輕型直升機裝配生產線設計與展望
2020-04-14 13:44:26丁雪頌徐大淼
直升機技術 2020年1期
丁雪頌,徐大淼
(北京通用航空江西直升機有限公司,江西 景德鎮 333000)
0 引言
傳統的直升機裝配采用剛性工裝定位,手工裝配連接,基于模擬量傳遞的互換和分散手工作坊式生產。自20世紀80年代以來,隨著計算機輔助設計/制造(CAD/CAM)技術、計算機信息技術、自動化技術和網絡技術的發展,數字化技術在現代直升機制造中得到廣泛的應用,直升機制造進入數字化時代[1]。北京通用航空江西直升機有限公司研制了一條輕型直升機裝配生產線(圖1)。由于公司產品生產仍處于起步階段,某些型號機型還處于取證、定型、試飛與研制階段,選擇裝配生產線總體方案時,考慮在一般機械產品裝配生產線特點的基礎上,增加一定的柔性功能,將裝配生產線設計成脈動式裝配生產線。這樣,同一條生產線既能用于不同型號,還能用于同型號改進型系列機型的產品裝配,從而滿足對產品產量與質量的要求。同時,生產線建設以少投入、低成本、高質量,不追求高度自動化為原則,對原有車間的平面布置及流程、信息管理等不做大的調整和變動。本文介紹該生產線的設計,并以JH-1無人直升機制造為例進行驗證。

圖1 生產線全景效果圖
1 輕型直升機裝配生產線優化設計
裝配生產線的構成基本由直線輸送裝置、柔性工裝安裝平臺、數字化測量檢驗設備、自動化裝配機器人、信息化集成管理系統以及某型號機型專用工裝及通用輔助工裝等模塊組合集成。
1.1 移動方式設計
如圖2 所示,移動方式采用低成本脈動式線性移動系統。脈動式線性移動系統為臺式架構,主要由機架、輥輪、拖動電機組成,通過人工操作機電一體控制開關實現輕型直升機部件在站點之間平穩直線移動。
