曲軸機加工過程中動平衡常見問題案例解析
2020-04-20 11:08:20李慧玲
時代汽車 2020年5期
李慧玲


摘 要:在采用曲軸初始質量定心,加工中心加工質量中心孔,曲軸加工完成后進行最終動平衡工藝的生產線,存在質量定心設備與加工中心對接,加工中心質量中心孔加工準確性,毛坯不平衡量穩定性,毛坯質量中心、幾何中心、成品質量中心一致性,上述因素都會影響曲軸動平衡,造成工、料廢。在實際生產中,需要解決因動平衡造成的損失。本文將列舉我們在生產過程中的兩個動平衡的典型案例,來探究動平衡問題在生產線上如何成功應用。
關鍵詞:曲軸制造;質量中心;動平衡
1 引言
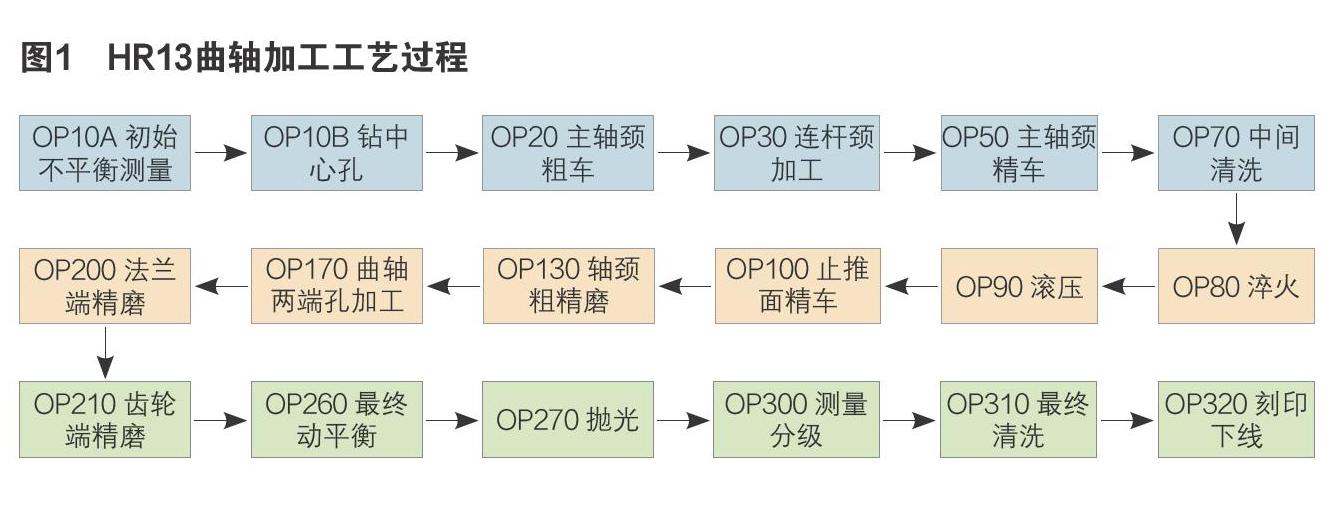
東風雷諾HR13曲軸線,生產1.3T發動機曲軸,加工工藝如下圖1:HR13曲軸加工工藝過程。采用了毛坯上線測量初始不平衡量,動平衡設備根據不平衡量計算兩端中心孔坐標,并將兩端中心孔坐標傳輸給鉆孔加工中心,加工中心根據傳輸坐標進行兩端孔加工。在余量加工完畢后,對成品進行最終動平衡。從毛坯上線到成品最終動平衡,大量工件在生產線上,如果不先解決動平衡問題,將會造成大量因動平衡產生的工、料廢。
目前我們在生產線調試和試切中遇到的主要動平衡問題,我們以典型案例的形式來闡述。
2 現場因設備數據傳輸問題導致的動平衡問題案例
為保證兩工序數據傳輸正確,加工中心鉆孔準確性,可以采用線外動平衡機進行檢測,但是對于幾何中心和質量中心一致性高的毛坯,存在坐標數據有誤的情況也無法發現。
在HR1曲軸線調試時,采用1A模號的毛坯,1A毛坯不平衡量穩定,不平衡量小,OP10A計算得到的質量中心坐標數值小(見表1:OP10A 1A毛坯測量數據),也可以理解為毛坯幾何中心與質量中心一致性高。OP10B打孔后,在線外動平衡上測量OK,加工至OP260最終動平衡也合格,坐標錯誤問題點未被發現。
因毛坯改模,切換為1D模號的毛坯,1D毛坯在線上加工,打孔后發現動平衡超差,OP10A動平衡測量無異常(見表2:OP10A 1D毛坯測量數據),為了確認OP10B打孔正確性,在三坐標上編制特殊程序進行幾何中心與質量中心位置的檢測。
根據OP10A輸出數據:法蘭端X=0.266、Y=0.43,齒輪端X=-0.288,Y=0.351(圖2:質量中心孔理論計算位置),OP10B加工完成后,在三坐標進行測量(圖4:三坐標測量報告),來判斷出質量中心孔在曲軸上實際坐標位置(圖3:質量中心孔實際位置)。
從三坐標測量結果分析,發現法蘭端OP10B打孔坐標錯誤,修正OP10B坐標調用程序,重新試切驗證。
OP10A輸出數據:法蘭端X=0.146、Y=0.572,齒輪端X=-0.298,Y=0.239(圖5:質量中心孔理論計算位置),OP10B加工完成后,在三坐標進行測量(圖7:三坐標測量報告),來判斷出質量中心孔在曲軸上實際坐標位置(圖6:質量中心孔實際位置)。
