凈化裝置尾氣硫化物的吸收效果優化
2020-03-24 08:47:55李長春李卓彥張天保劉康寧
科技創新與應用 2020年9期
李長春 李卓彥 張天保 劉康寧

摘? 要:隨著尾氣排放標準的進一步收緊,天然氣凈化裝置也急需對尾氣硫化物的排放進行限制。元壩氣田凈化裝置通過調整胺液的溫度、循環量、壓力等工藝參數,并將尾氣吸收塔底的冷卻器進行改造后,提升了胺液對尾氣硫化物的吸收效果,吸收塔頂尾氣硫化氫和COS分別控制在31ppm和24ppm左右,將尾氣二氧化硫控制在321mg/m3左右。
關鍵詞:尾氣;硫化物;胺液;吸收
中圖分類號:TE96 ? ? ? 文獻標志碼:A? ? ? ? ?文章編號:2095-2945(2020)09-0067-02
Abstract: With the further tightening of exhaust gas emission standards, there is an urgent need to limit the emission of exhaust gas sulfides in natural gas purification units. By adjusting the temperature, circulation, pressure and other process parameters of amine liquid, and reforming the cooler at the bottom of exhaust gas absorption tower, the purification device of Yuanba Gas Field improves the absorption effect of exhaust gas sulfide by amine liquid. Hydrogen sulfide and COS in exhaust gas at the top of the absorption tower are controlled at about 31ppm and 24ppm respectively, and sulfur dioxide in exhaust gas is controlled at about 321mg/m3.
Keywords: exhaust gas; sulfide; amine solution; absorption
