大曲率蜂窩夾層結(jié)構(gòu)表面褶皺改善方法探究
2020-04-02 09:58:32顧如茜
科學(xué)技術(shù)創(chuàng)新 2020年4期
關(guān)鍵詞:工藝
顧如茜
(上海飛機(jī)制造有限公司,上海200000)
1 概述
蜂窩夾層結(jié)構(gòu)是一種特殊的復(fù)合材料結(jié)構(gòu),通常由兩層或多層蒙皮(也稱為面板)之間夾以一層輕質(zhì)夾芯并采用膠黏劑在一定溫度和壓力下復(fù)合成一整體剛性結(jié)構(gòu)[1,2]。基于這樣的特點(diǎn),固化成型后的蜂窩夾芯結(jié)構(gòu)既不能直接觀測(cè)其組合膠接情況,也不能采用常規(guī)方法進(jìn)行修補(bǔ)或局部更換。因此,就需要優(yōu)化結(jié)構(gòu)設(shè)計(jì)方案、制定正確的成型工藝、加強(qiáng)操作過程質(zhì)量控制,從而減少蜂窩夾層結(jié)構(gòu)制品的損傷和缺陷。在生產(chǎn)大曲率復(fù)合材料零件時(shí),容易產(chǎn)生褶皺等缺陷,而些缺陷將直接影響結(jié)構(gòu)件的工作性能,危及整體結(jié)構(gòu)的安全,分析缺陷的類型及造成缺陷原因是十分重要的,因此,需要根據(jù)造成缺陷的原因,對(duì)工藝進(jìn)行改進(jìn)。
2 缺陷原因分析
對(duì)于共固化蜂窩芯夾層結(jié)構(gòu)主要的缺陷包括如下幾類[3]:(1)復(fù)合材料蒙皮的缺陷,例如孔隙、夾雜、分層等;(2)復(fù)合材料蒙皮和蜂窩的粘結(jié)缺陷,主要是脫粘;(3)蜂窩芯的損壞;(4)蒙皮的缺陷,包括蒙皮表面的貧膠,內(nèi)部孔隙密集。這里主要來探討的缺陷是R 區(qū)以及裝配區(qū)的褶皺問題,即由樹脂局部堆積而出現(xiàn)局部膠瘤。通常來說,樹脂堆積不是一種缺陷,對(duì)于蜂窩夾層結(jié)構(gòu)的質(zhì)量要求包括面板與芯材膠接處要形成良好的膠瘤。若膠接處局部發(fā)生樹脂堆積,致使部分區(qū)域膠層增厚,膠瘤變大,甚至形成較大膠塊或?qū)⒎涓C孔堵塞形成膠柱,而周圍伴生膠層較薄,膠瘤變小的區(qū)域,從而破壞了樹脂厚度的均勻性,影響了整體的膠接質(zhì)量。蜂窩夾層零件的構(gòu)造較為復(fù)雜,不僅有鋁合金蒙皮,還有玻璃纖維、膠膜以及蜂窩芯,它們各自的熱膨脹系數(shù)不同,因此對(duì)于固化階段的過程控制成為了一個(gè)難點(diǎn)。特別是對(duì)于復(fù)合材料的固化無法進(jìn)行觀察,也無法在固化過程中觀測(cè)固化質(zhì)量的變化,這讓整個(gè)工藝改進(jìn)方案的制定也變得困難,只能定性而不能達(dá)到定量細(xì)化的程度。因此,整個(gè)改進(jìn)過程現(xiàn)階段基本局限于對(duì)于鋪貼過程的改進(jìn),優(yōu)化操作工人的鋪貼手法,用一些附加的手段來盡力保障鋪貼的質(zhì)量。