不銹鋼調(diào)整墊圈線性磁痕顯示的分析
2020-04-23 05:57:26劉素平
無損檢測 2020年4期
畢 波,張 策,劉素平,李 凌
(中國航發(fā)航空科技股份有限公司,成都 610503)
對某調(diào)整墊圈(材料為9Cr18不銹鋼,零件尺寸如圖1所示)進行中心導(dǎo)體法熒光磁粉檢測時,在墊圈內(nèi)孔發(fā)現(xiàn)多條軸向線性磁痕顯示(見圖2),與發(fā)紋顯示的形貌非常相似;且部分顯示明亮、兩頭尖細,與裂紋顯示較為相似。

圖1 調(diào)整墊圈尺寸示意
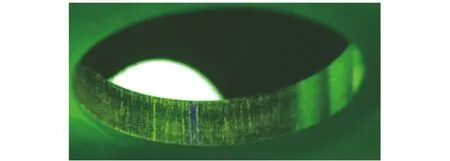
圖2 調(diào)整墊圈的線性磁痕顯示
對調(diào)整墊圈的其他區(qū)域進行磁粉檢測,未發(fā)現(xiàn)有異常磁痕顯示。在白光下用放大鏡對內(nèi)孔進行目視觀察,未發(fā)現(xiàn)有表面顯示痕跡。
可見,該類磁痕顯示難以分辨,給磁粉檢測工作帶來了極大困擾。
筆者從多個方面進行了分析,最終確認了顯示的性質(zhì),并通過試驗優(yōu)化磁化工藝參數(shù),排除了該類線性磁痕顯示的影響。
1 磁痕顯示性質(zhì)的確定
1.1 熒光滲透檢測法復(fù)查零件
用超聲波清洗機清洗零件后,對零件進行熒光滲透檢測(親水性后乳化4級靈敏度),未發(fā)現(xiàn)任何顯示。
1.2 金相法檢查
為確定線性磁痕顯示的性質(zhì),分別對線性磁痕顯示部位的橫截面和縱截面磨制高倍試樣進行觀察。觀察發(fā)現(xiàn)了兩個截面方向均有金相組織不均勻現(xiàn)象,縱截面上可見帶狀偏析的特征:方向、位置與磁粉顯示的方向和位置一致,如圖3(a)所示,且未見裂紋、發(fā)紋和冶金夾雜等缺陷;高倍下觀察可見帶狀組織為碳化物偏析,如圖3(b)所示。