隨著國家對于大氣環境愈發重視,環境保護部發布了針對天然氣凈化行業的《陸上石油天然氣開采工業污染物排放標準》[1],對天然氣凈化廠硫磺回收大氣污染物排放控制提出了明確的新要求:現有天然氣凈化廠硫磺回收裝置總規模大于等于200t/d的,二氧化硫排放濃度限值為400mg/m3。元壩氣田凈化裝置硫磺回收及尾氣處理單元采用克勞斯+斯科特工藝,單套硫磺回收裝置總規模設計為220t/d。目前元壩凈化廠二氧化硫排放濃度約無法穩定低于400mg/m3,因此,采取措施提升胺液對尾氣硫化物的吸收效果,最大化的降低二氧化硫濃度排放,確保排放濃度滿足新標準要求,也是元壩凈化裝置緊迫的生產需求。
1 尾氣硫化物吸收現狀
元壩天然氣凈化廠自投產以來,煙氣外排指標按照滿足《大氣污染物綜合排放標準》(GB 16297-1996)二級標準設計,其中SO2≤960mg/Nm3。尾氣吸收塔的各工藝參數在設計參數上略有優化,運行壓力3-6KPa、胺液入塔溫度38℃、胺液循環量150t/h左右,塔頂出口尾氣中硫化氫最高可達80ppm,COS含量可達110ppm,尾氣二氧化硫隨負荷提升最高可超過500mg/m3。工藝流程方面,尾氣吸收塔胺液冷卻器設置在吸收塔底部。
2 胺液對硫化物吸收效果優化
鑒于尾氣焚燒爐的尾氣中硫化物70%以上來源于尾氣吸收塔頂出口尾氣,故提升尾氣吸收塔對胺液硫化物的吸收效果是降低尾氣硫化物排放的最直接方式之一。
2.1 胺液溫度
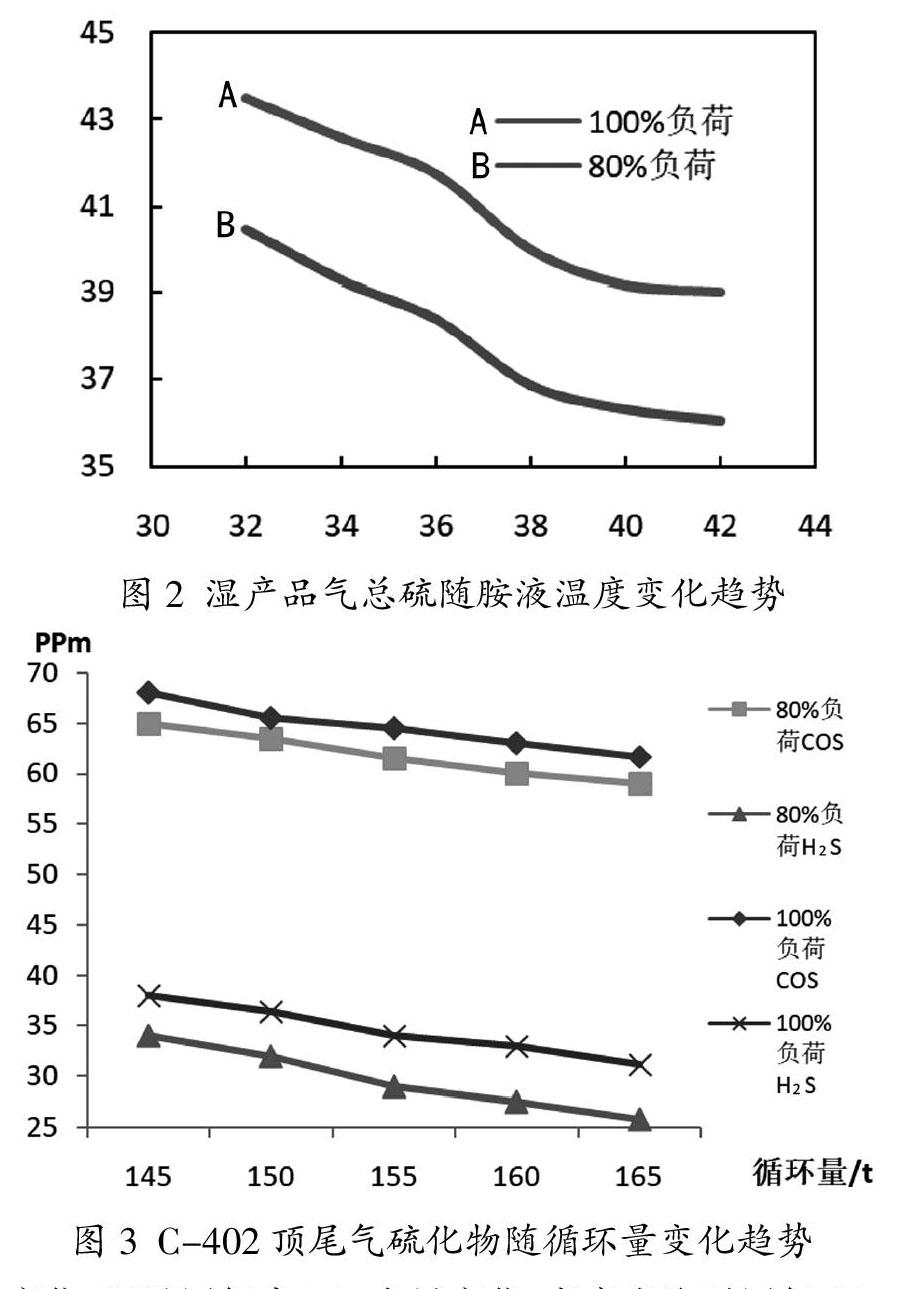
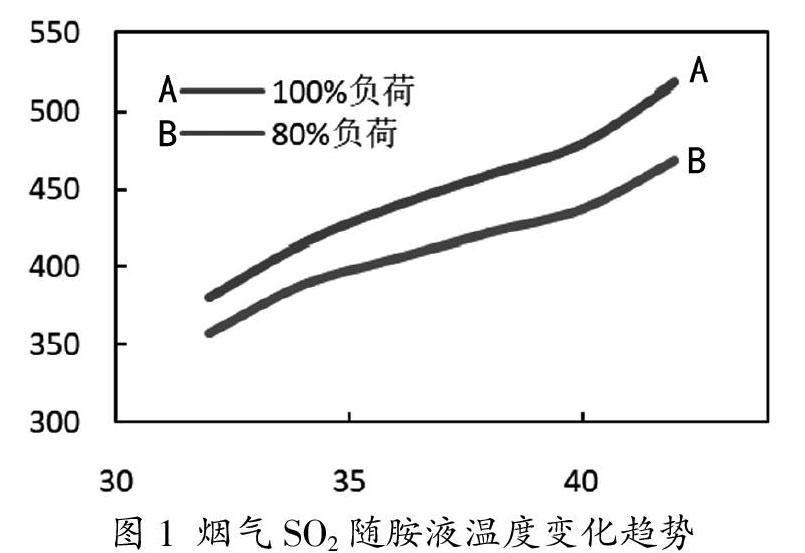
在原料氣處理量、胺液循環量等條件基本不變的情況下,調整裝置胺液溫度,考察尾氣二氧化硫變化情況。結果如圖1、2所示,隨胺液溫度降低,尾氣二氧化硫含硫降低。但并非胺液溫度越低越好,由于尾氣吸收塔的胺液與脫硫塔胺液共用一個胺液冷卻器,導致降低吸收塔胺液溫度必須同時降低脫硫塔吸收溫度,胺液溫度降低時,胺液對產品氣羰基硫的脫除率降低。溫度降低至34℃,產品氣總硫將超過40mg/m3,達到工廠預警標準,故將胺液操作溫度控制在35-38℃,以保障胺液在尾氣及天然氣中的硫化物吸收效果達到一個相對平衡。
2.2 C-402胺液循環量
保證裝置原料氣進料穩定,胺液溫度基本不變的情況下,使C-402循環量改變,測試循環量變化情況下C-402的吸收效果。如圖3所示,隨著C-402胺液循環量提高,尾氣中H2S和COS含量成下降趨勢,同時尾氣中SO2含量也會降低。但是提高循環量會增加機泵能耗和再生塔的蒸汽耗量,綜合考慮后將循環量控制在155t/h。
2.3 胺液發泡及消泡
通過對比不同發泡狀態下的尾氣吸收塔頂硫化氫含量變化,以及尾氣中SO2含量變化,考察發泡對尾氣SO2排放的影響;結果如表1所示,胺液發泡不利于對尾氣硫化物的吸收,但適當的發泡利于脫硫塔的COS吸收,考慮到裝置的穩定運行,出現發泡狀態還是應及時消除。
表1 不同發泡情況下尾氣SO2含量變化數據
2.4 吸收塔壓力
