轉速優化的軸承外圓磨削振動檢測方法
2020-03-23 03:08:32張為民孫嘉彬
機械制造 2020年12期
□ 劉 鑠 □ 張為民, □ 褚 寧 □ 孫嘉彬
1.同濟大學 中德學院 上海 201804 2.同濟大學 機械與能源工程學院 上海 201804 3.萬向錢潮股份有限公司 杭州 311215
1 研究背景
軸承外圓的表面質量影響軸承的工作可靠性和使用壽命,軸承外圓磨削加工過程中的振動干擾則影響軸承外圓的表面質量。已有的研究表明,磨床的振動干擾主要集中在砂輪主軸部分[1]。相對于提高機床砂輪、主軸等的制造與裝配精度,通過優化工藝參數來抑制振動,對于制造企業而言經濟性與可行性更高。因此,如何準確采集與分析外圓磨床砂輪主軸的振動信號,有效優化砂輪主軸轉速,對于改善磨削質量、提高加工效率等具有重要意義。
目前已經有不少學者在磨削振動檢測及砂輪轉速優化方面進行了相關研究。文獻[2-3]分析了主軸軸承時域振幅與主軸轉速的關系,在各自的試驗條件下均取得了較好的效果。Hassui等[4]研究了振動加速度信號均方根值與工件表面質量的關系。上述研究主要針對時域信號進行,當砂輪轉速的變化范圍較窄,時域信號變化不明顯時,不易得出有效結果。還有一些研究通過其它方法優化砂輪轉速。陳勇等[5]采用單因素試驗法研究了砂輪轉速與工件表面硬度的關系,在所研究的轉速范圍中,轉速越快,工件表面硬度越低。陶麗佳等[6]通過正交試驗法得出多種工藝參數中砂輪轉速對工件表面粗糙度影響最大的結論。牛同訓[7]以降低工序成本為目的,利用Matlab軟件模式搜索工具箱尋優求解出一套最優工藝參數組合。鄧朝暉等[8]提出一種基于正交試驗-神經網絡的磨削參數優化模型,得到包括砂輪轉速、工件軸轉速、磨削量在內的工藝參數組合,實現了工件表面粗糙度最優。對上述研究總結發現,已有研究大多在大量加工數據的基礎上進行,需要耗費大量時間與工件,難以在設備較多的企業和車間中得到有效應用。
針對以上情況,筆者對軸承外圓磨削系統進行動力學建模,提出面向轉速優化的軸承外圓磨削振動檢測方法。
這一方法有針對性地采集并分析砂輪主軸在空轉過程中的振動信號,節省了大量測試時間與工件原料,對于制造企業而言有更高的可行性。
2 動力學建模
從理論上研究砂輪旋轉對軸承外圓磨削過程振動的影響,將軸承外圓磨削加工系統簡化為圖1所示動力學模型。
圖1中,m1為砂輪主軸軸承質量,k1為砂輪主軸軸承剛度,c1為砂輪主軸軸承阻尼,m2為砂輪主軸系統質量,k2為砂輪主軸系統剛度,c2為砂輪主軸系統阻尼,r為砂輪半徑,m3為工件與工件軸系統質量,k3為工件與工件軸系統剛度,c3為工件與工件軸系統阻尼,m4為工件軸軸承質量,k4為工件軸軸承剛度,c4為工件軸軸承阻尼,k為磨削過程中接觸剛度與磨削剛度綜合作用的等效剛度,t為時間,ω為角速度。
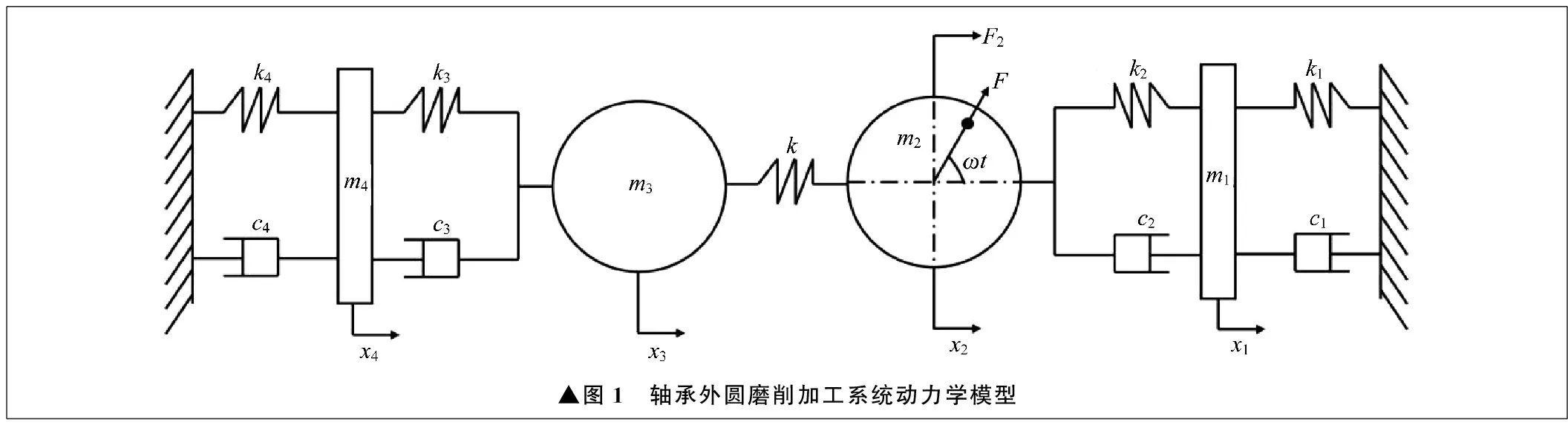
▲圖1 軸承外圓磨削加工系統動力學模型
砂輪以角速度ω進行旋轉,在旋轉過程中由于轉子偏心,會產生一個沿半徑方向的離心力F,F大小為m2ωr2。F在系統運動方向上產生的激振力為F2,F2大小為m2ωr2cos(ωt) 。為了方便分析,其余結構上的激振力假設為零,由此建立系統的運動微分方程:
(1)

