變參數(shù)鉆削對(duì)CFRP/鋁合金疊層的孔徑精度影響
2020-04-22 06:51:06韋學(xué)文邱燕平廖文和
機(jī)械制造與自動(dòng)化 2020年1期
關(guān)鍵詞:工藝實(shí)驗(yàn)
韋學(xué)文,田 威,邱燕平,張 霖,廖文和,3
(1. 南京航空航天大學(xué) 機(jī)電學(xué)院,江蘇 南京 210016; 2. 洪都航空工業(yè)集團(tuán),江西 南昌 330024;3. 南京理工大學(xué) 機(jī)械工程學(xué)院,江蘇 南京 210094)
0 引言
飛機(jī)的結(jié)構(gòu)質(zhì)量影響飛機(jī)的運(yùn)載能力、飛行距離以及經(jīng)濟(jì)效益[1-2],因此飛機(jī)機(jī)體材料應(yīng)盡量選擇輕質(zhì)和高強(qiáng)度材料,以減輕飛機(jī)的結(jié)構(gòu)質(zhì)量。鋁合金密度低,耐腐蝕性能好,抗疲勞性能較高,且具有較高的比強(qiáng)度、比剛度,是飛機(jī)結(jié)構(gòu)中常用的金屬材料之一[3]。近年來,復(fù)合材料由于具有密度低、比強(qiáng)度高和比模量高的特性也被廣泛應(yīng)用到飛機(jī)結(jié)構(gòu)中,其中應(yīng)用最多的是碳纖維增強(qiáng)復(fù)合材料(carbon fiber reinforced plastics,CFRP),且占據(jù)了極其重要的地位[4]。在飛機(jī)部件裝配中,CFRP/鋁合金是一種常見的疊層結(jié)構(gòu),它們之間的主要連接方式為鉚接和螺接,因此,需要對(duì)CFRP/鋁合金疊層結(jié)構(gòu)進(jìn)行孔加工,麻花鉆鉆削制孔是主要方法[5]。疊層結(jié)構(gòu)制孔的孔徑精度是影響連接件疲勞性能的重要因素之一。ZITOUNE等[6]對(duì)CFRP/鋁合金疊層進(jìn)行了鉆孔實(shí)驗(yàn),結(jié)果顯示CFRP孔徑小于鉆頭直徑時(shí),會(huì)出現(xiàn)“縮孔”現(xiàn)象。D’Orazio等[7]發(fā)現(xiàn)CFRP/鋁合金疊層鉆削時(shí),CFRP入口處孔徑較大,出口處孔徑較小,而鋁合金的孔徑介于CFRP最大孔徑與最小孔徑之間。欒皓童等[8]則發(fā)現(xiàn)CFRP/鈦合金疊層鉆削中CFRP孔徑和鈦合金孔徑都大于刀具直徑,且CFRP孔徑比鈦合金孔徑大。可以看出,CFRP/金屬疊層結(jié)構(gòu)制孔不同層材料間的孔徑差異是一個(gè)普遍存在的現(xiàn)象。本文針對(duì)CFRP/鋁合金疊層使用麻花鉆進(jìn)行了鉆削實(shí)驗(yàn),分析了疊層孔徑差異的原因,提出變參數(shù)方案,并研究了變參數(shù)鉆削方法對(duì)疊層制孔孔徑精度的影響。