在原料氣處理量、胺液溫度、胺液流量基本不變且克勞斯爐與加氫爐配風穩定的情況下,通過關小塔頂控制閥開度調整裝置尾氣吸收塔頂壓力,壓力由1KPa升高至15KPa,塔頂尾氣硫化氫由58.8ppm降低至55.8ppm,COS含量由71.4ppm降低至69.1ppm,尾氣二氧化硫含量由387mg/Nm3降低至379mg/Nm3。通過數據可以發現,塔頂壓力提高對尾氣吸收有一定積極影響,但效果并不明顯;即使壓力提高15倍,尾氣的SO2含量降低幅度也較小。而提高該壓力會相應提高硫磺回收系統前部的運行壓力,故將吸收塔壓力控制在5KPa左右。
2.5 胺液換熱流程改造
為了解決溫度對產品氣和尾氣吸收效果影響的矛盾,實現對胺液溫度的分別控制,利用現有流程對尾氣吸收塔流程進行了相應改造。再生胺液經過換熱后再通過一個冷卻器進行冷卻,將尾氣吸收塔底部的半富胺液換熱器通過流程改造,移動至胺液進尾氣吸收塔前,可解決該問題且不影響其他工藝條件;此改造只需對管線進行施工,不需新增設備,工作量小,成本低,易于實施[2]。對改造后的裝置操作溫度再次進行摸索,隨著入塔胺液溫度的升高,尾氣中H2S含量升高,COS含量降低,而尾氣中SO2含量增加。吸收過程是放熱反應,溫度越低越有利于吸收[3],對于元壩凈化廠尾氣吸收裝置,溫度過低會造成胺液提濃,濃度降低,反而不利于對硫化物的吸收[4],因此綜合考慮尾氣吸收塔胺液溫度為32-36℃。
2.6 效果分析
通過以上優化措施及改造措施,元壩凈化裝置尾氣吸收塔的吸收效果得到顯著提升,塔頂H2S含量由61.7mg/m3降低至31.4mg/m3,COS含量由30.4mg/m3降低至23.8mg/m3,尾氣SO2含量由418mg/m3降低至321mg/m3。
3 結束語
降低凈化裝置尾氣排放的重要途徑之一為優化尾氣吸收塔的吸收效果,其主要影響因素為壓力,溫度,吸收溶劑的循環量,發泡狀態等,高壓低溫對吸收有利,但由于操作壓力很低,調整壓力對硫化物的吸收影響不大,通常適當的降低溶劑的溫度,提高溶劑的循環量以保障吸收效果。面對標準升級,凈化行業應優化工藝操作并尋求提標改造方案,將實際排放濃度控制在新標準限值以內,預留足夠余量,確保穩定達標排放。
參考文獻:
[1]劉帥,楊彬,文增坤.新標準下硫磺回收裝置尾氣排放處理技術探討[J].石油化工應用,2018,1(1):124-127.
[2]李長春.新形勢下高含硫天然氣凈化裝置尾氣減排技術探討[J].石化技術,2019,6(26):283-284.
[3]王遇冬,王登海.MDEA配方溶液在天然氣脫硫脫碳中的選用[J].石油與天然氣化工,2003,32(5):291-294.
[4]于艷秋,毛紅艷,裴愛霞,等.普光高古硫氣田特大型天然氣凈化廠關鍵技術解析[J].天然氣工業,2011,31(3):22-25.