船舶電氣設備標準支架的三種出圖方式分析
2020-04-22 20:27:07郭利強欒曉亮丁軍陳春維
中國水運 2020年1期
關鍵詞:自動化
郭利強 欒曉亮 丁軍 陳春維


摘 要:隨著船舶業(yè)下行壓力,降本增效依舊是本行業(yè)研究中的一個不變的主題。本文經過對近幾年本單位船舶電氣設備支架制作圖出圖方式的分析對比,得出規(guī)范化標準支架以及自動化出圖將會大大節(jié)省出圖人員的工作時間,極大地提高降本增效的效果,同時大大減少錯誤率。
關鍵詞:標準支架;出圖;自動化;降本增效;錯誤率
中圖分類號:U674? ? ? ? ? ? 文獻標識碼:A? ? ? ? ? ? 文章編號:1006—7973(2020)01-0075-03
近幾年,本單位對降本增效研究工作比較看重。本文對近幾年電氣設備支架制作圖出圖的方式進行總結,大概有三種出圖方式,分別為A類、B類、C類。
1 A類出圖
如圖1所示,A類出圖方式,按照不同設備分類,同一種設備支架代碼基本相同,就是腳高不同。如序號1、2、3對應的圖名火警探頭支架制作圖,其支架代碼可以命名為:HJTT-XXXA。其中,HJTT表示火警探頭支架,XXX表示不同腳高,A表示頂式安裝。
如圖2、圖3所示對應序號1、2表格的火警探頭支架制作圖出圖。該類出圖方式,腳高不同,就是對應的同一種設備支架也要重新出一張圖。同理,序號8、9對應的銅質水密插座支架制作圖也是如此。圖2、圖3就要對支架命名、腳高、序號重新編輯。在一艘船出圖時,會有許多同類設備,其支架腳高不同,就要復制許多制作圖,還要修改其支架命名、腳高、序號等。
A類支架制作圖,要將每一種設備支架在Structure中把該模型的幾種側視圖不可視化,虛線化,導出CAD圖紙,放大比例到1:1,然后根據支架大小對應不同比例,如常用的有2:1,3:1,4:1,6:1,8:1,10:1,12:1,15:1等。
放好圖框以后,要把失真的支架如四方行的直角做出圓弧,如圖2所示的R10標注的圓弧。標注安裝孔距離,底座板長寬厚,腳高,以及每種類型材料的序號,并且要在對應材料中把材料的型號一一對應填寫。往往出一個支架制作圖,要至少花費20分鐘,再加上有的支架圖比較復雜,出圖時間更長。另外,要編輯圖紙對應的工程號、分段號、重量(根據廠家要求填寫與否)、圖紙編碼序號等,還要把圖1目錄中的對應設備在第幾頁填上(做支架時工作人員好節(jié)省查找對應制作圖所用時間)。此外,支架圖的支架號編碼和對應的模型圖命名不同,如:YYY(分段號)-NST-001。在出圖時,出圖人員要花費許多時間去查找和確定是否有支架制作圖遺漏。
2 B類出圖
B類出圖按照設備的搭建方式,分類成不同的類型,如圖4中的底座號對應的編碼型號:DD,DA,AA,CC等。該類出圖,如同一種設備支架的序號6、7對應型號CC,和不同設備對應型號DD,如序號1為揚聲器支架和序號3、4為投光燈支架。但是不同設備對應同一型號的尺寸是不同的,從圖4中序號1和序號3對應的底座尺寸可以看出。
