棒線材零間隔軋制技術的研究與應用
2020-04-26 01:33:41黃偉忠
科技創新與應用 2020年11期
黃偉忠
摘? 要:主要介紹柳鋼棒線型材廠三棒車間生產線25螺零間隔軋制技術在調試過程中逐一攻關解決正常出鋼軋制1#軋機不降速導致兩條鋼追尾、2#飛剪剪切頭尾長度不穩定、精軋活套起落套不穩定及活套起高套、3#飛剪剪切倍尺不穩定等問題。
關鍵詞:零間隔軋制技術;軋機;活套;轉速;電流;熱檢信號
中圖分類號:TG33 文獻標志碼:A? ? ? ? ?文章編號:2095-2945(2020)11-0152-02
Abstract: This paper mainly introduces and solves the problems with 25-screw zero-interval rolling technology of the production line of the three-bar workshop of the Bar and Wire Plant of Liuzhou Iron and Steel Co., Ltd., for example, the #1 normal tapping and rolling mill does not slow down, resulting in the rear-end collision of two steels; the length of the shearing head and tail of the #2 flying shear is unstable; the take-off and landing sleeve of the finish rolling looper is unstable; and the looper is unstable in shearing and doubling the length of the high sleeve and flying shears.
Keywords: zero interval rolling technology; rolling mill; looper; rotational speed; current; thermal detection signal
1 概述
柳鋼棒線型材廠三棒主軋機為ф610×6+ф430×6+ф380×6全連續式棒材短應力線軋機,使用165mm×165mm×10000mm連鑄坯,主要生產直徑φ18mm-φ40mm規格熱軋帶肋鋼筋。成品機架設計最高線速15m/s,年產量100萬噸。為進一步提產降耗,本文主要介紹2019年5月三棒零間隔軋制技術調試過程遇到的一些問題及解決辦法,從而實現軋制過程中粗軋1#軋機前后鋼坯無縫咬鋼,下游機架間平穩軋制,飛剪正常剪切頭尾,精軋機組間活套起落套穩定,縮短成品機架無鋼間隙時間,實現機時產量提升。
2 系統原理
零間隙軋制系統是在不拉鋼的狀態下,利用軋機間級聯速度和逐移量進行二次的控制,實現兩支鋼在同一軋線上不同速度的斷級聯控制。
(1)在同一軋線上的每兩支鋼分別以不同的級聯速度軋制,軋線出現兩段動態的級聯關系。
(2)利用電流信號控制,當第一支鋼坯鋼尾脫離1#軋機后,將上游機架與下游機架中斷級聯。第二只鋼坯頭部咬入1#軋機后先降速再升速,與上游機架級聯,利用前后機架線速度差將兩支鋼坯逐步拉開距離,從而保證飛剪正常剪切和活套的起落套控制。
(3)當無間隙軋制系統投入后,可根據兩條鋼距離調整到最佳軋制節奏,保證兩條鋼間隔距離達到最小,將軋機的工作效率提到極致,提高機時產量。
(4)無間隙軋制系統是通過控制兩支鋼的過鋼速度,產
生工藝需求距離,而不是靠拉鋼來保證距離。
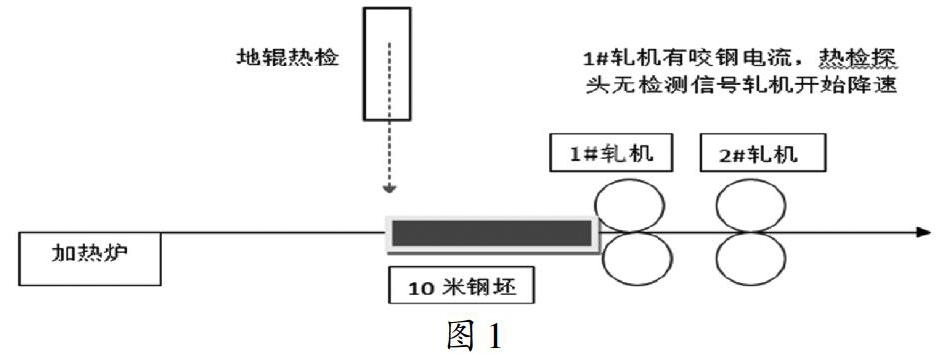
