某電站機組氫氣儲罐報廢過程及PAUT技術應用
2020-04-23 05:57:24姜大超
無損檢測 2020年4期
徐 冰,姜大超
(蘇州熱工研究院有限責任公司,蘇州 215004)
在對某電站氫氣儲罐(為三類壓力容器,設計壓力為3.52 MPa,材料為16MnDR,壁厚封頭壁厚與筒體壁厚分別為32,30 mm)實施定期在役檢驗過程中,發現容器的焊縫中存在超標缺陷,儲罐的實物圖片與焊縫位置示意如圖1所示。經過一系列的缺陷處理及檢測,發現原超標缺陷位置附近存在一處記錄性缺陷(A超角度)。在容器進行水壓試驗后,再次對該處位置進行檢測,發現缺陷存在擴展的情況。

圖1 氫氣儲罐實物圖片與焊縫位置示意
基于此種情況,項目組經過分析和研究決定,對該容器實施100%的PAUT(相控陣超聲檢測),進一步檢測該容器在水壓試驗后的焊縫質量。
通過對該容器實施較為全面的PAUT,發現焊縫中存在3處擴展活動缺陷(裂紋)。
經容器檢驗綜合評價,建議對該容器進行報廢處理。然后對該容器的擴展缺陷進行失效分析,進一步確定檢測結論是正確的(因受專業限制,文章不對失效分析加以論述)。
PAUT技術在此次容器定期檢驗工作中的成功應用,為容器最終檢驗結論的出具提供了可記錄性的數據依據。
1 檢驗過程
2017年10月12日, 在對氫氣儲罐壓力容器定期檢驗中發現超標缺陷。缺陷實施返修、水壓試驗后該處缺陷消除,但超聲檢測發現該焊縫附近區域原未超標缺陷發生了擴展。
2018年8月1425日期間,在對該容器其他焊縫進行補充及100%的PAUT檢測后,共發現超標缺陷4處;其中,水壓試驗后檢測發現的擴展缺陷經PAUT檢測后,確認已發生擴展。
經容器檢驗師綜合考慮,認為該氫氣儲罐已不適合繼續使用,建議做報廢處理。
2 缺陷處理過程
2017年10月12日,在執行氫氣儲罐定期檢驗時,超聲檢測(UT)發現B6接頭位置存在一處缺陷,缺陷位于焊縫中心,深度距內壁17.3 mm,長度48 mm,波幅位于Ⅲ區,判定為裂紋(編號為1#缺陷)。依據TSG 21-2016 《固定式壓力容器安全技術監察規程》要求,需對該缺陷進行返修處理(該處在制造完工報告中以及后續針對該位置開展的射線檢測過程中,均未發現可記錄缺陷顯示)。