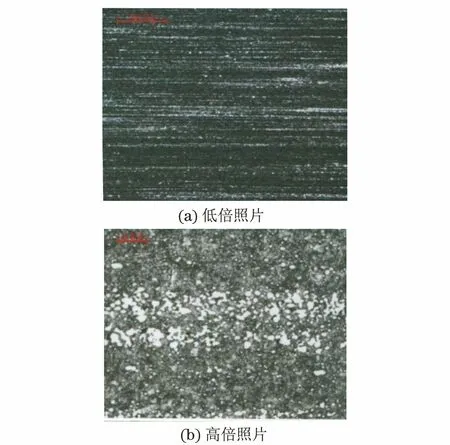
圖3 縱截面磨制試樣的金相照片
由以上分析可知,調(diào)整墊圈的磁痕顯示與碳化物帶狀偏析有關(guān)。
1.3 磁痕形成原因分析
9Cr18不銹鋼材料為高鉻馬氏體不銹鋼,化學(xué)成分(質(zhì)量分數(shù))如下:C為0.90%1.00%,Mn不大于0.70%,Si不大于0.80%,S不大于0.025%,P不大于0.030%,Cr為17.00%19.00%,Ni不大于0.60%。鉻比鐵更容易與碳結(jié)合,使得碳和鉻在材料中的分布出現(xiàn)不均勻現(xiàn)象,從而形成鉻的碳化物偏析[1-3]。
由于碳化物偏析的磁導(dǎo)率比基體的低,磁粉檢測時在碳化物偏析處會形成漏磁場,從而形成線性磁痕顯示[4]。
2 磁痕顯示形成的試驗分析
2.1 原磁化工藝分析
該調(diào)整墊圈內(nèi)孔的磁粉檢測采用濕法熒光磁粉三相全波整流電中心導(dǎo)體連續(xù)法檢測,按HB/Z 72-1998 《磁粉檢測》相關(guān)要求,磁化規(guī)范的確定如下:① 由標準中給出的公式計算所需施加的磁化電流值(安匝數(shù));② 用標準中規(guī)定的標準試片估計法估計所施加的磁場強度大小;③ 由毫特斯拉計測定所施加的磁場強度。
必要時,可綜合運用幾種方法。
