選煤廠重介質分選過程懸浮液密度智能控制系統研究
2020-04-12 15:13:26張平
機械管理開發 2020年12期
關鍵詞:智能
張 平
(西山煤電集團機電修造園區,山西 太原030053)
引言
原煤是由煤、矸石等多種礦物質組成的混合物,其中煤的密度為1 200~1 700 kg/m3,精煤的密度為1 400~1 500 kg/m3,中 煤 的 密 度 為1 400~1 800 kg/m3,矸石的密度為1 800~2 600 kg/m3。選煤廠重介質選煤過程即根據原煤中各礦物混合物密度的不同,利用密度原理并輔以機械方法和液流原理將精煤、中煤、矸石進行分離[1]。選煤廠重介質分選過程應用重介質懸浮液,將原煤放入由密度不同的固相和液相組成的重介質懸浮液中,密度大于該懸浮液的物料下沉,密度小于該懸浮液的物料上浮,進而將精煤、中煤以及矸石分離。為提高重介質分選效率以及控制精度,采用智能化控制方案,實現重介質選煤過程懸浮液密度的智能化控制,實現參數自整定和在線修改[2]。國內外相關專家就選煤廠重介質分選過程懸浮液密度控制方法展開一系列研究,如53SU1000型重介質選煤自動測控系統,采用PID控制算法,實現重介質懸浮液各參數的動態平衡;如國內研制的“IZK型重介質選煤自動控制系統”,通過控制精煤灰分,實現懸浮液PID參數自適應,實現精煤灰分在線控制,懸浮液密度控制精度達0.006 kg/L[3];如利用PLC控制系統,實現重介質選煤懸浮液密度、黏度、液位等核心參數的自動回控和自整定,將重介質分選過程進行模塊化、過程化模糊控制[4]。在汲取選煤廠重介質分選過程懸浮液密度已有控制方案和控制理論的基礎上,契合重介質選煤工藝,優化組合,提出懸浮液密度智能控制方案,提高控制精度、穩定性以及實時性。
1 系統設計
選煤廠重介質分選過程懸浮液密度智能控制方案系統設計框圖見圖1所示,采用雙閉環智能控制方案實現懸浮液密度智能控制,其中外環以精煤灰分反饋值與設定值之間的差值為輸入變量,通過灰分儀測得的精煤灰分為反饋量,經控制器、PID模糊控制器處理后實時調節懸浮液密度;內環以懸浮液密度反饋值與設定值之間的差值為輸入變量,通過密度儀測得的懸浮液密度為反饋量,經PID模糊控制器邏輯判斷后調節懸浮液密度[5-7];調節懸浮液密度的方法可通過智能控制補水閥、分流閥、加介泵實現;在重介質分選過程中,將混料桶液位、補水閥開度以及磁性物含量值實時數據反饋至PID模糊控制器輸入,作為邏輯判斷、調節懸浮液密度的依據。在該系統設計方案中,設置三個控制器,協同完成重介質分選過程懸浮液密度智能控制過程。