設系統的初始條件如下:
x1(0)=x2(0)=x3(0)=x4(0)=0
通過坐標變換的方法,對式(1)進行解耦。

cos(ωt-ψj)
(2)
(3)

物理坐標下系統的位移響應為:
(4)
系統的加速度響應為:
(5)
3 檢測原理
根據式(5)繪制系統加速度響應曲線,如圖2所示。圖2中,橫坐標為砂輪的轉頻,縱坐標為系統的加速度振幅。系統加速度響應曲線表示系統受到砂輪旋轉激勵所產生的加速度振幅隨砂輪轉頻的變化趨勢。由圖2可以看出,當砂輪轉頻接近于系統的某階固有頻率時,會激發起對應階的模態,產生較大的強迫振動[10-11],這是一般磨削加工中需要避免的。當轉頻快速越過固有頻率點后,隨著轉頻的提高,加速度振幅反而會開始減小,出現一個較為穩定的加速度振幅較小的高速工作區域,既能夠保證加工質量,又可以提高加工效率。傳動系統中的其它旋轉元件也會對系統產生激勵,設旋轉元件相對于砂輪的傳動比為n,則旋轉元件激勵頻率為轉頻的n倍。

▲圖2 系統加速度響應曲線
要通過試驗得到較優的砂輪轉速范圍,則需要獲得砂輪旋轉激勵下的系統幅頻曲線。單一轉頻下的振動信號只能表示在該轉頻下的響應,無法獲得其它轉頻下的響應。另一方面,砂輪旋轉時不只是砂輪或主軸,各個運動部件都會對系統產生激勵。對此,筆者提出面向轉速優化的軸承外圓磨削振動檢測方法,原理如圖3所示。

▲圖3 軸承外圓磨削振動檢測方法
首先需要采集多個轉頻下的主軸空轉振動信號,然后分別從各單一信號中提取出由砂輪轉頻激勵出的部分,將多組數據組合在一起,得到所需的系統幅頻曲線,最后根據所得曲線的變化趨勢獲得優化的砂輪轉速范圍。
4 系統需求分析
以面向轉速優化的軸承外圓磨削振動檢測方法為基礎,設計振動檢測系統,系統的需求與解決方案見表1。

表1 系統需求與解決方案
5 系統硬件設計
在上位機層,為了滿足第一項系統硬件需求,振動檢測系統選擇支持多種輸入、輸出模塊熱插拔的NI cRIO 9035機箱控制器。同時內置嵌入式處理器,可以不需要額外的計算機配置,具有提高系統便攜性的優點。
為了滿足后兩項系統硬件需求,振動檢測系統選用PCB356A14三軸壓電式振動加速度傳感器,以及與傳感器信號線具有相同BNC(Bayonet Nut Connector)接口并支持四通道采集的NI 9234數據采集卡。
振動檢測系統硬件總體設計如圖4所示,實物如圖5所示。

▲圖4 振動檢測系統硬件總體設計
6 系統軟件設計
根據系統需求分析,振動檢測系統需要實現的主要功能為振動信號的采集與預處理、數據的存儲與讀取、信號頻譜分析、信號階次分析,據此細化振動檢測系統的軟件功能及邏輯。振動檢測系統功能模塊如圖6所示。