且該標準中規(guī)定,磁粉檢測所需施加的磁場強度沿制件表面的切向分量最小值分別為2 400 A·m-1(連續(xù)法)和8 000 A·m-1(剩磁法),應(yīng)確保磁化時制件受檢部位的磁場強度均不小于最小值。由于該零件內(nèi)孔的結(jié)構(gòu)限制,使用標準試片和毫特斯拉計均較為不便,且該零件形狀規(guī)則,因此采用公式法確定磁化電流。
HB/Z 72-1998中關(guān)于中心導(dǎo)體法的公式規(guī)定如表1所示(表中I為電流,D為制件直徑,對非圓柱形制件D=周長/π)。
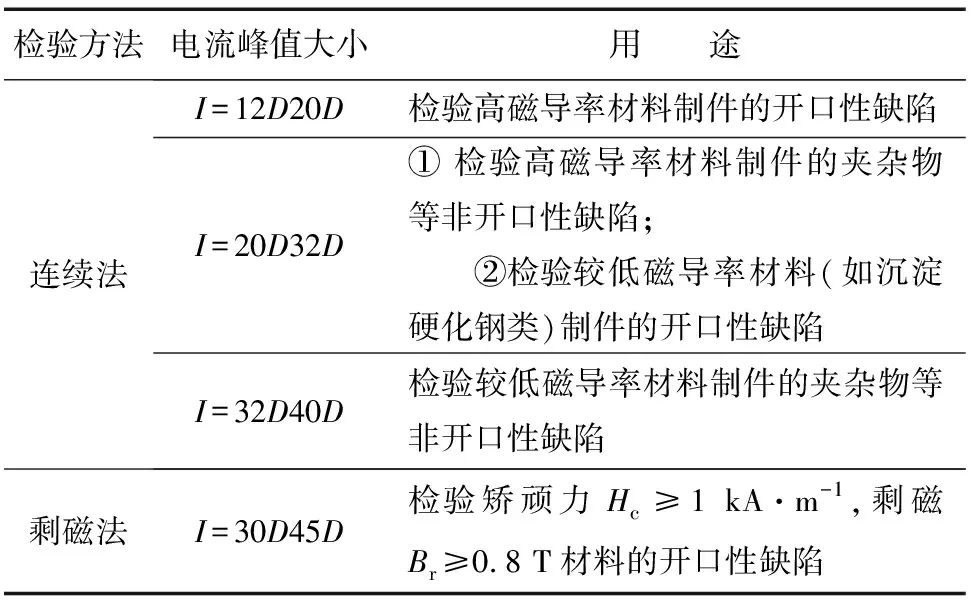
表1 中心導(dǎo)體法經(jīng)驗公式
9Cr18為高磁導(dǎo)率材料,驗收要求為不允許發(fā)紋、裂紋缺陷,按標準相關(guān)規(guī)定,為發(fā)現(xiàn)試件表面及近表面的缺陷,使用三相全波整流電(以下試驗過程無特殊說明均使用三相全波整流電),按公式I=20D,選取內(nèi)孔磁化電流值為360 A。
以該電流對零件內(nèi)孔進行磁化檢查時,即發(fā)現(xiàn)如圖2所示的線性磁痕顯示。
2.2 降低磁化電流試驗
將零件退磁,從100 A開始,逐步增大磁化電流,對零件進行磁粉檢測,記錄檢測顯示結(jié)果,如表2所示。
磁場強度應(yīng)根據(jù)所需的檢測靈敏度要求、制件條件及檢測條件等來確定,但磁場強度不應(yīng)太大,以免磁粉的非相關(guān)顯示聚集掩蓋相關(guān)磁痕顯示[5]。
筆者懷疑I=20D的磁化電流在零件內(nèi)孔產(chǎn)生了過大的磁場強度,從而引起碳化物偏析的過強顯示。
2.3 塔形試樣的檢測試驗
該調(diào)整墊圈由φ60 mm的棒料加工而成,為進一步探究偏析顯示的分布狀況及偏析磁痕顯示的特性,用該棒料加工一特殊塔形試樣,其尺寸如圖4所示。