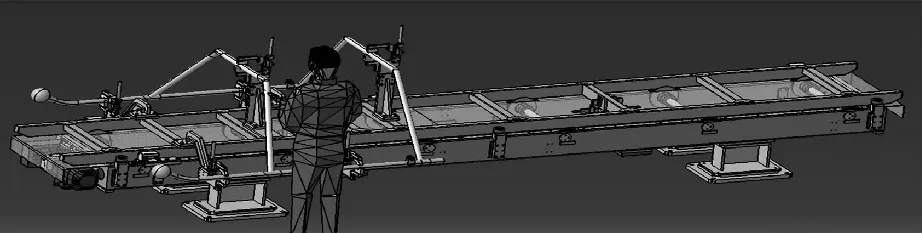
圖2 輥床式輸送系統
脈動節拍時間以及站位數量可以根據不同機型裝配需求進行調整。同時,當某個生產環節出現問題時,整個生產線可以不移動,或者留給下個站位去解決。當所有站位工作指令完成后,可自動執行一次脈動節拍運行。因此,該移動系統設計能充分滿足多型號直升機對生產線的柔性要求。
1.2 控制系統設計
為了實現裝配生產線的有效監控和高效運行,生產線控制系統具有管理級、協調級和執行級三級遞階控制模式,其總體控制見圖3。
裝配生產線控制核心單元為西門子OMRON PLC CP 系列CP1H CPU 單元,傳感器將檢測信號傳送到PLC 進行信息處理,PLC 對電機控制器、繼電器發出指令,電機控制器、繼電器接到命令后控制電機、氣缸、液壓缸等執行動作,完成裝配線的自動化運作。
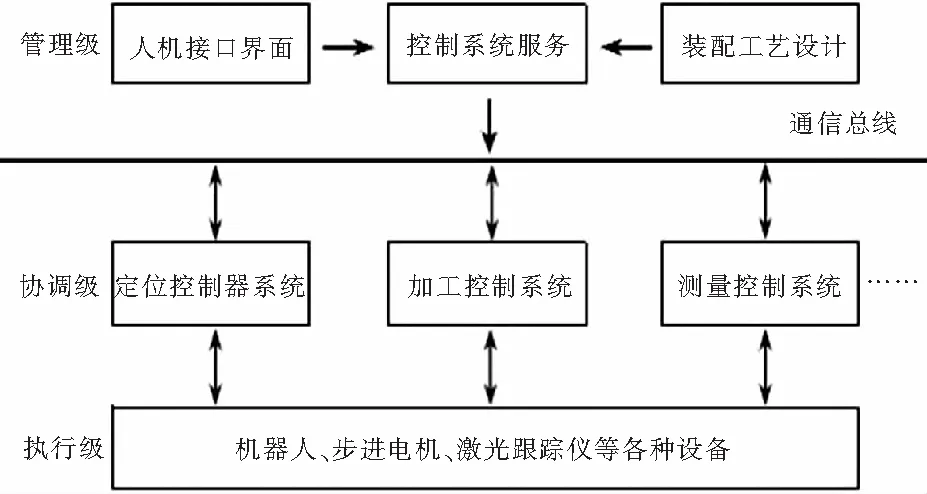
圖3 控制系統總體結構示意圖
為了讓操作者工作方便,同時在工位上并聯匹配:手自動旋鈕—控制整個輥床工位的手動或自動;前進、后退按鈕—在輥床手動條件下控制輥床前進、后退;急停按鈕—急停按鈕拍下,整條生產線停止所有動作;光柵裝置—在機器人周邊安裝光柵,輥床上光電被擋住,機器人會馬上停止工作并報警,警報解除后,可按復位按鈕復位。
在生產線還配有警示燈具:綠色塔燈常亮表示安全,輥床動作完成,不再動作,可以上前工作;綠燈閃爍表示本工位輥床是在手動狀態;紅色塔燈常亮表示危險,輥床正在動作中;紅燈閃爍表示處于急停狀態。
系統軟件是基于CX Programmer的邏輯控制平臺,整條生產線完成裝配任務的邏輯流程見圖4所示。
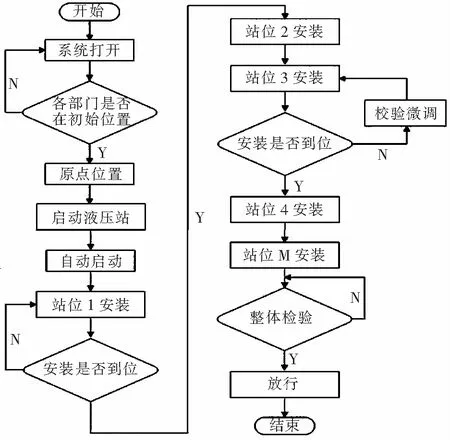