1 疊層材料定參數(shù)鉆削實(shí)驗(yàn)及結(jié)果分析
1.1 實(shí)驗(yàn)方案
實(shí)驗(yàn)采用的實(shí)驗(yàn)板為150mm×105mm×4mm的CFRP板(CCF300)和150mm×105mm×4mm的7075-T651鋁合金板。加工時(shí),CFRP板在上層,鋁合金在下層,即鉆削順序?yàn)橄茹@CFRP,后鉆鋁合金。實(shí)驗(yàn)所用的鉆頭為硬質(zhì)合金普通麻花鉆,鉆頭直徑為4.175mm。實(shí)驗(yàn)參數(shù)選取3組工藝參數(shù),分別為適合鋁合金鉆削的參數(shù)、折中的參數(shù)和適合CFRP鉆削的參數(shù),如表1所示。每組工藝參數(shù)鉆削6個(gè)孔。鉆孔完成后使用HEXAGON三坐標(biāo)測(cè)量機(jī)測(cè)量對(duì)CFRP和鋁合金不同位置的孔徑進(jìn)行測(cè)量,測(cè)量位置為CFRP、鋁合金各層的孔中間位置。以每種方案的6個(gè)孔測(cè)量結(jié)果的平均值作為實(shí)驗(yàn)結(jié)果。
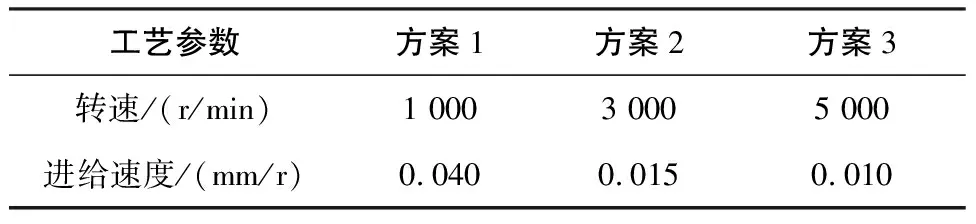
表1 定參數(shù)鉆削工藝參數(shù)
1.2 實(shí)驗(yàn)結(jié)果分析
鉆削孔徑測(cè)量結(jié)果如圖1所示,鋁合金與CFRP的孔徑差值如表2所示,其中差值計(jì)算方法為鋁合金孔徑減去CFRP孔徑。
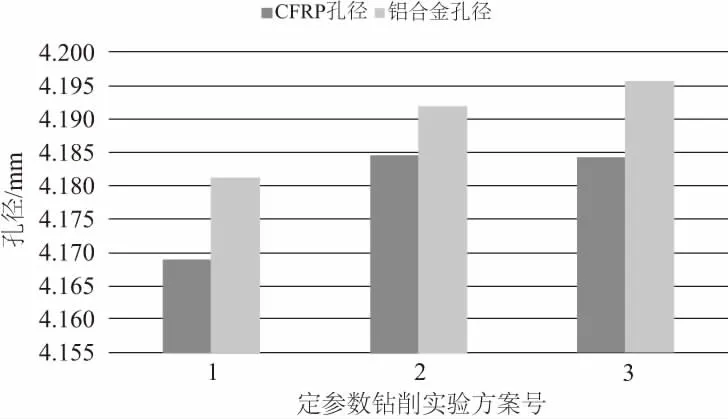
圖1 定參數(shù)鉆削孔徑

表2 定參數(shù)鉆削鋁合金與CFRP孔徑差值
從圖1可以看出,3種實(shí)驗(yàn)方案都出現(xiàn)了鋁合金孔徑大于CFRP孔徑的情況。其中,方案1轉(zhuǎn)速為1000r/min時(shí),由于轉(zhuǎn)速較低,碳纖維與刀具的研磨作用并不強(qiáng),鉆削溫度較低,鉆孔完成后CFRP孔壁回彈,導(dǎo)致孔徑小于鉆頭直徑,出現(xiàn)“縮孔”現(xiàn)象。這個(gè)工藝參數(shù)下鋁合金的孔徑僅僅比鉆頭直徑大了0.006mm,這可能是由于鉆頭旋轉(zhuǎn)不可避免的的微量偏心和振動(dòng)造成的,鋁合金孔徑應(yīng)當(dāng)是正常的。方案1兩種材料的孔徑偏差主要是因?yàn)镃FRP的縮孔導(dǎo)致。