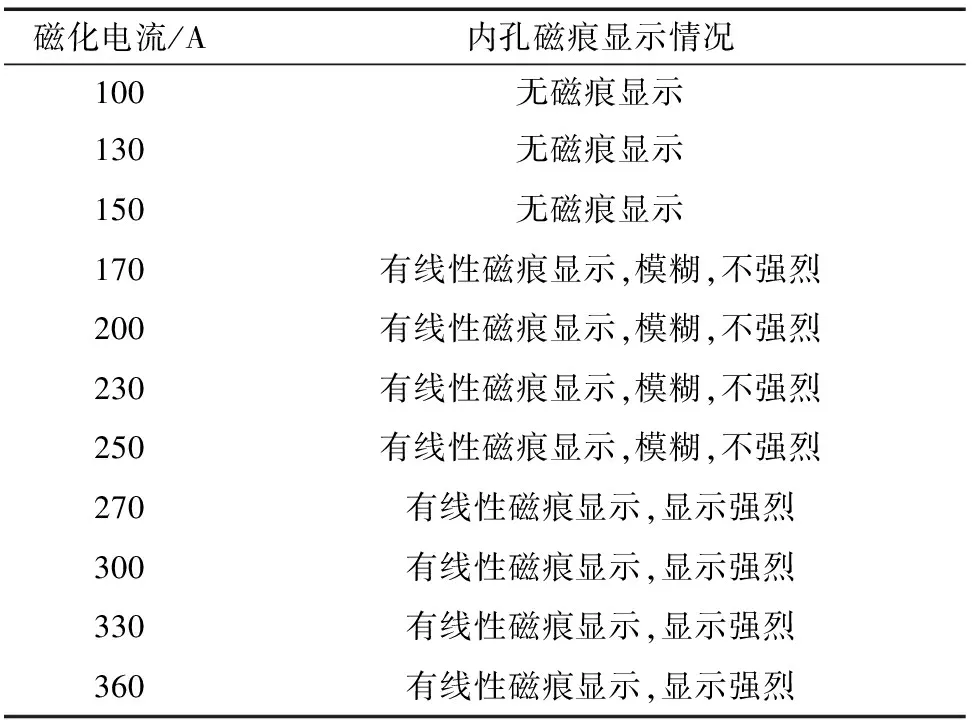
表2 不同磁化電流的磁痕顯示
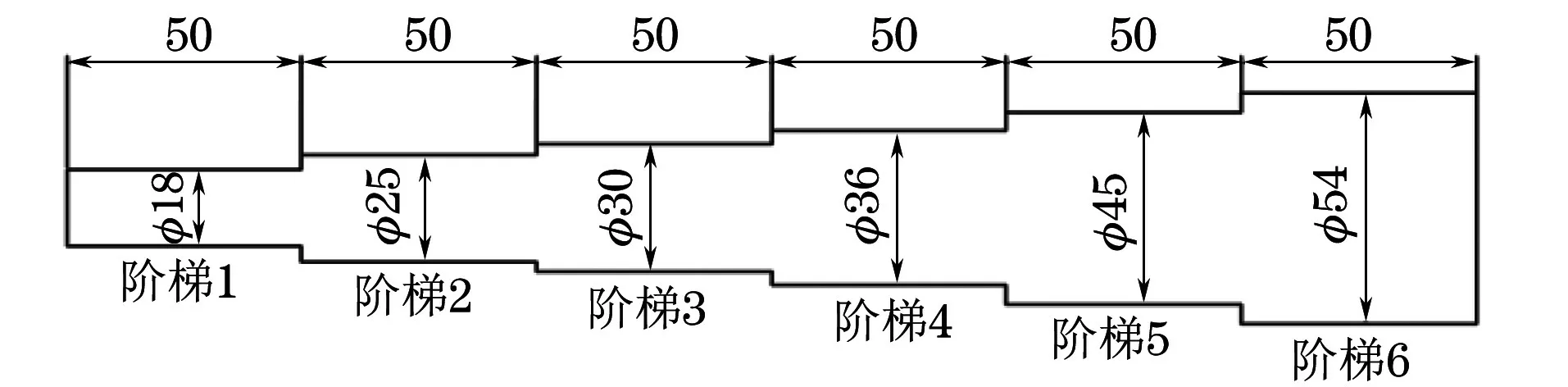
圖4 塔形試樣尺寸示意
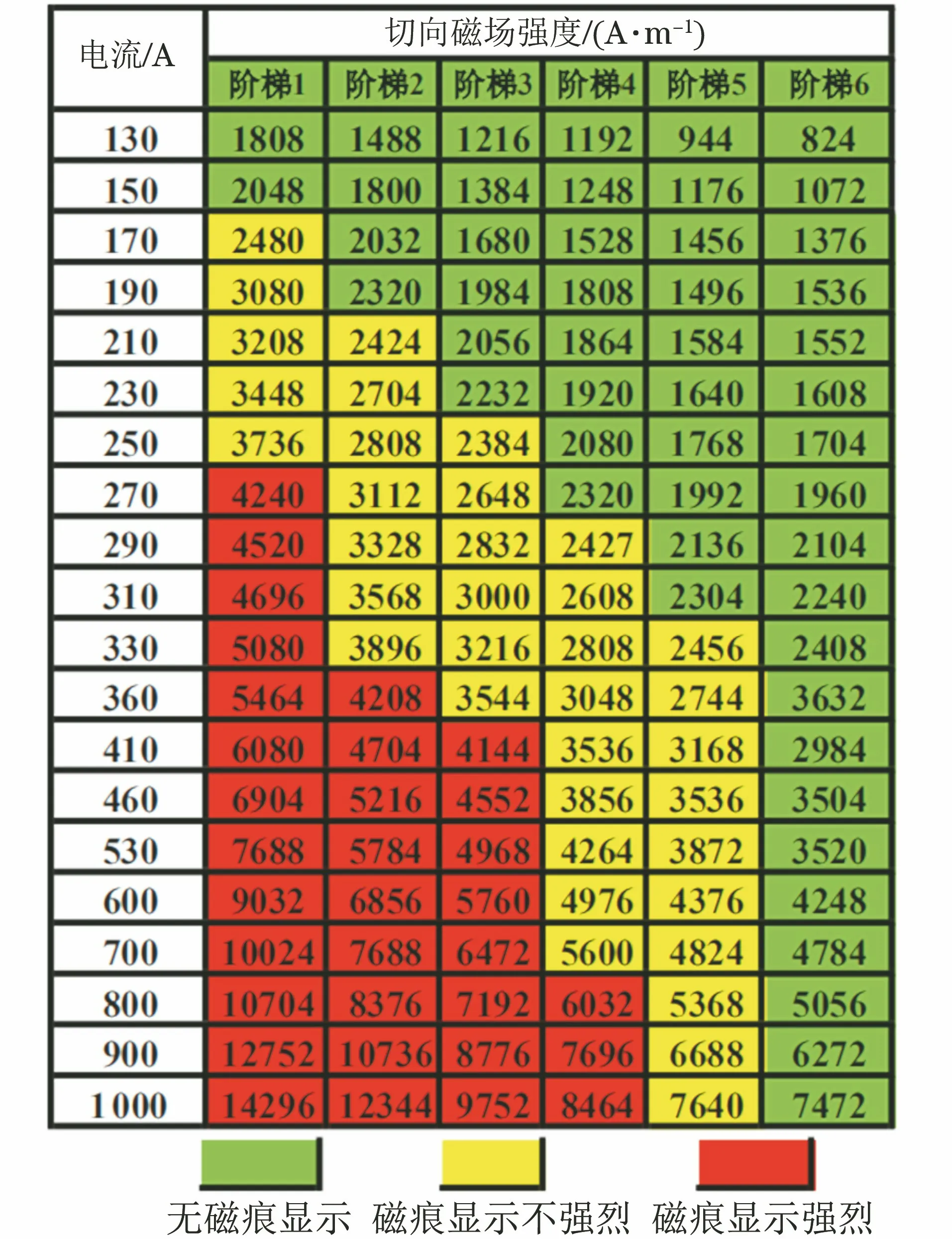
對該塔形試樣進行直接通電法磁粉檢測,觀察不同通電電流下各階梯偏析磁粉顯示的分布情況,并用毫特斯拉計測量相應(yīng)電流下各階梯的表面切向磁場強度,結(jié)果如表3所示。
由表3可以看到:① 偏析磁痕顯示主要集中于材料的芯部,在直徑較大部位無明顯磁痕顯示出現(xiàn)或磁痕顯示不強烈。② 在磁痕顯示較為集中的芯部,當試樣表面切向磁場強度小于2 400 A·m-1時,該部位無明顯磁痕顯示出現(xiàn);當試樣表面部位切向磁場強度在2 4004 000 A·m-1時,該部位出現(xiàn)部分磁痕顯示,顯示呈線性,沿試樣軸向,但顯示不強烈,與發(fā)紋、裂紋顯示區(qū)別較大;當試樣表面部位切向磁場強度大于4 000 A·m-1時,軸向線性磁痕顯示強烈,顯示形貌與發(fā)紋相似,部分顯示尾端尖細,與裂紋相似。
通過試驗,筆者認為,表面切向磁場強度控制在2 4004 000 A·m-1之間,是9Cr18材料零件選取磁化規(guī)范時較為理想的范圍,在此范圍內(nèi),既滿足HB/Z 72-1998表面切向磁場強度不小于2 400 A·m-1的要求,又不至于造成偏析磁痕的強烈顯示而干擾發(fā)紋、裂紋等缺陷的判斷。
以I=20D計算階梯數(shù)16時的磁化電流,結(jié)果分別為360,500,600,720,900,1 080 A。
