硫化鎳精礦微負壓濃硫酸焙燒浸出試驗研究
2020-04-20 05:51:12田建華
世界有色金屬 2020年3期
關鍵詞:工藝
田建華
(廣西銀億新材料有限公司,廣西 玉林 537000)
近些年,由于新能源汽車產業的迅猛發展,各電池材料生產商都在搶占氫氧化鎳中間品市場。而硫化鎳精礦品由于浸出難度較大,市場供應相對富余,為此,研究開發安全、高效的硫化鎳精礦浸出工藝就變得很有意義。
硫化鎳主要有火法、濕法、微生物等浸出工藝[1],濕法浸出工藝主要有氧壓浸出、常壓氨浸法、加壓氨浸法等[2]。本試驗探索一種新的浸出工藝——微負壓濃硫酸焙燒浸出。
1 試驗
1.1 試驗原料
硫化鎳精礦為國外某濕法冶煉企業,使用H2S沉鎳產出的硫化鎳精礦,外觀為黑色,散形狀粉末,純度較高,化學成 分(%):Ni 50.11、Co 0.73、Mn 0.0065、Fe 6.37、Cu 0.0062、Zn 0.47、S 32.01、H2O 8.0。
1.2 實驗原理
1.2.1 濃硫酸焙燒浸出
硫化鎳精礦中,主要有價金屬以硫化物形式存在,本工藝利用濃硫酸的強氧化性將S2-氧化,以S單質析出,自身被還原放出SO2氣體,有價金屬生成可溶硫酸鹽得以回收。主要方程式如下:

由于98%的濃硫酸沸點高達338.2℃,因此,本方法不需要加壓即可保證有較高的反應溫度。微負壓是為了將反應產生的SO2氣體,引入尾氣吸收裝置,因此只需略低于常壓即可。
1.2.2 硫磺回收
在125℃~158℃時,單質硫具有很低的粘度(0.096-0.079P),近似于水的粘度,此時硫單質具有良好的流動性,熱熔過濾法就是基于此原理使浸出渣中的硫單質與其他物質分離,達到硫磺回收的目的。
1.3 試驗方法及設備
浸出:稱取一定量的鎳精礦于瓷坩堝,加濃硫酸混合均勻,置于真空管式爐內,開啟抽氣泵,保持管內微負壓,開啟加熱電源,達到預定溫度后,開始計時,反應結束后,取出物料,加水攪拌溶解1h,浸出渣加水洗滌至近中性,分析檢測,計算回收率。
硫磺回收:取一定量洗滌至近中性的硫化鎳浸出渣,在電熱鼓風爐內105℃烘干,再升至130℃恒溫,使之融化,在保溫狀態下熱過濾,分離得到液體硫磺。
主要實驗設備:1200℃開啟式管式爐(SKGL-1200C);電熱鼓風干燥箱(DL-101-2SB)。
2 結果與討論
2.1 濃硫酸焙燒浸出
2.1.1 焙燒溫度
稱取鎳精礦25g、濃硫酸75g,一式六份,混合均勻,分別在160℃、170℃、180℃、190℃、200℃、210℃、220℃條件下,焙燒浸出6h,反應物料加水攪拌溶解1h,浸出渣加水洗滌至近中性,分析檢測,計算回收率。溫度對浸出率的影響見圖1。
從圖1可以看出,隨著溫度的升高,鎳浸出率隨之提高,當焙燒溫度為200℃時,鎳精礦的浸出率為99.63%,且隨溫度繼續升高,浸出率趨于平緩,因此焙燒溫度定為200℃。
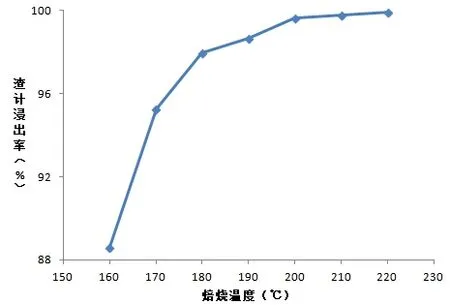
圖1 焙燒溫度對浸出率的影響
2.1.2 焙燒時間
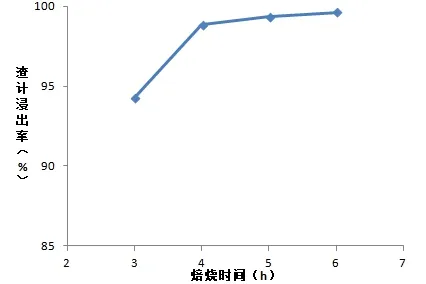
圖2 焙燒時間對浸出率的影響
稱取鎳精礦25g、濃硫酸75g,一式四份,混合均勻,在200℃條件下,分別焙燒浸出3h、4h、5h、6h,時間對浸出率的影響見圖2。
從圖2可以看出,隨著時間的延長,鎳浸出率隨之提高,當焙燒時間為4h時,鎳精礦的浸出率為98.87%,且隨時間的延長,浸出提高不明顯,因此焙燒時間定為4h。
2.2 硫磺回收
取硫化鎳浸出渣,加水洗滌至近中性,105℃烘干至恒重,測得硫磺含量為93.4%。取2000g干渣,置于烘箱130℃恒溫熱熔,趁熱過濾,得到硫磺1716.1g,硫磺回收率為91.87%,經檢測分析硫磺達到商品硫磺優等品指標(GB/T2449.1-2014)。浸出渣回收硫磺后,可返回進行二次焙燒浸出。
3 結論
通過硫化鎳精礦的濃硫酸焙燒浸出實驗,得出最佳的浸出工藝條件:溫度200℃、時間4h、酸礦比2.5,在此條件下鎳的浸出率為98.73%,渣含鎳1.92%。熱熔回收91.87%的硫磺后,渣含鎳富集7倍,可再次返回焙燒浸出,進一步提高鎳、硫的回收率。該工藝流程短、能耗低。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