▲圖5 振動檢測系統實物▲圖6 振動檢測系統功能模塊
7 應用驗證
設計試驗,選用某型汽車輪轂軸承外圓磨床,基于筆者開發的振動檢測系統對面向轉速優化的軸承外圓磨削振動檢測方法進行應用驗證。
在1 285~2 025 r/min轉速范圍內,砂輪主軸以多個轉速進行空轉,采樣時長為60 s,采集頻率為1 652 Hz,振動傳感器加漢寧窗。振動傳感器布置在近砂輪側軸承處,其位置與方向如圖7所示。
將各個轉速下的頻譜圖按照轉速遞增順序排列,得到砂輪主軸的瀑布圖,如圖8所示。由圖8可以看出,產生較大振幅的階次有一階和三階。在一階處的振動頻率與砂輪主軸轉頻較為接近,可能是由砂輪、主軸或軸承處的缺陷引起轉動不平衡導致。三階振動來自于主軸箱主軸傳動系統中另一個旋轉部件引起的頻率,具體振源需要結合主軸箱的內部結構進行進一步分析。
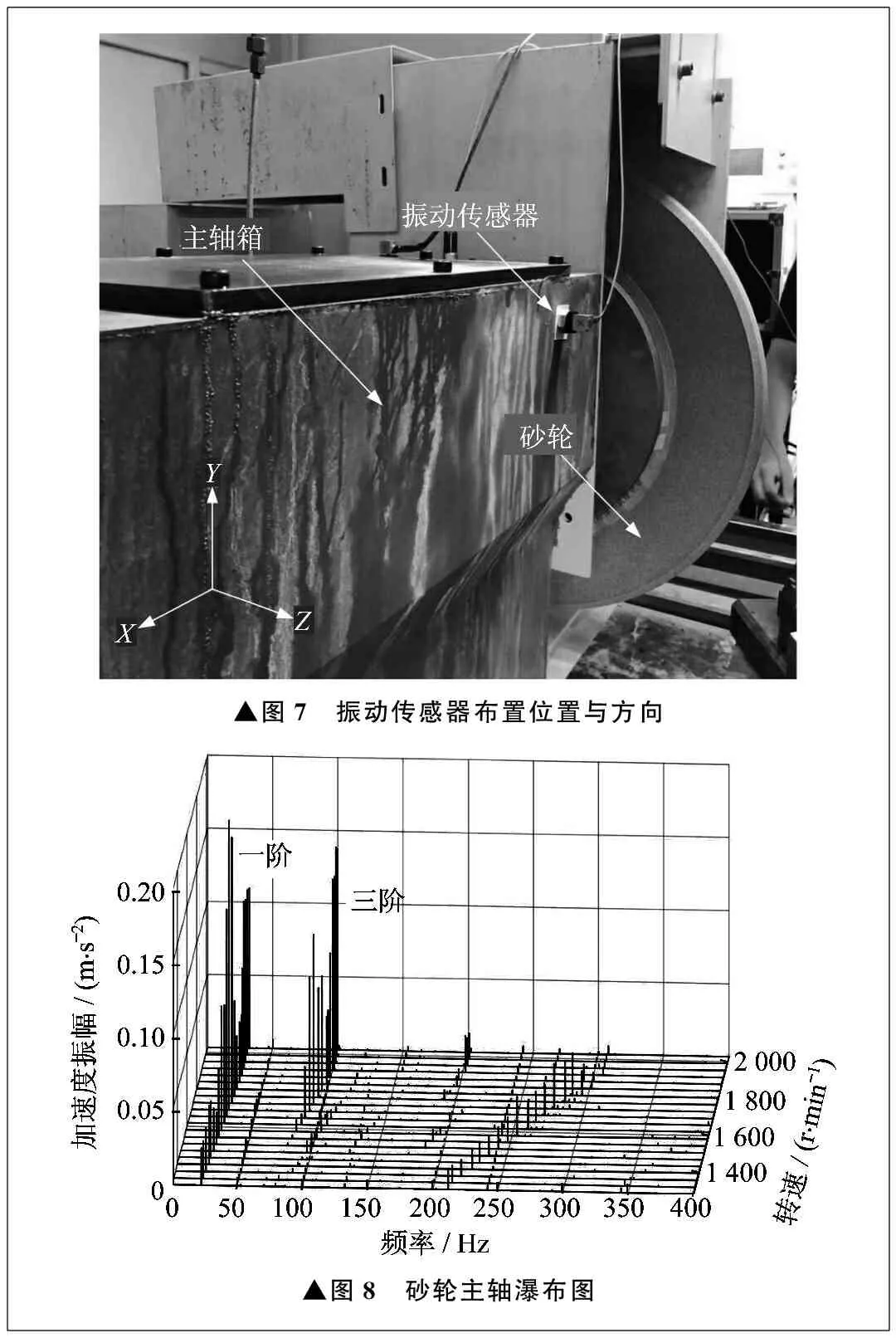
▲圖7 振動傳感器布置位置與方向▲圖8 砂輪主軸瀑布圖
通過提取相應階次頻率下轉速與振幅的關系,得到階次切片圖,如圖9所示。由圖9可以看出,一階振幅與三階振幅均呈現出先增大后減小再增大的變化趨勢,兩者均在1 690~1 730 r/min范圍內達到極大值,在1 800~1 840 r/min范圍內達到極小值。對極小值處振幅與初始轉速時的振幅進行比較,一階振幅幾乎保持不變,三階振幅略有增大,因此可將該范圍作為較優的砂輪轉速范圍。
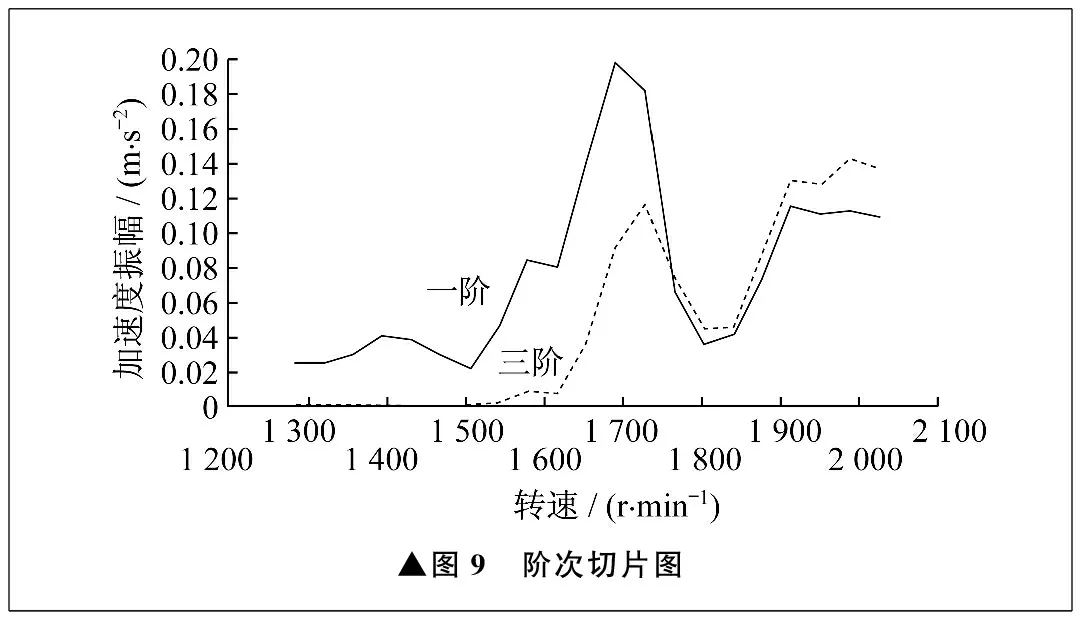
▲圖9 階次切片圖