從零件本身的特點(diǎn)考慮,屬于一個(gè)“V”型件,其底部曲率非常大,局部R 只有12mm 左右,而蜂窩芯本身對(duì)折彎曲后R=10mm,這讓蜂窩芯的鋪貼成為整個(gè)蜂窩芯鋪貼的難點(diǎn),蜂窩芯其上下各有四層玻璃纖維預(yù)浸料,一方面,蜂窩夾芯在鋪貼過程中由于被強(qiáng)行凹成“V”型而很難和其下四層預(yù)浸料保持很好的貼合度,從而導(dǎo)致蜂窩芯在整個(gè)固化過程容易滑移;另一方面,蜂窩芯在鋪貼過程中由于位置的不穩(wěn)定,大大加大了其上四層預(yù)浸料的鋪貼難度,若蜂窩芯在鋪貼過程中未緊貼上下兩層預(yù)浸料并帶有間隙,則在固化過程中很容易使得兩側(cè)的樹脂向下流動(dòng),從而在R 區(qū)形成向上凸起的膠瘤,引起表面褶皺。在零件裝配區(qū),是零件蜂窩區(qū)域到非蜂窩區(qū)域的過渡,也是零件鋪貼過程中預(yù)浸料由搭接轉(zhuǎn)換為拼接的區(qū)域,由于蜂窩芯本身在兩個(gè)端頭最難壓下去,而兩個(gè)端頭的曲率很大,對(duì)工人的操作是一個(gè)很大的考驗(yàn)。復(fù)材膠接工藝不同于金屬加工,它對(duì)于過程控制有著更大的要求,而對(duì)于缺陷的檢測(cè)又不如金屬加工那樣直觀,操作工人在整個(gè)鋪貼過程中很難精確預(yù)測(cè)固化之后的表面質(zhì)量,同時(shí),也無法在鋪貼過程中無差判斷沒有產(chǎn)生縫隙、架橋等現(xiàn)象,這就需要工藝盡量用一些方法去外加控制,簡(jiǎn)便工人的操作。
3 應(yīng)對(duì)措施
想要解決蜂窩夾芯零件R 區(qū)和端部的褶皺問題,工藝改善思路圍繞這一個(gè)關(guān)鍵展開,即,避免蜂窩芯在整個(gè)固化過程中產(chǎn)生滑移。
3.1 蜂窩芯穩(wěn)定化處理
在改進(jìn)工藝的過程中,首先是將蜂窩芯進(jìn)行穩(wěn)定化處理,方法是在蜂窩芯邊緣25mm 區(qū)域在共固化之前先粘貼膠膜,并在65℃左右進(jìn)行固化處理,從而增加了蜂窩倒角區(qū)域的剛性,有利于保持蜂窩倒角邊緣的直線度,同時(shí)減少蜂窩芯在共固化過程中的壓縮,很大程度上排除了蜂窩芯本身質(zhì)量對(duì)共固化工藝過程的影響,改善前后效果對(duì)比如圖1 所示。
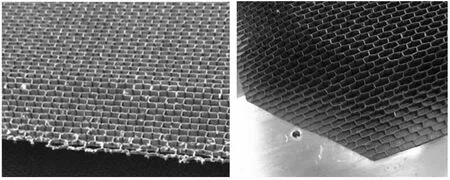
圖1 蜂窩穩(wěn)定化處理前后效果對(duì)比圖
3.2 蜂窩芯滑移改善方法
排除了蜂窩芯本身質(zhì)量影響后,提出對(duì)蜂窩芯以上四層預(yù)浸料的預(yù)壓實(shí)改進(jìn)方案,即從蜂窩芯上的第一層和第四層分別預(yù)壓實(shí),改進(jìn)為每層都預(yù)壓實(shí),從而排除了蜂窩芯以上預(yù)浸料與預(yù)浸料之間存在縫隙的可能性。改善了蜂窩芯本身質(zhì)量和預(yù)浸料之間存在孔隙兩個(gè)前期影響因素后,本文將開始探討解決蜂窩芯的滑移問題,并圍繞兩種解決方案展開,第一是填充,分別采用預(yù)浸料和膠膜對(duì)蜂窩芯R 區(qū)進(jìn)行填充;第二是抓緊,采用玻璃布對(duì)蜂窩芯和預(yù)浸料抓緊,并用膠帶貼于工裝上,從而防止蜂窩芯帶著預(yù)浸料滑移。