在方案3中,轉(zhuǎn)速為5000r/min,高轉(zhuǎn)速下碳纖維與刀具產(chǎn)生較大的摩擦,鉆削溫度升高,樹脂基體軟化被切除,CFRP孔壁回彈作用減小,導(dǎo)致CFRP的孔徑比方案1大。鋁合金層由于高轉(zhuǎn)速,切削振動(dòng)加劇,同時(shí)鉆削溫度的升高也加大了積屑瘤產(chǎn)生的風(fēng)險(xiǎn),這兩種因素共同作用下鋁合金的孔徑也比方案1有所增大,同時(shí)由于方案3的切削振動(dòng)和進(jìn)給速度降低導(dǎo)致的排屑變得困難,這些因素也會(huì)對(duì)上層已經(jīng)加工的CFRP孔壁產(chǎn)生影響。方案3兩層材料的孔徑偏差為0.0113mm,這個(gè)差距主要是由于鋁合金層高轉(zhuǎn)速下的孔徑偏大導(dǎo)致,相比較而言,CFRP比較適合5000r/min的轉(zhuǎn)速。方案2是折中的參數(shù)鉆削結(jié)果,對(duì)于方案2的參數(shù)來說,3000r/min下也會(huì)引起鋁合金層的切削振動(dòng),但比方案3要小,積屑瘤產(chǎn)生的幾率也小,因此鋁合金層的孔徑大于方案1但小于方案3。CFRP的孔徑比方案1大,和方案3差不多,這可能是因?yàn)?000r/min和5000r/min都是CFRP較為合適的轉(zhuǎn)速區(qū)間,二者的鉆削狀態(tài)相似。方案2作為折中的參數(shù),由表2可知其兩層材料孔徑差距是3種方案里面最小的,但仍有0.0074mm。需要指出的是,本文僅測(cè)量了孔徑差值,事實(shí)上,使用折中的參數(shù)鉆削時(shí),盡管兩層材料的孔徑差值有所降低,但兩層材料都達(dá)不到各自的最佳狀態(tài),其他方面如孔壁光滑度、鋁合金出口毛刺等會(huì)比以各自適合的加工參數(shù)下效果差。
2 疊層材料變參數(shù)鉆削工藝
由第1節(jié)可知,用同一種工藝參數(shù)鉆削CFRP/鋁合金疊層材料時(shí),難以同時(shí)滿足兩種材料的加工參數(shù)需求,因此采用變參數(shù)制孔工藝,即在CFRP層使用適合鉆削CFRP的參數(shù),在鋁合金層使用適合鋁合金鉆削的參數(shù),疊層界面區(qū)域工藝參數(shù)由適合CFRP的參數(shù)變?yōu)檫m合鋁合金的參數(shù)。為方便下文敘述,定義鉆削區(qū)段的工藝參數(shù)為(n,f),其中n代表轉(zhuǎn)速,f代表進(jìn)給速度。設(shè)CFRP鉆削區(qū)段的工藝參數(shù)為(nc,fc),鋁合金鉆削區(qū)段的工藝參數(shù)為(na,fa)。疊層界面區(qū)域的工藝參數(shù)變化過程可以分為兩個(gè)方面,一是變參數(shù)方式,二是變參數(shù)位置。
2.1 變參數(shù)方式