2017年12月19日,對其余對接接頭(A1、A2、A3、A4、A5、B2、B3、B4、B5)進行100%超聲檢測,發現B2接頭焊縫中存在一處缺陷(編號為B2-1#缺陷),缺陷深度距離內壁20.56 mm,其長度為23 mm,自身高度為2.75 mm(6 dB法),波幅位于Ⅱ區,評定級別為Ⅲ級,初步判定為夾渣(該處在制造完工報告中的射線檢測結果中為無可記錄缺陷顯示)。重新安排射線檢測,結果顯示缺陷為夾渣。依據TSG 21-2016標準要求,該處缺陷允許存在。B5接頭焊縫中發現一處缺陷(編號為B5-1#缺陷),其深度距離內壁15.55 mm,長度為10 mm,波幅位于Ⅱ區,評定級別為Ⅰ級,該缺陷為記錄缺陷,不需處理。
2018年5月3日,對B6接頭焊縫內壁裂紋缺陷進行返修處理,缺陷形貌如圖2所示。返修結束后,該位置經補焊和熱處理后,實施超聲檢測發現新增超標缺陷(編號為2#缺陷),其深度距離內壁18.3 mm,長度為22 mm,初步判斷為裂紋。5月10日,再次對返修后出現的缺陷進行打磨消除,缺陷形貌如圖3所示。打磨結束后補焊施焊前,再次對該區域實施超聲檢測,在此位置附近焊縫中發現超標缺陷(編號為3#缺陷),缺陷深度距離外壁24.1 mm,長度為12 mm。

圖2 B6接頭1#裂紋形貌
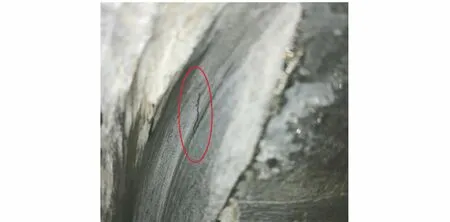
圖3 B6接頭2#裂紋形貌
2018年5月21日,對3#缺陷進行返修。返修位置補焊后對該位置進行超聲復檢,發現在缺陷返修區域邊緣95 mm處有一處缺陷(編號為4#缺陷),其深度距離內壁16.1 mm,長度為10 mm,波幅位于Ⅰ區(EL+0.9 dB),按程序評定為Ⅰ級,合格。