OP10B坐標調用程序更改成功,線外質動平衡測量合格。
由于OP10B坐標調用程序很復雜,有大量的數學運算,所以如果出現打孔位置錯誤,只能通過別的方式來反推OP10B打孔位置是否正確,運用三坐標來驗證打孔位置的方式,值得推薦,可以作為在OP10A與OP10B調試初期解決數據傳輸的必要步驟。
3 毛坯余量分配導致的最終動平衡不合格案例
上述動平衡案例是生產線設備引起的,但很多動平衡問題是因毛坯余量分配問題導致的。對于曲軸,其實有三個中心:毛坯質量中心、幾何中心、成品質量中心,三個中心一致性好的毛坯,才能保證曲軸動平衡穩定,上述案例中1A毛坯就是三個中心一致性比較好的代表,但是1D毛坯盡管我們的毛坯質量中心加工對了,動平衡也合格,隨著加工過程中余量去除,在最終動平衡上,1D毛坯成品動平衡不合格。此類問題我們稱之為因毛坯余量分配導致的最終動平衡不合格案例,案例如下:
1D毛坯5件采用質量中心加工至OP260,測量發現曲軸動平衡不合格(表3:1D毛坯OP260測量數據)。但是在OP10A毛坯動平衡測量后,生成質量中心坐標,OP10B根據坐標進行中心孔加工,動平衡測量合格,隨著加工余量被去除,成品質量中心與毛坯質量中心差異出現,導致最終成品動平衡不合格。
根據表2:1D毛坯 OP10A測量數據和表3:1D毛坯OP260測量數據(注意:因工序設計原因,OP260與OP10A定義角度相差360度),OP260測量曲軸不平衡量分布角度與OP10A基本一致。運用OP260的數據計算出成品質量中心(圖8:OP260質量中心統計圖),補償至OP10A(圖9:OP10A質量中心補償圖)。補償后,OP10A計算補償值后,生成新的質量中心坐標值(表4:1D毛坯OP10A補償后測量數據)。按照新的坐標值加工工件至OP260,最終動平衡合格(表5:1D毛坯 OP260最終動平衡合格數據)。
對于不同模號的毛坯,在采用質量中心鉆中心孔的生產線上,最低風險是先小批量動平衡驗證。當然,從OP10A測量數據上也可以分析出此模號毛坯的毛坯質量中心、幾何中心和成品質量中心三者重合度是否高。例如1A毛坯鍛造工藝過程控制的好,從上述表1:1A毛坯 OP10A測量數據,初始不平衡量小,質量中心與幾何中心位置差異小,曲軸的動平衡好。而1D毛坯初始不平衡量大,從試切結果看,三個中心重合度低,這樣的毛坯在批量生產前,必須小批量加工,將最終動平衡數據分析后補償至初始動平衡測量機上。
4 結論
對于曲軸,動平衡問題是曲軸加工過程中經常出現的問題。上述兩個案例僅僅是生產線調試初期,毛坯試做初期遇到的問題,在批量加工中,還會有新的問題出現,需要我們長期關注曲軸動平衡問題,不斷探究,解決問題。