根據(jù)鉆頭運(yùn)動(dòng)方式,可以將變參數(shù)方式分為階躍變參數(shù)和退讓變參數(shù)。
1)階躍變參數(shù):當(dāng)鉆頭以工藝參數(shù)(nc,fc)鉆削至某個(gè)位置時(shí),鉆頭停止進(jìn)給,將工藝參數(shù)變?yōu)?na,fa)后繼續(xù)鉆削,如圖2所示。
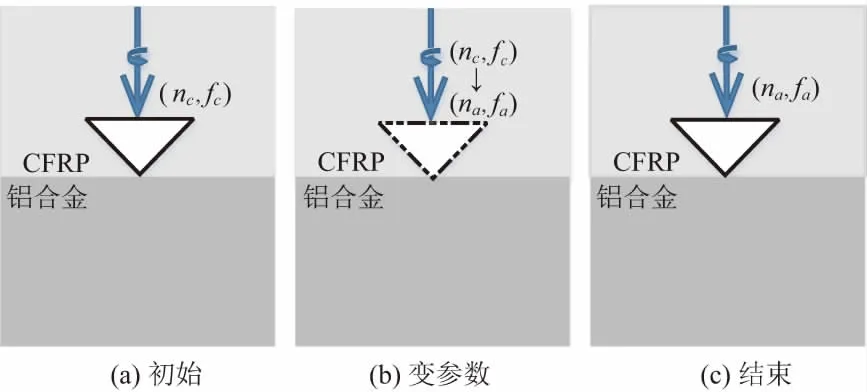
圖2 階躍變參數(shù)
2) 退讓變參數(shù):當(dāng)鉆頭以工藝參數(shù)(nc,fc)鉆削至某個(gè)位置時(shí),鉆頭停止進(jìn)給并退出已加工孔外,將工藝參數(shù)變?yōu)?na,fa)后繼續(xù)鉆削,如圖3所示。
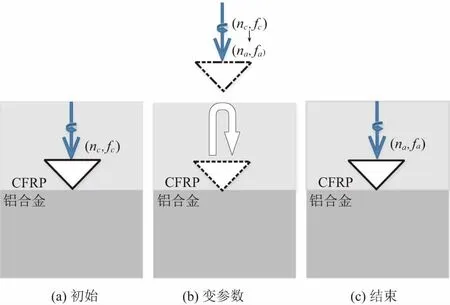
圖3 退讓變參數(shù)
2.2 變參數(shù)位置
對(duì)于階躍變參數(shù)和退讓變參數(shù),都是在鉆頭鉆削至某個(gè)位置時(shí)進(jìn)行變參數(shù),在不同的位置變參數(shù),效果也不相同。位置1:鉆心尖接觸鋁合金入口表面時(shí);位置2:鉆尖軸向厚度的一半鉆入鋁合金時(shí);位置3:鉆尖完全鉆入鋁合金時(shí)。以一級(jí)階躍變參數(shù)為例,如圖4所示。

圖4 變參數(shù)位置
3 疊層材料變參數(shù)鉆削實(shí)驗(yàn)及結(jié)果分析
3.1 實(shí)驗(yàn)方案
對(duì)階躍變參數(shù)和退讓變參數(shù)的不同變參數(shù)位置進(jìn)行了鉆削實(shí)驗(yàn),其中階躍變參數(shù)3種變參數(shù)位置構(gòu)成3種實(shí)驗(yàn)方案,退讓變參數(shù)3種變參數(shù)位置構(gòu)成3種實(shí)驗(yàn)方案,共計(jì)6種實(shí)驗(yàn)方案,每種實(shí)驗(yàn)方案鉆6個(gè)孔。變參數(shù)鉆削中,選取CFRP層的鉆削工藝參數(shù)為轉(zhuǎn)速nc=5000r/min,進(jìn)給速度fc=0.01mm/r,鋁合金層的鉆削工藝參數(shù)為轉(zhuǎn)速na=1000r/min,進(jìn)給速度fa=0.04mm/r。實(shí)驗(yàn)所用刀具、實(shí)驗(yàn)板材料、孔徑測(cè)量?jī)x器及測(cè)量位置與定參數(shù)鉆削實(shí)驗(yàn)相同。
3.2 實(shí)驗(yàn)結(jié)果分析
不同變參數(shù)方案的CFRP孔徑如圖5所示,鋁合金孔徑如圖6所示。
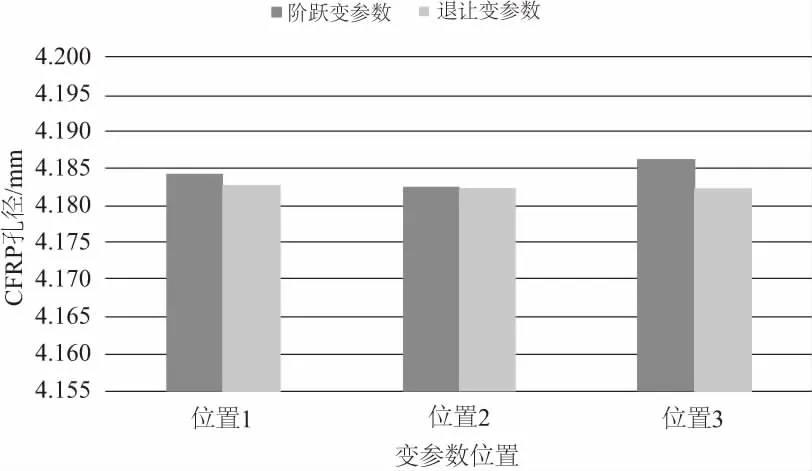