2018年6月13日,依據TSG 21-2016要求對儲罐進行水壓試驗,試驗壓力為4.4 MPa(耐壓試驗壓力=1.25倍設計壓力),試驗結果表明儲罐外壁及焊縫無滲漏或泄漏,無明顯的殘余變形,試驗過程中無異常響聲,水壓試驗結果合格。
2018年7月8日,水壓試驗結束后,對4#缺陷進行手動超聲復檢,結果表明4#缺陷發生擴展,擴展后的缺陷指示長度為25 mm,缺陷深度距離內壁17.5 mm,波幅位于Ⅱ區(SL+5.5 dB),評定為Ⅲ級,不合格。
7月12日晚間,對上述缺陷位置進行射線檢測,結果顯示未發現可記錄顯示。
2018年8月1425日,對所有環焊縫和縱焊縫(A/B類焊縫)進行100%PAUT及TOFD(超聲波衍射時差法)檢測,并對發現的缺陷進行手動超聲復核,共發現4處超標缺陷。
3 PAUT檢測工藝
采用GEKKO便攜式相控陣檢測儀,搭配5L32-0.5*10型探頭、多普勒 SD2-N55S型楔塊、FO02-005-1606型掃查架。
采用扇掃對焊縫實施檢測,扇掃角度為35°72°,角度步進為1°,聲束覆蓋示意如圖4,5所示。
參照DL/T 1718-2017 《火力發電廠焊接接頭相控陣超聲檢測技術規程》,使用CSK-ⅠA、PRB-Ⅱ試塊進行設備調試,必要的調試內容包括聲速、楔塊延遲、聚焦深度設置、定量校準、編碼器校準等。
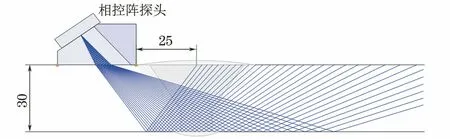
圖4 直射波聲束覆蓋
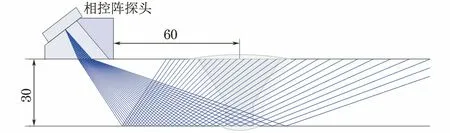
圖5 一次反射波聲束覆蓋
參照DL/T1718-2017規程,采用B級檢測技術,Ⅰ級驗收。
4 水壓試驗前后檢測數據匯總及最終評價結論的出具
4.1 水壓試驗前后數據匯總
對水壓試驗前后檢測數據匯總并分析,具體檢測數據見表1。
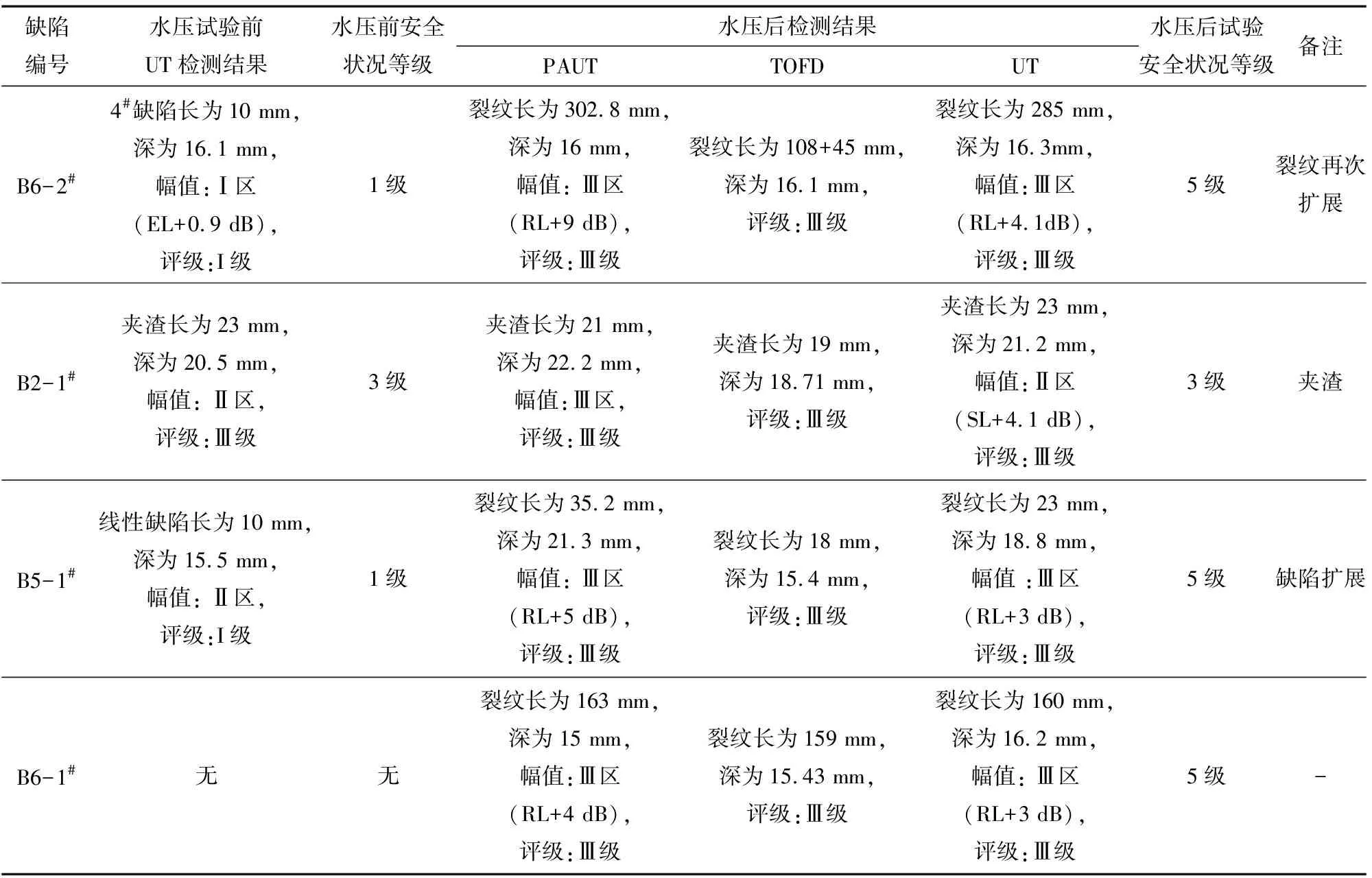
表1 氫氣儲罐水壓試驗前后缺陷信息匯總
4.2 裂紋缺陷列舉說明
如圖68所示為最終確定為裂紋缺陷的PA數據截圖。