圖4 裝配邏輯流程圖
1.3 柔性化工裝設計
裝配工裝是用來提高直升機產品裝配質量和效率的一種專業設備及通用設備,其設計制造、安裝生產周期直接影響產品研制速度。柔性工裝能降低工裝制造成本,縮短工裝準備周期,同時大幅度提高裝配生產效率,并能對客戶多樣化需求做出快速反應,提高市場競爭力。
為了實現多機型工裝在長72m、寬10m的輕型直升機裝配生產線上快速柔性切換,將中央底板、大底板、立柱設計成模塊化的柔性孔系結構,柔性孔系由∮12 的銷孔和M12 的螺孔均勻分布,間距100mm,見圖5 所示。
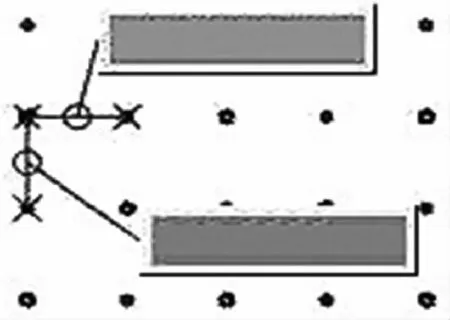
圖5 柔性化孔系結構
不同的機型通過不同的過渡板依托100mm間距定位孔即可實現X、Y、Z三軸坐標系的精準定位,從而實現工裝在裝配生產線上柔性切換[2]。例如JH-1無人直升機在生產線上的裝配,根據其站位定位、裝配需求設計制造專用工裝及通用工裝見圖6所示。
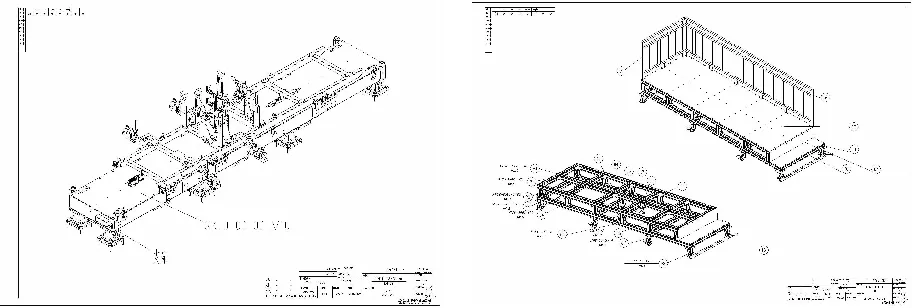
圖6 JH-1無人直升機專用工裝及通用工裝示意圖
1.4 配置機器人自動化裝配設備
在生產線上配置2臺通用型R-2000iC/165F型五軸聯動機器人(圖7)及3臺ARMTECDA 200系列助力臂機械手(圖8)。裝配機器人及助力臂機械手在裝配生產線上布置的位置,可根據不同機型所設計的工藝流程要求,通過生產線地板上的三坐標孔系與機器人及助力臂機械手本體底座上的標準孔相對合,精準定位于生產線的某個站位上。
裝配機器人操作應用必須與直升機特定工序所需的專用工裝配套使用才能完成。以JH-1無人直升機在裝配生產線上站位2—“主旋翼軸安裝”工序為例:
1)使用通用性放置架工裝將主旋翼軸工件推至指定的正確地點。
2)將裝配主旋翼軸的專用夾具安裝于機器人手臂頭上,見圖9所示。
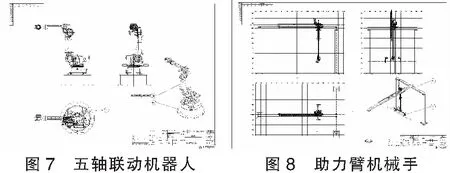
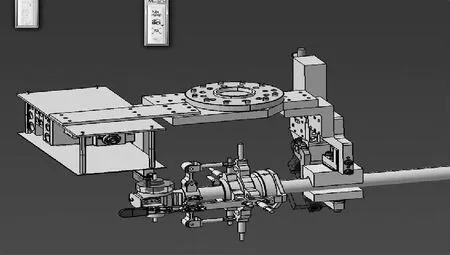
圖9 主旋翼軸運送專用夾具示意圖
3)上道工位所有裝配、安裝工作已經完成,生產線按節拍要求移至第二工位,安全鎖定,并且工件已精準定位。
4)啟動機器人,人機界面顯示屏指示燈均顯正常狀態下,按下手柄按鈕,機器人手臂自動旋轉,移動至生產線外放置架位置,通過傳感器獲取主旋翼軸組件的信號,然后,自動抓取、移動至生產線內的指定位置進行裝配。完成工序后,再次按下按鈕,機器人松開主旋翼軸組件,離開生產線上方回到原點。
助力臂機械手操作應用須在機械手的操作端頭裝有專用吸盤來抓取搬運整流罩,或者更換專用吊具吊運發動機、起落架等部件或成品件至生產線上。
1.5 配置自動化檢測設備
先進的檢測設備對提高直升機產品的質量、質量檔案追溯以及售后服務至關重要。在輕型直升機裝配生產線上配置自動化氣密性檢測工具與設備,見圖10。
1.6 信息化集成管理平臺
輕型直升機裝配生產線研制過程必然推進公司工業互聯網智能管理系統的建設。以裝配生產線的管理需求為切入點,留有多余度接口與工業互聯網總線無縫連接,實現從產品設計、工藝、裝配、檢驗和現場管理各裝配生產環節信息的高度集成,從而實現對裝配生產線流程的支持和監控,使工程流、物流、信息流通暢運行。硬件架構見圖11和圖12。

圖10 ATEQ氣密性檢測設備
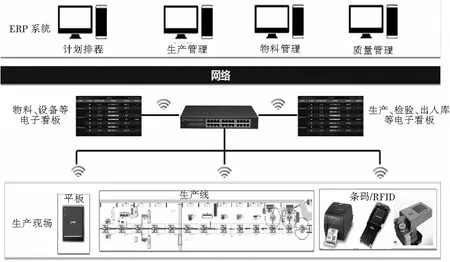
圖11 管理系統硬件架構圖