圖5 變參數(shù)鉆削CFRP孔徑
從圖5可以看出,在所有的變參數(shù)位置中,階躍變參數(shù)的CFRP孔徑都大于退讓變參數(shù)的CFRP孔徑,這種現(xiàn)象的原因?yàn)椋弘A躍變參數(shù)時(shí),鉆尖停留在孔內(nèi)部進(jìn)行參數(shù)變化,此時(shí)鉆頭并沒有停止轉(zhuǎn)動(dòng)。當(dāng)已加工的CFRP孔壁產(chǎn)生部分回彈時(shí),不停旋轉(zhuǎn)的鉆頭側(cè)刃對(duì)回彈部分二次切削,導(dǎo)致階躍變參數(shù)的CFRP孔徑比退讓變參數(shù)大。而當(dāng)鉆頭鉆入下層鋁合金后,鉆削情況變得平穩(wěn),從圖6可以看出階躍變參數(shù)和退讓變參數(shù)的鋁合金孔徑并沒有明顯差異。
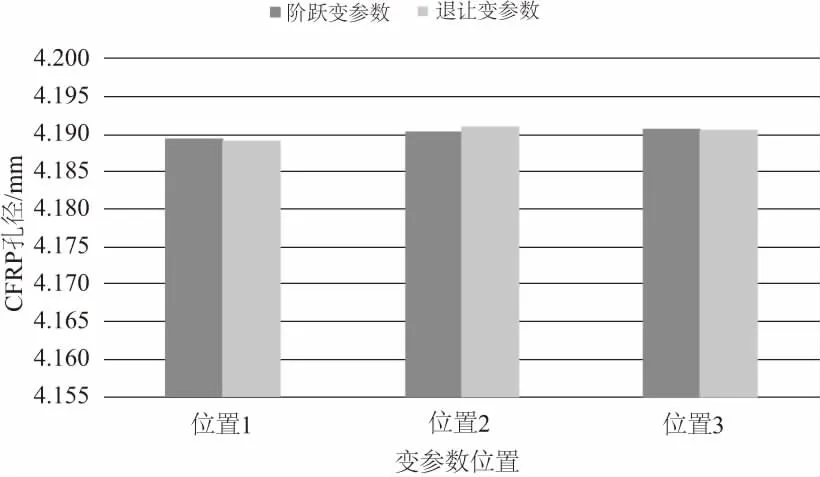
圖6 變參數(shù)鉆削鋁合金孔徑
對(duì)階躍變參數(shù)和退讓變參數(shù)下鋁合金與CFRP的孔徑差值進(jìn)行對(duì)比如圖7所示,孔徑差值的具體數(shù)值如表3所示。
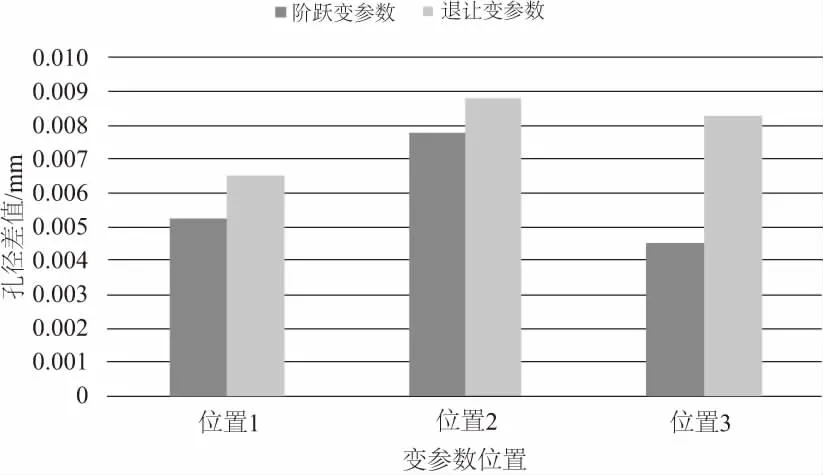
圖7 不同變參數(shù)方式下鋁合金與CFRP孔徑差值
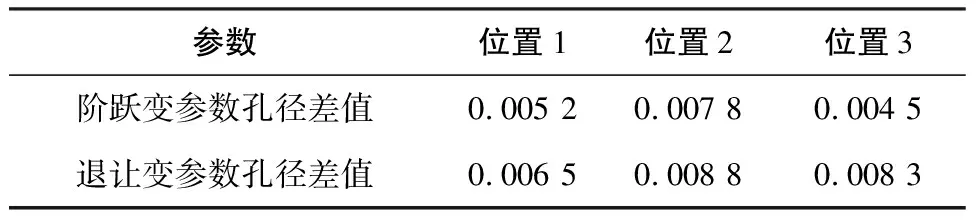
表3 變參數(shù)鉆削鋁合金與CFRP孔徑差值 單位:mm
由圖7可知,退讓變參數(shù)的孔徑差值比階躍變參數(shù)大。根據(jù)上面的分析,退讓變參數(shù)下CFRP孔徑比階躍變參數(shù)小,但鋁合金孔徑和階躍變參數(shù)接近,由于孔徑差值是鋁合金孔徑減去CFRP孔徑,這就導(dǎo)致了退讓變參數(shù)鋁合金與CFRP的孔徑差值比階躍變參數(shù)大。從圖7還可以發(fā)現(xiàn),變參數(shù)位置2的孔徑差值比位置1和位置3大,分析其原因可能為:位置2的時(shí)候,鉆尖一半鉆入下層鋁合金,一半留在上層CFRP,鉆削情況復(fù)雜,在這個(gè)位置進(jìn)行變參數(shù)會(huì)導(dǎo)致鉆削振動(dòng)增大,鉆削情況比位置1和位置3差。位置1和位置3之間沒有明顯區(qū)別。從表3可知,所有的變參數(shù)方案中,孔徑差值最大為0.0088mm,這一數(shù)值僅略大于定參數(shù)鉆削中最小的孔徑差值0.0074mm。所有變參數(shù)方案中孔徑差值最小的是階躍變參數(shù)的位置3,此時(shí)孔徑差值為0.0045mm,比定參數(shù)鉆削中的最小值0.0074mm減小了39.2%,這證明變參數(shù)鉆削工藝能顯著減小疊層制孔孔徑差值,從而提高孔徑精度。