表3 不同通電電流的表面切向磁場強度
對照表3可以看到,按此公式計算出的電流所產(chǎn)生的磁場強度,均遠遠大于4 000 A·m-1,在磁痕顯示集中的芯部,將引起強烈的偏析磁痕顯示,影響相關(guān)顯示的判斷。筆者認為,經(jīng)驗公式法計算出的磁化電流對于9Cr18材料零件的磁粉檢測而言偏大[4]。
調(diào)整墊圈的內(nèi)孔直徑為18 mm,與塔形試樣第1級臺階直徑相同,位于棒料的芯部,碳化物偏析集中,過大的磁化電流產(chǎn)生過強的磁場強度,引起了強烈的偏析磁痕顯示;外圓面直徑為50 mm,位于棒料的外部位置,碳化物偏析較少,因此較大的磁化電流未引起外圓面強烈的偏析磁痕顯示。
2.4 調(diào)整墊圈的內(nèi)孔檢測試驗
為進一步分析調(diào)整墊圈內(nèi)孔線性磁痕形成的原因,對內(nèi)孔切向磁場強度進行測量。由于內(nèi)孔直徑較小,無法保證毫特斯拉計霍爾效應(yīng)探頭與待測面垂直,易造成測量值比實際值偏大,為此,對調(diào)整墊圈進行車加工,將其加工為一壁厚為1 mm的圓環(huán),由于壁厚較薄,內(nèi)孔磁場強度值比外圓的略高[4],可以測量外圓面的切向磁場強度以表征內(nèi)孔表面的切向磁場強度,如圖5所示。
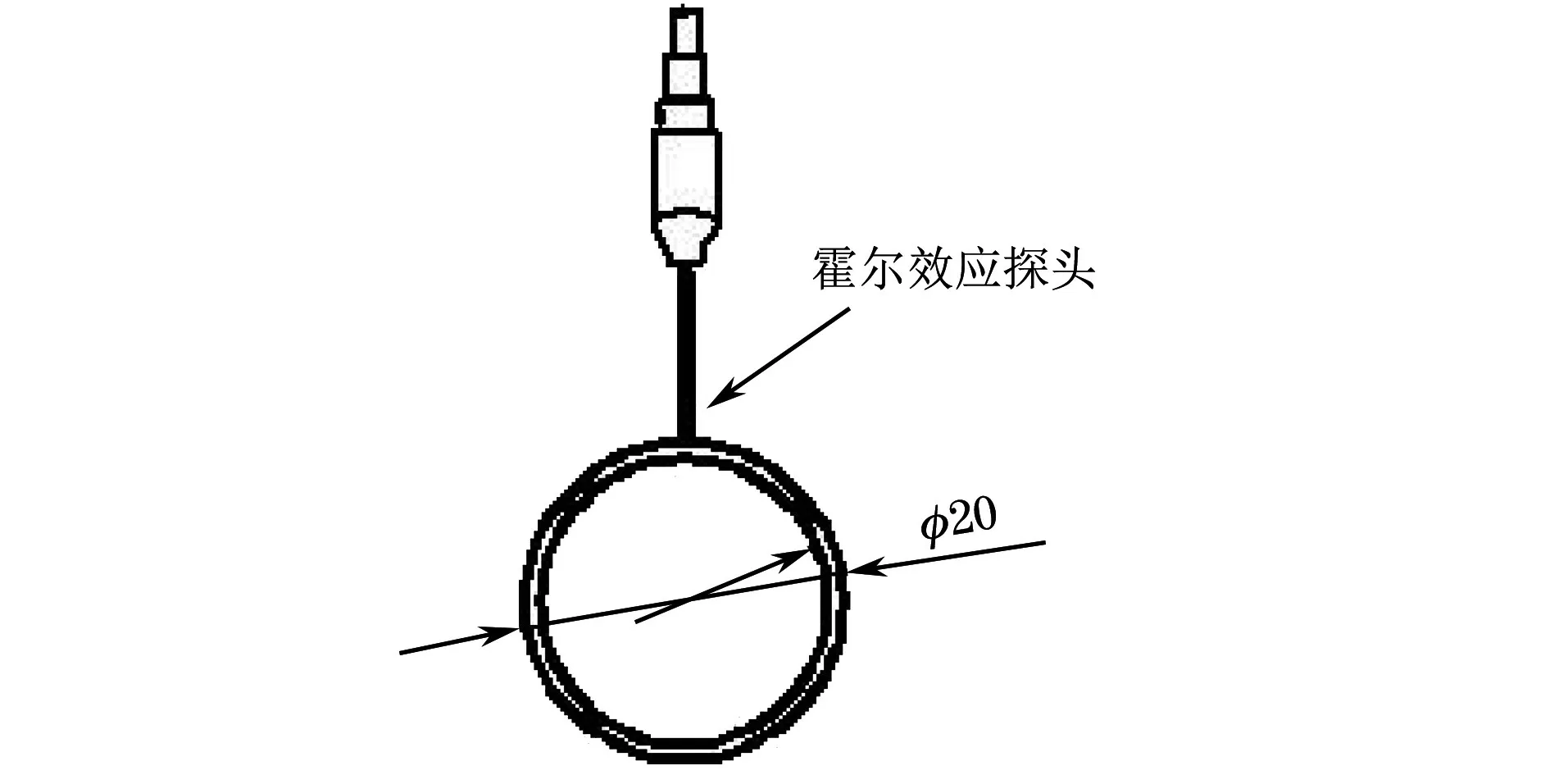
圖5 毫特斯拉計對圓環(huán)外圓面磁場強度的測量示意