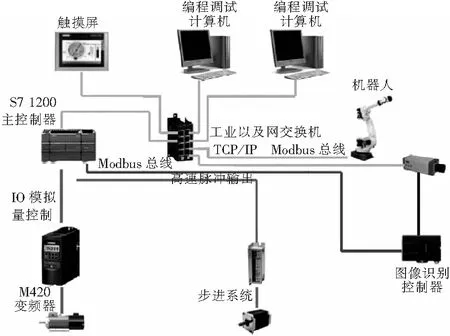
圖12 生產線硬件網絡拓撲圖
裝配生產線信息集成后,流程畫面直觀清晰(見圖13),并通過智能管理系統DFIMS獲得實時數據,通過WEB查詢獲得歷史數據,通過瀏覽器查看及發布報表、設備狀態和實時KPI[4]。
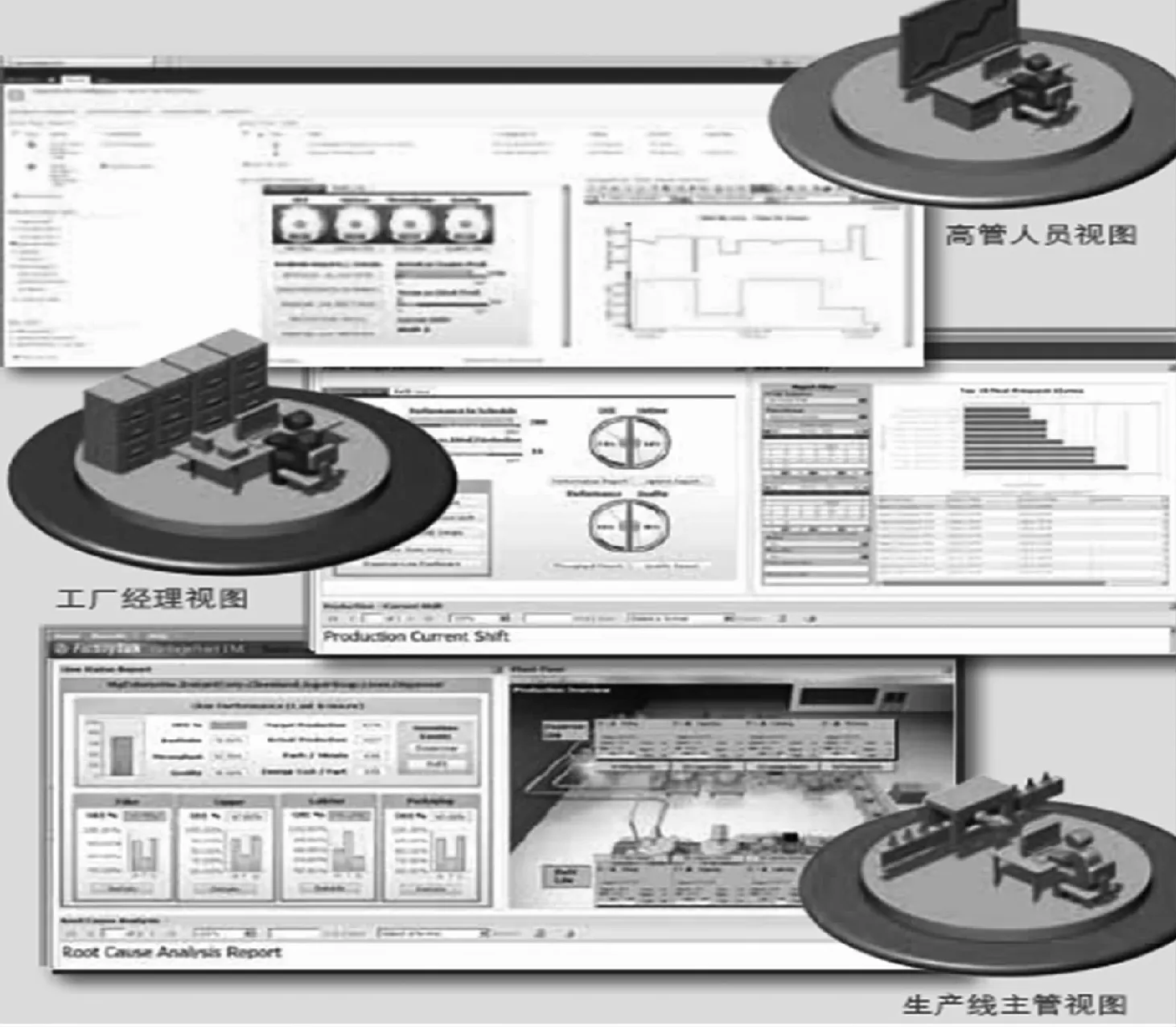
圖13 生產線主管視圖
2 輕型直升機裝配生產線運行驗證
根據公司主要直升機產品的設計研制、工藝準備狀態、經營規劃、市場需求、訂貨量大小以及所需資金投入等因素的綜合論證,最后確定以JH-1無人直升機作為輕型直升機裝配生產線的驗證機型。
2.1 JH-1無人直升機裝配工藝流程
根據JH-1無人直升機的設計技術要求、工藝方案、質量控制規范以及產量批量要求,JH-1無人直升機在裝配生產線上的工藝流程及平面布置見圖14和圖15。
JH-1無人直升機裝配由12個站位組成,各站位具體的裝配工作內容如下:
1站位:將起落架定位在流水線平臺;飛機骨架與起落架通過4個螺栓固定;將改裝的發動機放入骨架安裝并固定。
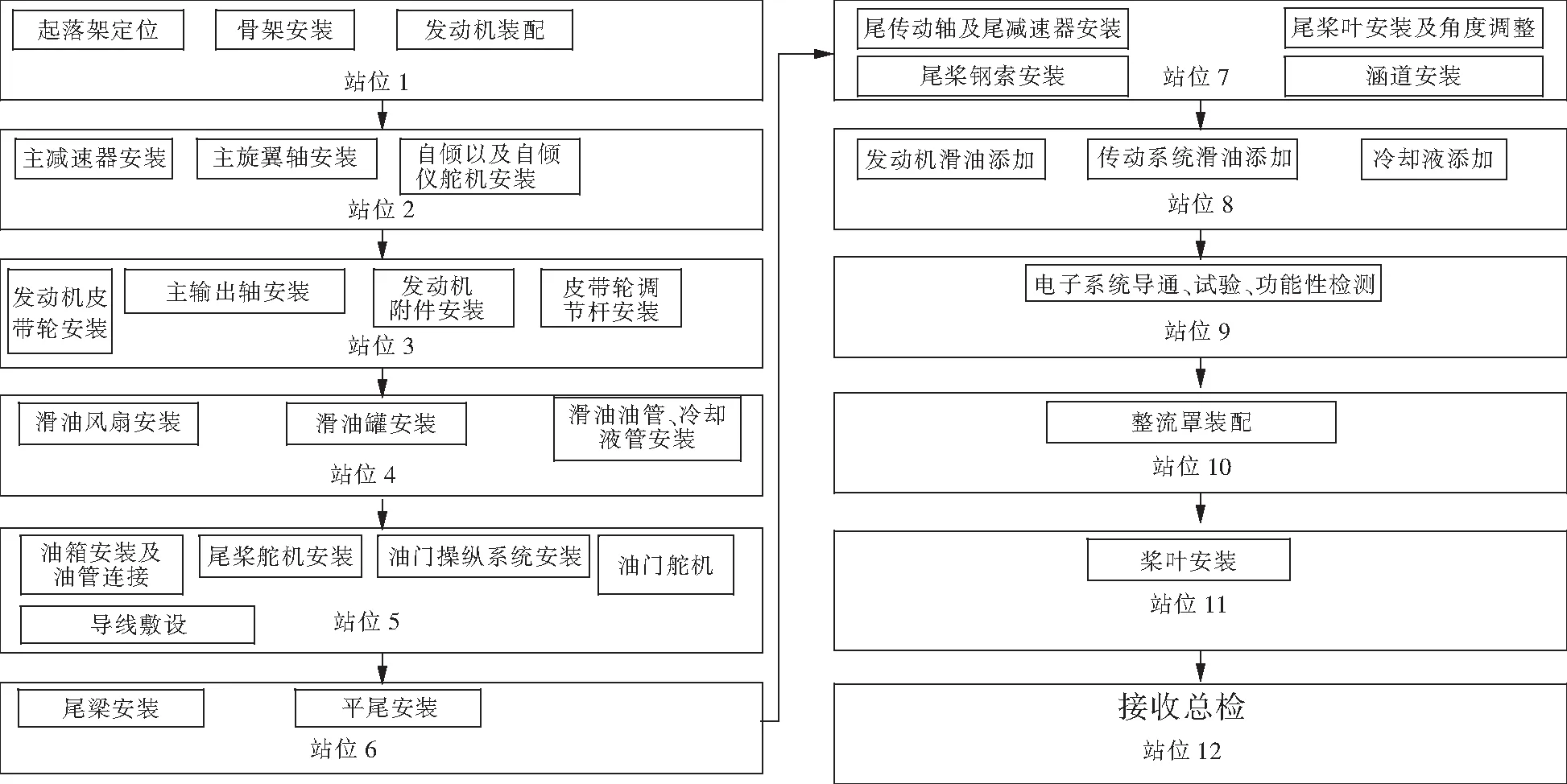
圖14 JH-1無人直升機工藝流程圖

圖15 裝配平面布置圖
2站位:主減速器安裝;主旋翼軸(旋翼軸上帶有自動傾斜儀、自動傾斜儀控制舵機模塊等部件)安裝;自動傾斜安裝;自動傾斜儀控制舵機安裝。
3站位:發動機皮帶輪安裝;主輸出軸安裝;發動機附件(包括排氣管、空濾、骨架擋桿、油泵等)安裝;皮帶輪調節組件安裝。
4站位:滑油風扇安裝;滑油罐安裝;油管及冷卻液管安裝。
5站位:油箱安裝及油管連接;尾槳舵機、油門舵機安裝;油門鋼索安裝;導線敷設。
6站位:尾梁安裝;平尾安裝。