圖6所示缺陷在首次定期檢查時已發現,該缺陷深度距離內壁15.55 mm,長度為10 mm,波幅位于Ⅱ區,評定級別為Ⅰ級。經水壓試驗后進行PAUT復查,發現該缺陷已發生擴展,由原本的Ⅱ區當量的Ⅰ級缺陷,變為當量為Ⅲ區超標缺陷。經手動超聲復查,檢測結果與PAUT檢測結果基本一致,且該缺陷有較明顯的回波根部較寬、多峰、分叉的特征(經分析,認為多峰、分叉的特征為超聲波遇到多個反射平面時發生的反射現象),檢測人員據此判斷該缺陷性質為裂紋,依據TSG 21-2016要求,該處缺陷不允許存在。
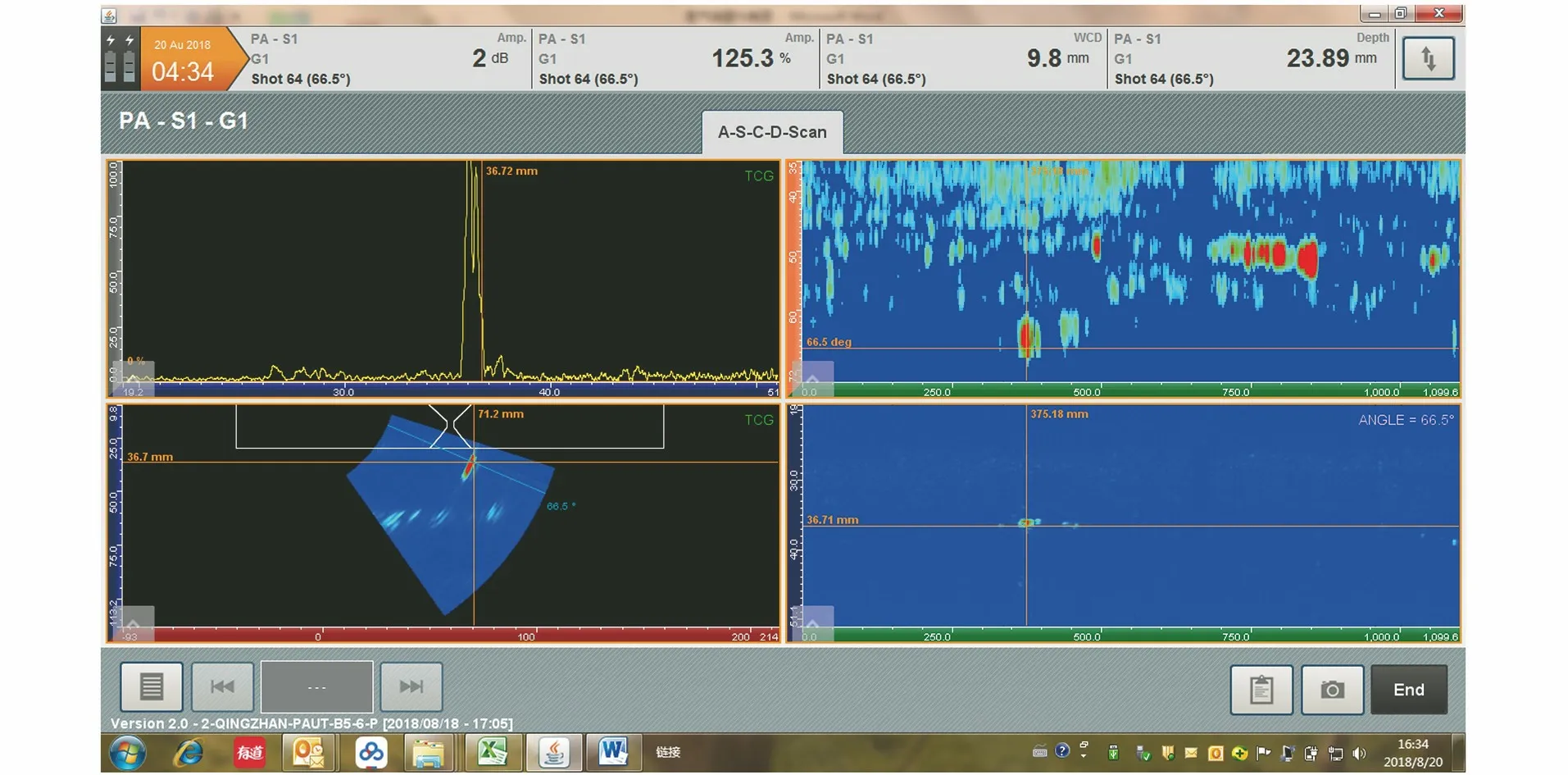
圖6 B5-1#裂紋缺陷的二次波PA截圖

圖7 B6-1#裂紋缺陷的一次波PA截圖
圖7所示缺陷在首次定期檢查時并未發現,經水壓試驗后進行PAUT檢測,發現該位置存在長為163 mm,深為15 mm,幅值為RL+4 dB的超標缺陷。經手動超聲復核,缺陷長度當量基本與PAUT的檢測結果一致。綜合分析,認為該處缺陷為焊縫金屬中原本就存在的不連續,其首次定期檢測時,波幅當量較小,不滿足NB/T 47013.3-2015 《承壓設備無損檢測 第3部分:超聲檢測》標準要求的記錄標準,從而使得該缺陷無檢測數據上的對比。該缺陷經水壓試驗后發生了擴展,檢測人員據此判斷該缺陷性質為裂紋,依據TSG 21-2016要求,該處缺陷不允許存在。
圖8所示的缺陷附近位置經過了反復的打磨、熱處理等返修處理(詳見第2節內容),在水壓試驗前,對該位置區域進行手動超聲檢測,發現返修部位附近存在一處Ⅰ區的記錄性缺陷,最大波幅位于Ⅰ區,長度為10 mm,且在該部位附近發現一處長度約為135 mm、斷續的、波幅小于Ⅰ區的線狀缺陷顯示,其端點波幅為評定線減3 dB。經水壓試驗后進行PAUT檢測,顯示該缺陷長為302.8 mm,深為16 mm,幅值為RL+9 dB,參照DL/T 1718-2017標準,應評為Ⅲ級。經手動超聲復核,該缺陷的位置和當量基本與PAUT檢測結果一致。即,該缺陷水壓試驗前后發生了較為明顯的擴展,可判斷該缺陷的性質為裂紋。綜合分析,認為該處位置焊縫金屬中,原本就存在不連續,且該處經過了反復的返修處理,焊縫殘余應力較大,水壓試驗后應力又進一步釋放,導致了缺陷的擴展(從超聲角度而言)。依據TSG 21-2016要求,該處缺陷不允許存在。