將砂輪轉速設置為1 800~1 840 r/min,進行多組軸承外圓磨削加工,對軸承外圓的磨削質量參數進行檢測。檢測結果顯示,在1 800~1 840 r/min轉速范圍內,軸承外圓的加工質量較好。其中,1 840 r/min轉速相較于優化前常用的1 360 r/min轉速,轉速加快了35%,表面粗糙度值減小了6.75%,有效提高了加工效率,并改善了軸承外圓的表面質量。通過應用驗證了面向轉速優化的軸承外圓磨削振動檢測方法的合理性與有效性。
8 結束語
筆者從理論上分析了砂輪轉速對軸承外圓磨削振動的影響,提出了一種面向轉速優化的軸承外圓磨削振動檢測方法,并設計開發了一套振動檢測系統。應用所提出的方法對某型汽車輪轂軸承外圓磨床的砂輪主軸進行檢測與分析,得出較優的砂輪轉速范圍為1 800~1 840 r/min,并通過實際磨削加工進行了驗證。所提出的方法相對于傳統砂輪轉速優化方法,節省了測試時間與所需工件原料,對制造企業而言有更高的經濟性與可行性。由于旋轉機械均具有類似性質,因此這一方法還具有較好的推廣性與適用性。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
房地產導刊(2022年5期)2022-06-01 06:20:14
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
天天愛科學(2020年6期)2020-09-10 07:22:44
數學物理學報(2017年6期)2018-01-22 02:26:40