7站位:尾傳動軸連接;尾減速器固定;尾槳葉安裝及角度調整;尾槳鋼索安裝及調整。
8站位:發動機滑油,尾減速器、主減速器滑油,冷卻液,離合器油添加。
9站位:電氣系統電纜導通、絕緣,系統功能性試驗、檢測、調整。
10站位:整流罩修配及安裝。
11站位:槳轂及槳葉安裝。
12站位:系統總檢。
2.2 JH-1無人直升機生產節拍及機器人、電子看板布局確定
根據無人直升機站位上的勞動強度、質量要求以及站位工作節拍的基本平衡,將機器人布局于第1、2站位,完成發動機及主旋翼軸安裝工作;將助力臂布局于第10、11站位,完成槳葉及整流罩的吊運安裝工作;按生產調度要求,將6塊顯示屏布置于第2、3、5、7、10、12站位上。
2.3 JH-1無人直升機裝配運行驗證
在上述工作流程完成的基礎上,按JH-1無人直升機的具體要求,對輕型直升機裝配生產線進行實地安裝、調試、投入運行,各站點工作情況均正常。
1)6個站位有電子看板,實時統計工位完成情況及計劃節點進度,并與公司智能管理系統DFIMS、互聯網接口相連接,提供整體運行狀態監控,建立統一的生產管理數據存儲以及統計查詢報表,能實現年產200架機的裝配目標。
2)發動機安裝工序及旋翼軸安裝工序使用了日本FANUC公司的兩臺R-2000iC/165F、R-2000iC/210F型機器人。發動機安裝工序原先需要4至5個人工作3、4個小時才可完成,現在只需一個人半個小時即可;旋翼軸安裝工序原先需3個人使用吊車2個小時裝配完畢,現只需1個人半小時安裝完畢。
3)槳葉安裝及整流罩安裝采用了3臺ARMTEC DA200助力臂。槳葉安裝工序原需4人工作2小時才可完成,現在只需2人20分鐘即可;整流罩安裝工序由原3人3小時裝配完畢減輕到只需2人1小時安裝完畢。