如果在模型中對支架屬性編輯好其開孔尺寸(腳高尺寸在底座號中可以看出,如序號1對應的DD/10W-300G/FF,其中300為腳高),可以在目錄中對設備制作圖各尺寸和材料進行快速編輯。其他標準模型里只需對分段號、頁碼號進行編輯。如果,對每一種型號做一分標準,那么可以節(jié)省不同分段出圖人員的出圖時間,減少一定錯誤率。但對那個出圖人員制作標準的編輯要求較高,要把尺寸和材料對應的標準中的尺寸填寫正確,如果標準有誤,那么不同分段的出圖人員復制后,會出現同樣的錯誤。同樣,因為目錄中數據較多,出圖人員在復制錯誤后,很難發(fā)現錯誤。
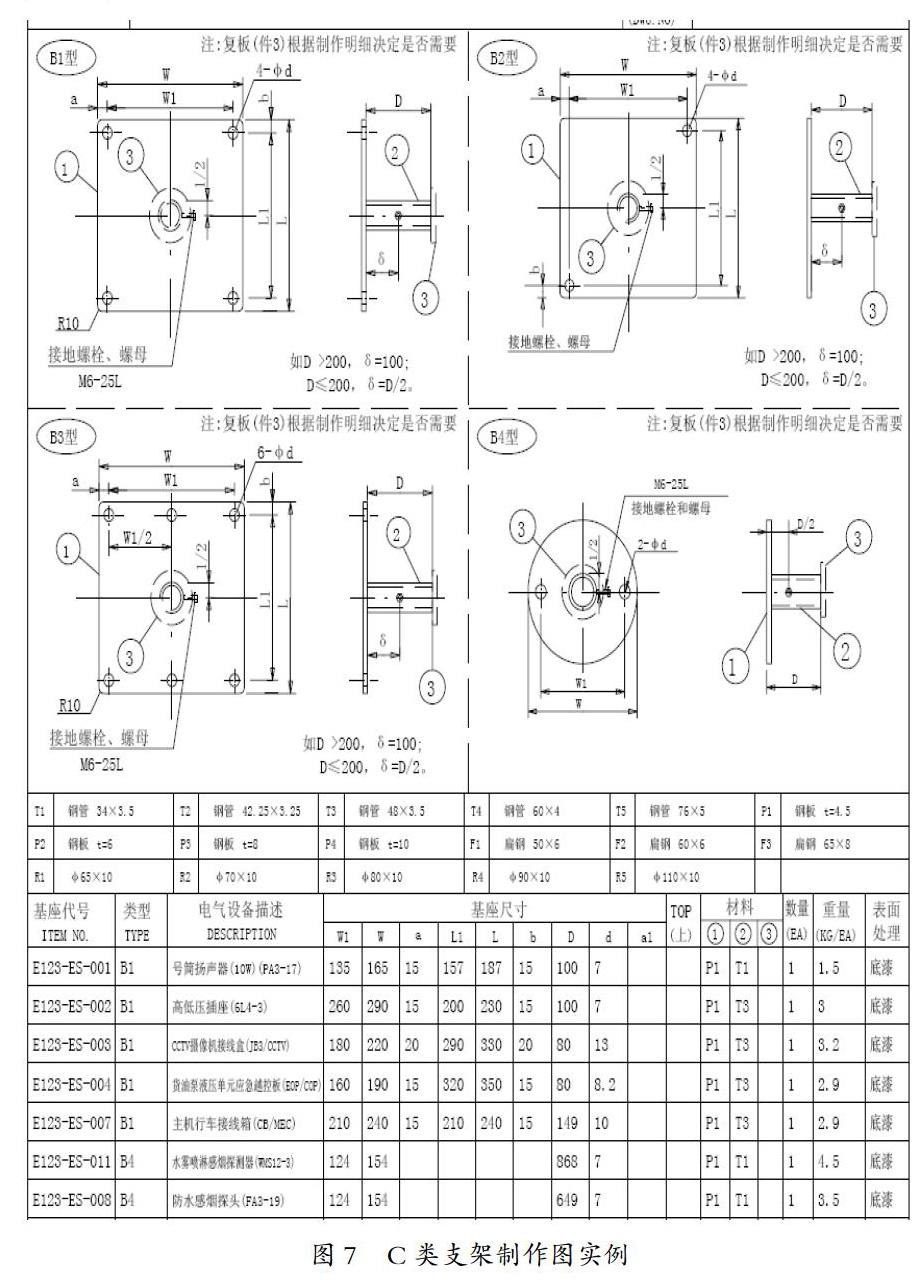
3 C類出圖
C類出圖采用了自動化出圖,該方式可以在Structure中,直接把目錄和對應的支架制作圖抽取,如圖6、圖7所示。該出圖方式查詢數據方便,模型支架出圖不會遺漏,并且設備支架尺寸比較準確,不用出圖人員去編輯。制作圖中不同的支架型號,支架尺寸和材料型號跟模型都一一對應。該種方式大大節(jié)省了出圖時間,并且錯誤率幾乎可以杜絕。
該自動化出圖要求在設備模型編輯尺寸時,要把設備的安裝孔距和孔徑編輯好尺寸數據,這里不能有錯誤。
4 三種出圖方式比較
從表1可以看出,B類和C類出圖方式比A類較節(jié)省時間,并且大大減少了錯誤率。C類出圖比B類出圖又大大節(jié)省了出圖時間,并且減少了錯誤率的發(fā)生。
因此,對支架制作圖規(guī)范標準化和自動化出圖可以大大節(jié)省工作人員的出圖時間,并且可以降低錯誤率的發(fā)生。
支架制作圖的規(guī)范化和自動化出圖跟支架模型的規(guī)范標準化和自動化息息相關,因此,對支架模型的規(guī)范化和自動化研究仍是降本增效的一個研究方向。
參考文獻:
[1]VYF458E1E42PB1F [S].
[2]CHB2001-EBFM-M02 [S].
[3]WS511-E123BT01 [S].
猜你喜歡
經營者(2016年12期)2016-10-21 07:39:01
中國科技博覽(2016年19期)2016-10-19 14:47:24
中國科技博覽(2016年19期)2016-10-19 13:40:37
中國科技博覽(2016年18期)2016-10-19 07:01:13
中國市場(2016年36期)2016-10-19 03:40:15
科學與財富(2016年28期)2016-10-14 21:28:54
科學與財富(2016年28期)2016-10-14 19:52:27
科學與財富(2016年28期)2016-10-14 19:49:55
科學與財富(2016年28期)2016-10-14 19:33:38
科學與財富(2016年28期)2016-10-14 03:14:22