使用中心導(dǎo)體法對圓環(huán)進行磁化,測量外圓面切向磁場強度的步驟如下:從130 A起逐步增大磁化電流,當磁化電流低于170 A時,內(nèi)孔表面無明顯磁痕顯示,此時測得的切向磁場強度小于2 400 A·m-1;繼續(xù)增大磁化電流至250 A時,內(nèi)孔面開始出現(xiàn)周向線性顯示,但磁粉聚集疏松,顯示不強烈,此時測得的切向磁場強度從2 400 A·m-1慢慢增至4 000 A·m-1;當繼續(xù)增大磁化電流至270 A時,原本模糊的線性磁粉顯示開始變強烈,形貌變得與發(fā)紋和裂紋相似,此時測得的切向磁場強度超過4 000 A·m-1;進一步增加磁化電流至360 A時,強烈的線性顯示進一步增多,此時測得的切向磁場強度為5 500 A·m-1。
可見,圓環(huán)的試驗結(jié)果與塔形試樣的試驗結(jié)果基本一致。
2.5 缺陷發(fā)現(xiàn)能力的驗證
為驗證零件表面切向磁場強度在2 4004 000 A·m-1間時發(fā)現(xiàn)發(fā)紋、裂紋缺陷的能力,進行以下試驗。
在調(diào)整墊圈內(nèi)孔面上用線切割加工一人工缺陷(模擬表面缺陷),以170 A電流進行磁化,再在暗室下進行觀察,可見人工缺陷顯示清晰,如圖6(a)所示。
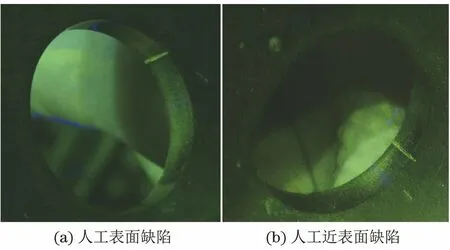
圖6 人工缺陷磁痕顯示
在調(diào)整墊圈靠內(nèi)孔近表面約1 mm處用電火花打一小孔(模擬近表面缺陷),以170 A電流進行磁化,然后在內(nèi)孔表面進行磁化觀察,可見人工缺陷顯示清晰,如圖6(b)所示。
磁化電流為170 A時,制件表面切向磁場強度約為2 400 A·m-1,可見,當制件表面切向磁場強度不小于2 400 A·m-1時,能發(fā)現(xiàn)制件表面及近表面的缺陷,滿足檢測要求。
3 零件復(fù)查