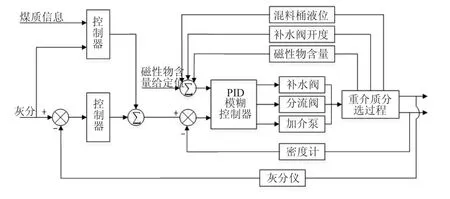
圖1 重介質分選過程懸浮液密度智能控制方案系統設計框圖
2 控制方案設計
2.1 硬件功能的實現
選煤廠重介質分選過程懸浮液密度智能控制方案硬件實現框圖見下頁圖2所示,采用西門子S7 300系列PLC作為核心控制器,模糊PID控制算法基于該控制器實現[8]。S7-300 PLC控制器的被控對象為兩個混合桶的密度、液位以及加水閥,一個稀介桶加水閥以及對應的補水閥和分流閥。該智能控制方案工作時,PLC控制器通過選煤廠已有的以太網TCP/IP通信連接將數據實時上傳至工業控制機以及液晶顯示屏,用于實時監控該方案的工作過程,發生故障時,進行故障聲光報警。
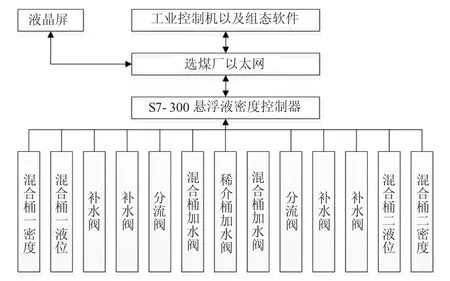
圖2 重介質分選過程懸浮液密度智能控制方案硬件功能實現流程圖
選用CPU315-2PN/DP西門子PLC作為核心控制器,該控制器的數據處理速度、響應時延滿足系統設計要求。該控制器的防護等級滿足選煤廠較惡劣使用環境,防振動、防潮效果明顯。根據懸浮液密度智能控制系統要求,擴展321、322、331以及332輸入/輸出以及TCP/IP模塊。重介質分選過程懸浮液密度智能控制方案控制系統部分I/O端口分配見表1所示,其中模擬量輸入信號統一為4~20 mA電流信號。
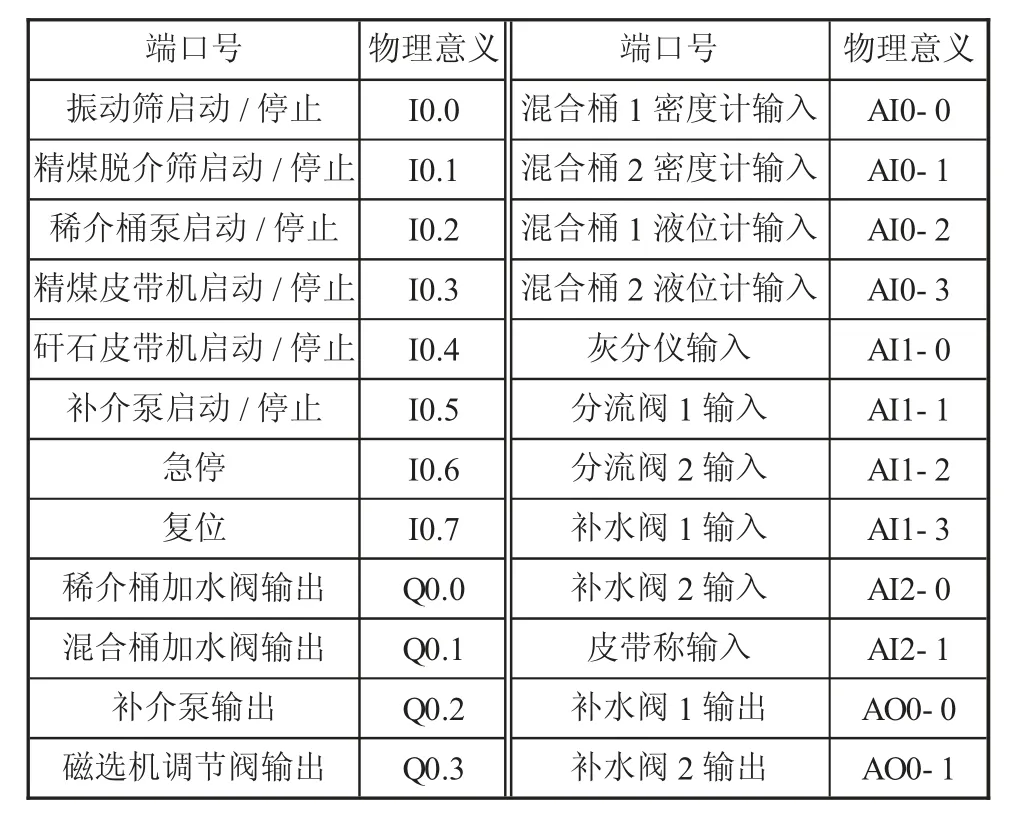
表1 S7-300 PLC控制系統I/O端口分配(部分)
2.2 軟件功能的實現
基于S7 CPU315-2PN/DP西門子PLC控制器,采用模塊化編程實現選煤廠重介質分選過程懸浮液密度智能控制方案,其中模糊查表核心軟件流程的實現見圖3所示。根據PID模糊控制器設計方案,將偏差的量化因子、偏差變化率的量化因子、比例因子以及兩個偏移量參數寫入PLC控制器的數據存儲區域;開啟定時器T1,定時間長為50 ms,當定時時間達到后,PLC控制器利用輸入偏差(精煤灰分設定值與灰分儀反饋值)計算偏差的變化率ec,并將該結果保存至數據存儲區域;將偏差、偏差變化率分別與偏差的量化因子、偏差變化率的量化因子相乘,獲取模糊控制值E1以及E2;將E1、E2與對應的偏移量參數相加,得到的控制值在PLC數據存儲區的實際位置并完成模糊查表操作,得到實際輸出控制值;將輸出控制值進行反模糊化,得到控制相應分流閥的實際控制值,通過控制補水閥、分流閥以及加介泵自適應調整懸浮液的密度。