4 結(jié)語
1) CFRP/鋁合金疊層定參數(shù)鉆削時(shí),因?yàn)閮煞N材料的性能差異,疊層鉆削存在孔徑差值過大的問題。當(dāng)使用1000r/min的低轉(zhuǎn)速鉆削時(shí),孔徑差值的原因主要是CFRP的回彈導(dǎo)致“縮孔”現(xiàn)象;當(dāng)使用5000r/min的高轉(zhuǎn)速鉆削時(shí),孔徑差值的原因主要是鉆削振動(dòng)增大,同時(shí)鉆削溫度升高,鉆削鋁合金時(shí)出現(xiàn)積屑瘤,導(dǎo)致鋁合金層孔徑偏大;當(dāng)使用3000r/min的折中轉(zhuǎn)速鉆削時(shí),孔徑差值有所降低,但鋁合金層仍有鉆削振動(dòng)現(xiàn)象。
2) 變參數(shù)鉆削CFRP/鋁合金疊層時(shí),由于階躍變參數(shù)鉆頭停留在孔內(nèi)部進(jìn)行參數(shù)變化,導(dǎo)致階躍變參數(shù)的CFRP孔徑比退讓變參數(shù)的大,從而縮小了鋁合金與CFRP的孔徑差值。
3) 不同的變參數(shù)位置,孔徑差值有所不同。當(dāng)鉆尖處于疊層界面中間時(shí),因?yàn)殂@削工況較差,這個(gè)位置下孔徑差值較大;當(dāng)鉆尖剛接觸下層鋁合金或鉆尖完全鉆入下層鋁合金后進(jìn)行變參數(shù)時(shí),孔徑差值并沒有明顯區(qū)別。所有的變參數(shù)方案中孔徑差值最大值為0.0088mm,這一數(shù)值僅略大于定參數(shù)鉆削中最小的孔徑差值0.0074mm。
3) 采用階躍變參數(shù)方式,當(dāng)鉆尖完全鉆入下層鋁合金時(shí)進(jìn)行參數(shù)變化的情況下,鋁合金與CFRP孔徑差值最小,為0.0045mm,比定參數(shù)鉆削中的最小孔徑差值縮小了39.2%,證明變參數(shù)鉆削可以有效降低CFRP/鋁合金疊層鉆削不同材料層的孔徑差值,提高孔徑精度。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學(xué)生數(shù)理化·中考版(2022年11期)2022-02-16 07:01:20
山東冶金(2019年6期)2020-01-06 07:45:54
小哥白尼(趣味科學(xué))(2019年6期)2019-10-10 01:01:50
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
發(fā)明與創(chuàng)新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03