某型飛機救生電臺頻率合成器修理技術研究
2020-04-12 12:40:11李濱
航空維修與工程 2020年12期
李濱
摘要:頻率合成器是救生電臺的核心部件,本文介紹了頻率合成器的組成、工作原理及工作特點,并針對不同的故障現象進行具體分析,總結出頻率合成器的修理方法。
關鍵詞:頻率合成器;壓控振蕩器;鎖相環
Keywords:frequency synthesizer;voltage-controlled-oscillator;phase-looked-loop
0 引言
頻率合成器是救生電臺的核心部件,其主要功能是為接收機、發射機提供所需的各種載波頻率和本振頻率。目前,救生電臺主要采用電荷泵式DDS+PLL頻率合成技術。本文通過介紹救生電臺頻率合成器的組成、工作原理和特點,結合具體故障的分析與故障點的定位,提出頻率合成器相應的修理方法。
1 救生電臺頻率合成器的組成
救生電臺頻率合成器主要由晶振、固定分頻器、DDS頻率合成器、鑒相器、電荷泵、環路低通濾波器、壓控振蕩器、供電控制電路、放大整形電路等組成。原理框圖如圖1所示。
2 工作原理介紹
救生電臺頻率合成器采用DDS+ PLL頻率合成技術。
溫補晶振模塊產生的信號經四分頻器分頻后送到雙D鑒相器,作為鑒相器的基準比較信號。
壓控振蕩器反饋回來的射頻信號經二分頻器分頻后送到DDS直接頻率合成器模塊,作為DDS模塊的頻率源,DDS模塊在串行數據的控制下產生的信號送入雙D鑒相器,作為鑒相器另一路比較信號。
雙D鑒相器將上述兩路信號進行相位比較,形成相位誤差信號送入電荷泵電路。
電荷泵電路將相位誤差信號轉換為直流電壓,經環路濾波器后形成直流控制電壓。
壓控振蕩器根據電荷泵送來的直流控制電壓,產生不同頻率的信號,為接收機、發射機提供信號源。
3 故障現象和原因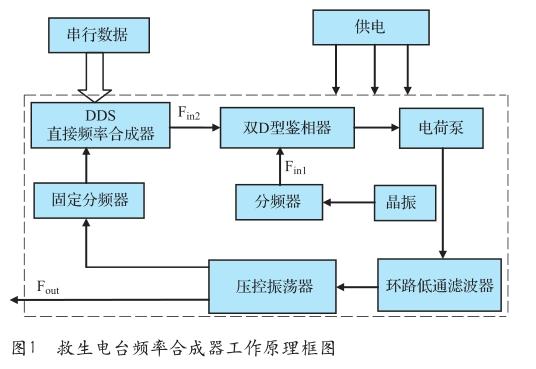
3.1 自檢報頻率合成器故障
1)故障現象
產品加電后,自檢報頻率合成器故障。
2)原理分析
根據圖2,晶振產生的基準信號經四分頻送到2D4整形形成U1信號,送到2D3雙D觸發器;DDS輸出信號經2D4整形形成U2信號,送到2D3雙D觸發器;根據2D3觸發器真值表(見表1),2D3的4、10腳為高電平(即SD為高電平),2D3的3、11腳信號分別見U1、U2(即CLK為低電平),2D3的2、12腳信號為高電平(即D為高電平);當U1、U2相位相同時(即頻率鎖定狀態),則2D3的6、8腳輸出高電平,并經2D4的8腳(自檢信號)輸出低電平,此時頻率合成器自檢正常。
3)故障原因及排除方法
導致自檢報故的一種原因是自檢電路本身故障。對此應首先檢查2D3、2D4芯片的供電電壓,如為+5V(+5±0.5V),再檢查2D3的6、8腳,應同時為高電平(大于2.5V),最后檢查2D4的8腳,應為低電平。如果實際檢測中發現2D4的8腳為高電平,則可判斷2D4故障。
自檢報故的另一種原因是鑒相器頻率不鎖定。PLL環路內任何環節故障均可導致鑒相器失鎖,該故障的分析步驟如下。