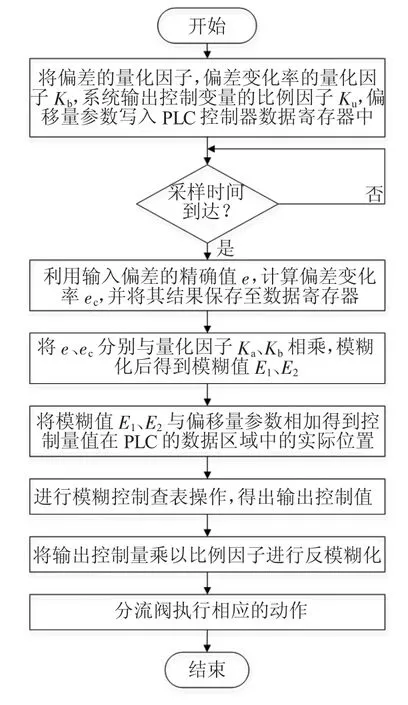
圖3 模糊查表PLC軟件流程框圖
3 應用分析
將設計并實現的懸浮液密度智能控制方案應用于選煤廠重介質分選過程,利用密度計測量并統計懸浮液密度數據。將重介質分選過程懸浮液密度理想值與經模糊PID控制后的懸浮液密度值進行對比,如下頁圖4所示,懸浮液密度值分布于1.376~1.392 kg/L之間。由圖4可知,采用模糊PID智能控制方案后,通過控制分流閥、補水閥以及加介泵,可自適應調整懸浮液密度,使得實際值逼近理想值,提高精煤灰分,提升重介質分選生產效率。
4 結語
選煤廠智能化建設是選煤廠提質增效、由勞動密集型向技術密集型轉變的必由支路。重介質分選過程作為選煤廠選煤工藝關鍵步驟之一,其智能化建設尤為必要。重介質分選過程中懸浮液密度的智能控制是提升精煤灰分、提高重介質分選效率的關鍵因素。利用模糊PID智能控制方案,使得懸浮液密度實際值無限逼近理想值,實現懸浮液密度的智能、自適應控制。該方案對于促進選煤廠智能化建設具有一定的借鑒意義。
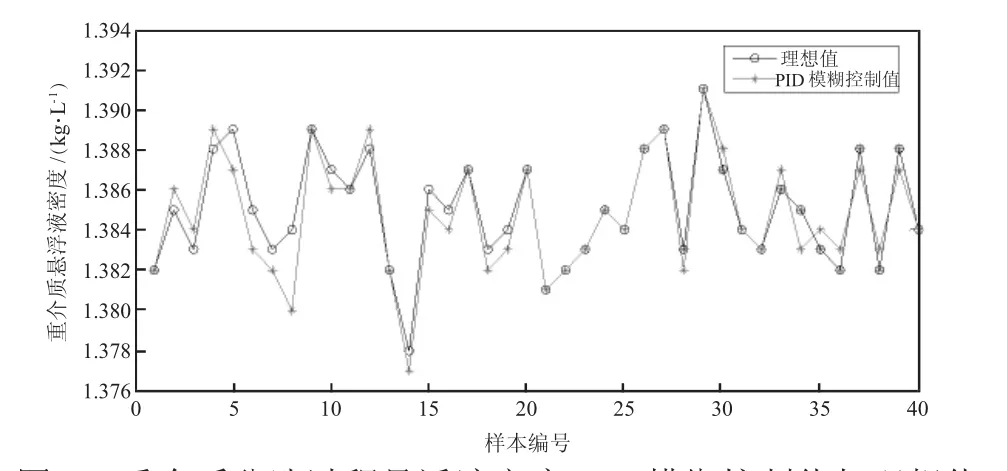
圖4 重介質分選過程懸浮液密度PID模糊控制值與理想值對比
猜你喜歡
開放教育研究(2021年3期)2021-05-25 02:41:06
小學科學(學生版)(2020年12期)2021-01-08 09:28:04
裝備制造技術(2020年4期)2020-12-25 05:26:24
表面工程與再制造(2019年6期)2019-08-24 06:40:04
文苑(2018年23期)2018-12-14 01:06:06
文苑(2018年19期)2018-11-09 01:30:14
文苑(2018年17期)2018-11-09 01:29:26
文苑(2018年21期)2018-11-09 01:22:32
商周刊(2018年18期)2018-09-21 09:14:46
能源(2018年4期)2018-05-19 01:53:44