圖8 B6-2#裂紋缺陷的二次波PA截圖
4.3 檢驗結論的最終出具及失效分析的開展
2018年9月6日,項目組綜合檢驗結果,認為該氫氣儲罐已不適合繼續使用,建議更換,并進行失效分析。
2018年10月8日至2019年05月21日,完成儲罐的現場檢查、取樣、失效原因分析(因受專業限制,文章不對失效原因分析加以論述)。
5 結語
(1) 與常規A超檢測技術相比,PAUT技術具有更高的缺陷檢出率。A超的缺陷檢出率受檢測人員的責任心、技術能力和檢測經驗的影響較大。而PAUT技術的缺陷檢出率取決于檢測工藝的正確性、檢測工藝實施的正確性和評圖人員的能力和經驗。PAUT技術有效地減少了“人為因素”對缺陷檢出率的影響,更加可靠。檢測數據的可記錄性也是PAUT技術的突出優點,這對于核心設備的在役檢測更顯重要。
(2) 與射線檢測技術相比,超聲檢測對于面積型缺陷有更高的缺陷檢出率。就文中的初次容器定期檢驗發現的超標缺陷和最后出現的超標擴展缺陷,采用射線檢測技術,均無法檢出;即便是在實驗室的條件下,也無法檢測出B5-1#、B6-1#、B6-2#裂紋缺陷。而在役檢測中,面積型缺陷較體積型缺陷具有更大的危害性。
(3) 與TOFD檢測技術相比,PAUT檢測技術具有更高的缺陷檢出率;且TOFD檢測受上、下表面盲區影響,不易實施焊接接頭全范圍的有效檢測;缺陷高度檢測的可靠性是TOFD檢測技術的突出優點。綜合PAUT與TOFD檢測技術,可以制定更為完善、可靠的檢測工藝。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產業(2016年3期)2016-05-17 04:32:12
設備管理與維修(2015年12期)2015-04-09 06:57:24