3.2.1 填充法。填充法是指對(duì)蜂窩芯R 區(qū)進(jìn)行填充,填充寬度分別為5mm,10mm,15mm 三層,采用蜂窩芯上下各填充三層、或者只填充蜂窩芯上三層的兩種方式,填充材料分別嘗試了玻璃纖維預(yù)浸料和膠膜兩種。由試驗(yàn)結(jié)果得出,填充膠膜的效果優(yōu)于填充預(yù)浸料,填充層數(shù)和填充寬度影響無規(guī)律,但是效果并不明顯。由于現(xiàn)有工藝水平下無法掌握每次流膠的量,而且蜂窩芯上下加入填充層本身是一種增重手段在現(xiàn)階段并不提倡,因此,填充法基本確定不予以采納。
3.2.2 抓緊法。在整個(gè)實(shí)驗(yàn)過程中,采用了全部和局部抓緊兩種模式,全部抓緊是從一端裝配區(qū)至另一端裝配區(qū)全部進(jìn)行抓緊,并將玻璃布外側(cè)固定于工裝上,結(jié)果表明,前緣零件的R區(qū)以及裝配區(qū)非常平整,但是卻在零件底部產(chǎn)生分層現(xiàn)象,因此,必須對(duì)方案進(jìn)一步改進(jìn)。錯(cuò)開抓緊是指將玻璃布剪成150mm 的多段,并且在兩側(cè)錯(cuò)開抓緊,這樣既起到了抓緊的效果,又不至于給零件帶來太大的外部作用從而引起底部分層,效果有所改善。為了進(jìn)一步防范零件底部分層的風(fēng)險(xiǎn),對(duì)部分抓緊方案繼續(xù)進(jìn)行改良,即將抓緊的預(yù)浸料層從上下各四層改為僅抓緊蜂窩芯上下各一層預(yù)浸料(示意圖如圖2),結(jié)果表明,用錯(cuò)開抓緊的改良方法不僅可以有效改善裝配區(qū)和R 區(qū)褶皺問題,同時(shí)也不會(huì)在零件底部出現(xiàn)分層(如圖3 所示)。這是因?yàn)榍熬壛慵念A(yù)浸料均為同一種材料,熱膨脹系數(shù)相同,因此只要確保在鋪貼過程中預(yù)壓實(shí)充分,一般不會(huì)產(chǎn)生空隙,因此,只要控制蜂窩芯以及蜂窩芯上下各一層預(yù)浸料之間的空隙即可。
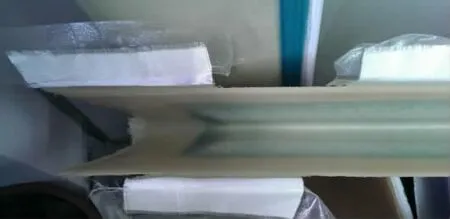
圖2 玻璃布錯(cuò)開抓緊改良方案示意圖

圖3 玻璃布錯(cuò)開抓緊改良方案結(jié)果圖
采用錯(cuò)開抓緊法進(jìn)行重復(fù)試驗(yàn),蜂窩R 區(qū)表面和裝配區(qū)均非常平整,褶皺問題得到較為有效改善,并且從零件截面圖可知,底部并未出現(xiàn)分層,預(yù)浸料層之間、預(yù)浸料和蜂窩芯之間的粘結(jié)都非常致密,流膠也比較均勻。
4 結(jié)論
大曲率的蜂窩夾層結(jié)構(gòu)具有一定的制造難點(diǎn),特別是在鋪貼過程中,由于蜂窩芯的滑移容易帶來褶皺。通過本文的幾種試驗(yàn)可以看出,首先對(duì)蜂窩芯本身進(jìn)行穩(wěn)定化處理,并且在鋪貼的過程中,采用玻璃布局部抓緊的方法能夠有效改善零件R區(qū)和裝配區(qū)的褶皺問題,從而提高產(chǎn)品的質(zhì)量。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52