a.供電電壓檢查:2D6、2D11、2D9的供電電壓應為+3.3V(+3.3±0.33V);2D2、2D3、2D4、2D12的供電電壓應為+5V(+5±0.5V);2D1、2G1、2D5、2D7的供電電壓應為+12V(+12±0.5V)。
b.基準信號的檢查:供電電壓正常時檢查晶振2G1的輸出信號,應為正弦波,幅度約為500mV。
c.開環點的確立:PLL環路中2D5、2D7、2D11、2D6的輸出應為射頻交流信號。根據射頻信號特性,產品在加電狀態下,若選擇在有射頻信號輸出的器件進行開環,將使前級器件將部分信號耦合進入下級器件,從而影響對下級器件性能的判斷。因此,開環點的確定為關鍵點,按圖2分析,2D5、2D7壓控振蕩器的輸入端為直流電壓,直流信號通路斷開后不會影響后級,因此將開環點選擇在2D5、2D7壓控振蕩器輸入端,即斷開2R16電阻。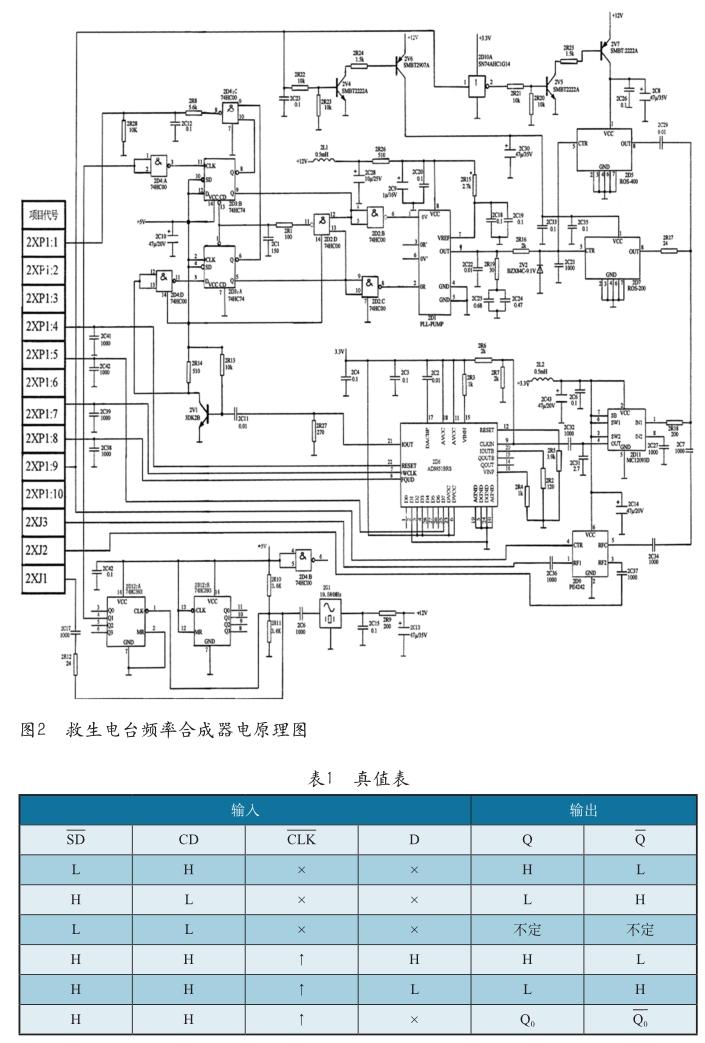
d.外部注入信號:壓控振蕩器工作原理如圖3所示,其輸出頻率與控制電壓滿足Fout=F0+KV(F0為無控制電壓時初始輸出頻率,K為壓控振蕩器靈敏度,V為壓控振蕩器控制電壓)。按設計要求,壓控振蕩器控制電壓范圍應為3~7V,因此,通過給壓控振蕩器外加相應直流控制電壓,監測壓控振蕩器輸出,發現壓控振蕩器頻率F0不隨控制電壓變化,因此,判斷壓控振蕩器故障。
3.2 頻率合成器頻率誤差偏高
1)故障現象
產品加電后,自檢頻率合成器正常,但發射頻率誤差偏高。
2)原理分析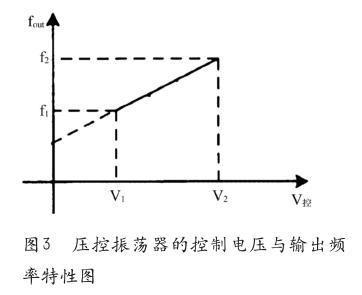
根據圖2,晶振產生的基準信號經過四分頻后送入2D4整形后形成U1信號;壓控振蕩器反饋信號經DDS輸出的信號再經2D4整形后形成U2信號;上述信號經雙D鑒相器,在2D2的6、8腳形成U3、U4相位誤差信號,電荷泵將相位誤差信號轉化為直流信號,作為壓控振蕩器的控制電壓,不同直流控制電壓的壓控振蕩器輸出不同的頻率信號。其中,U3信號脈沖寬度由U1、U2上升沿共同確定,電荷泵輸出直流信號的大小直接由U3信號的脈沖寬度確立,如圖4所示。
3)故障原因及排除方法
該故障可能是晶振基準信號偏差導致,分析步驟如下。
a.晶振信號檢查:用頻率計檢查晶振基準信號的頻率,其基準頻率偏大。
b.誤差信號脈寬檢查:檢測U3信號脈沖寬度,發現脈沖寬度比正常脈沖寬度寬。
c.控制電壓檢查:檢測2R16輸出端控制電壓,通過對比該電壓值,發現電壓值偏大。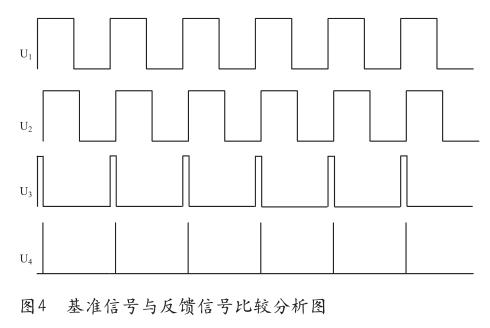
綜上分析,導致頻率誤差偏大的原因是晶振基準信號存在頻率偏差,重新調整晶振頻率即可解決。
4 結論
在救生電臺頻率合成器修理方法研究中,對頻率合成器中DDS、電荷泵、壓控振蕩器工作特點與工作原理進行了研究,重點對PLL頻率合成器修理方法展開了深入研究,并結合典型故障進行分析,從而形成了一套頻率合成器的修理方法。
參考文獻
[1]頻率合成器原理與設計[M].電子工業出版社。
[2]白居憲.直接數字頻率合成[M].西安:西安交通大學出版社,2007.