通過輕型直升機裝配生產線的試運行,生產線能滿足公司現代管理要求并減輕勞動強度,提高裝配質量,改善現場環境,極大地提高工作效率,滿足直升機小批量、多品種生產的要求。
3 建議與展望
本文設計的輕型直升機裝配生產線與國內外先進的生產線相比,仍處于初級階段,但已在精益制造方向上邁出了第一步。現就如何進一步完善裝配生產線,展望數字化、柔性化智能裝配生產線的未來,提出一些建議和想法。
1)增加必要的數字化檢測設備,如檢驗壓力測試儀、力矩測量儀、激光跟蹤儀等(見圖16),以加強裝配過程在線檢測與監控。同時還可應用激光跟蹤儀等先進設備對部件進行測量定位,并在激光定位器的支撐下進行調姿,完成部件自動化對合裝配及整機的水平測量,并且在稱重儀的配合下完成重心等技術參數的測定。
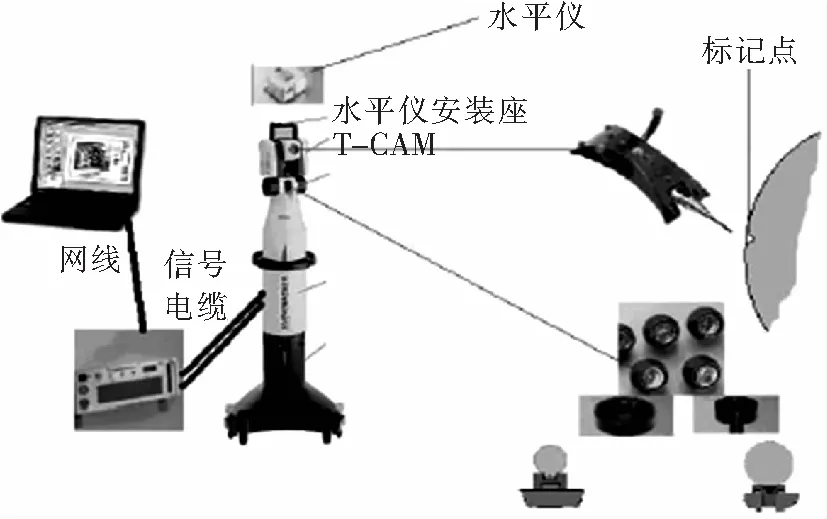
圖16 激光跟蹤儀組成圖
2)以發展柔性化裝配生產線為牽引,大力推進信息化軟硬件平臺建設。消除公司“信息孤島”現象,實現產品設計、工藝、裝配、檢驗和現場管理等各環節的信息高度集成。加速5G微波站建設,形成WiFi5G微波網全覆蓋,使公司具有光纖與微波兩個先進的信息網絡系統。
3)盡快建立多型號產品的三維數字化模型,使計算機輔助設計與制造(CAD/CAM)、裝配、測量、檢驗、管理等實現真正的高度集成。從源頭上提供數字量傳遞基礎數據,數字化柔性裝配生產線才有可能真正實現[3]。
4 結束語
數字化、智能化裝配技術代表了現在航空制造的發展方向,柔性裝配以及脈動生產線的應用,大大提高了直升機裝配的質量和效率。智能化裝配更適應多品種、變批量、低成本、高質量、快速研制的必然選擇。該技術的應用不僅是技術創新,更是給管理理念與體制帶來了巨大的沖擊與變革。