對首次檢測出的內(nèi)孔存在線性顯示的400件零件使用中心導(dǎo)體法,施加250 A電流,進行復(fù)查(由2.4節(jié)試驗可知此時內(nèi)孔表面切向磁場強度約4 000 A·m-1),結(jié)果如下:① 377件的內(nèi)孔無明顯線性顯示,僅有部分模糊磁痕,與發(fā)紋、裂紋等相關(guān)顯示區(qū)別較大;② 20件的內(nèi)孔有較強磁痕顯示;③ 3件有細而直的高亮線性磁痕顯示。
降低磁化電流至210 A,對該23件零件再次復(fù)查,結(jié)果為:① 其中20件有較強磁痕顯示的零件磁痕顯示變模糊,與發(fā)紋、裂紋等相關(guān)顯示區(qū)別較大;② 剩余3件仍有細而直的高亮線性磁痕顯示,白光下用放大鏡進行觀察,發(fā)現(xiàn)顯示處存在劃痕,形貌與磁痕顯示一致;用細砂紙對這3件調(diào)整墊圈內(nèi)孔進行打磨后,再次進行復(fù)查,高亮磁痕顯示全部消失。
4 交流電磁化試驗
為探究交流電相較于三相全波整流電對于偏析磁痕的檢測特性,筆者用交流電進行了上述試驗,除電流略有差異外,試驗結(jié)果基本一致,文中不做贅述。
5 結(jié)論
(1) 9Cr18調(diào)整墊圈的線性磁痕顯示與材料中存在碳化物偏析有關(guān)。
(2) 磁化電流過大會造成表面切向磁場強度過大,從而引起強烈的碳化物偏析磁痕顯示。
(3) 9Cr18調(diào)整墊圈在進行連續(xù)法磁化時,控制零件表面切向磁場強度在2 4004 000 A·m-1之間,符合相關(guān)標準的要求,既能保證零件表面及近表面的裂紋、發(fā)紋缺陷的檢出,又能排除碳化物偏析磁痕顯示對相關(guān)顯示的干擾。