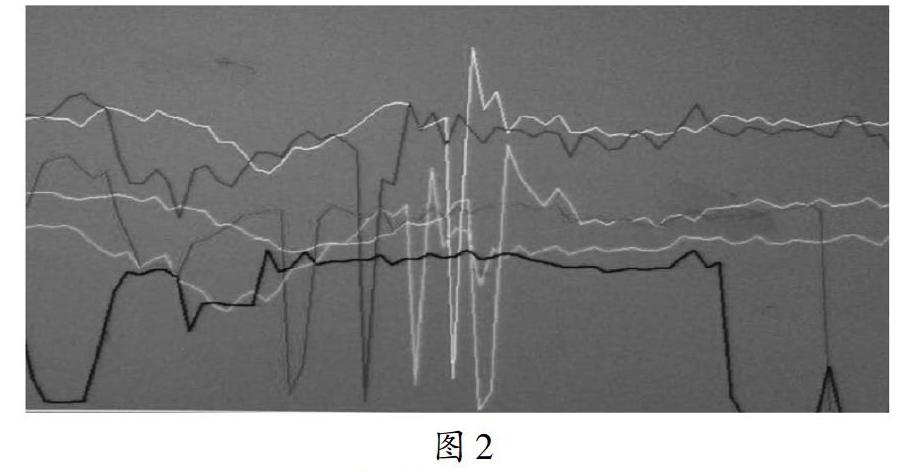
三棒采用1#軋機先降速后升速,實現首架軋機鋼坯頭尾無縫連接喂鋼,在1#、2#軋機軋制過程中,將兩支鋼分開最合理的距離,以滿足(1#飛剪、2#飛剪)飛剪、活套的工藝的要求,達到最小的軋制間隙來保證軋機間隔時間,同時保證不影響成品頭、中、尾尺寸均勻性為必要條件來優化出鋼節奏。1#軋機降速原理:1#軋機前出爐地輥北面10m處安裝有一個熱檢探頭,用于檢測鋼坯尾部信號,同時滿足1#軋機有電流、地輥北面熱檢無檢測有鋼信號時開始降速, 降速時間1.8s,1#軋機降速幅度為0.4(40%)即為1#軋機電機轉速的40%(如圖1);1#軋機升速原理:降速1.8s完成后立即升回設定轉速(咬入2#軋機前轉速升回到設定轉速),從而實現1#軋機與2#及往后軋機的速度級聯關系(如圖2)。
3 調試過程中遇到的問題
3.1 正常出鋼軋制1#軋機不降速兩條鋼追尾
1#臺出鋼操作工出鋼過快在出爐地輥上將前后兩支鋼坯連起來,經過出爐地輥北面熱檢探頭時,探頭檢測到有鋼信號,導致1#軋機不降速兩條鋼追尾;鋼坯長度大于10m時,1#軋機有咬鋼電流但出爐地輥北面探頭仍檢測有鋼信號,1#軋機不降速兩條鋼追尾。
3.2 軋件尾部拉小
1#臺操作工在1#軋機正常軋制時出爐輥道上來回倒鋼通過出爐地輥北面10m處熱檢探頭時導致1#軋機提前降速,軋件尾部拉小。
3.3 出爐地輥B段故障多影響出鋼節奏
零間隔軋制技術投入后,鋼坯咬入1#軋機降速,但出爐地輥保持原來線速度比1#軋機線速度快不匹配,地輥電機負荷增大、地輥磨損嚴重導致地輥跳閘,影響出鋼節奏。
3.4 2#飛剪切頭尾長度不穩定,剪切后彎曲
2#飛剪剪切頭尾剪切命令來源12#軋機有鋼信號及12#軋機后熱檢探頭檢測信號,經過2#飛剪前熱檢探頭檢測到有鋼信號后進行剪切,因2#飛剪剪韌處與12#軋機熱檢探頭距離太近,只有1.65m左右的距離,投入零間隔軋制技術后,軋制節奏快,飛剪響應延時或來不及響應,導致頭尾剪切長度波動大,剪切后頭尾彎曲,不能有效剪切,甚至出現頭部剪切1米多的現象。
3.5 成品第一節倍尺長度不穩定,精軋機活套起高套
軋件頭部咬入精軋機時偶爾存在頭部起高套現象,經查PDA發現,因零間隔軋制技術投入后,前后兩根軋件頭尾間距縮短,精軋區域活套落套后,下條鋼頭部咬入軋機時起套緩慢,軋機動態補償轉速還未來得及達到設定值,軋件已經咬入軋機,活套起高套,頭部咬入不穩定,上冷床成品第一節倍尺長度不穩定。
3.6 3#定尺飛剪信號混亂
無間隙軋制技術投入使用后,K1間隔時間由4.0-4.5s縮短到了1.8-2.3s,來鋼間隙小,K1出口、3#定尺飛剪前熱檢不能夠正確識別前后鋼的頭尾信號,測長信號出現重疊,引起測量LPP值紊亂,倍尺長度信息反饋不準確,主控臺操作人員不能及時準確判斷各節倍尺長度參考值。
4 優化改進措施
零間隔軋制技術投入調試過程中遇到的諸多問題,針對現場實際工況,做了如下改進:
4.1 優化零間隔軋制技術監控手段,及時發現1#軋機不降速追尾現象
通過在1#、2#軋機間增設熱檢探頭,檢測1#、2#軋機間上一條鋼尾部與下一條鋼頭部之間的間隔時間差(這個時間差是我們正常生產過程中優化出來的軋制節奏),當小于我們設定的時間間隔值時發出報警信號,便于主控臺操作工做應急措施在1#飛剪處碎斷局部,防止追尾造成堆鋼事故。
在主控臺電腦上增加一個軋制時間超時報警功能,如:我們軋制時間設定為50s,當軋制時間超過50s時,系統發出報警信號,以便及時做出應急反應。
4.2 實現1#軋機咬入降速與出爐輥道B段速度級聯關系
通過優化出爐輥道B段地輥控制程序,實現輥道速度與1#軋機咬入降速形成級聯關系,使出爐輥道B段速度與1#軋機實際線速度相匹配,從而有效解決了地輥電機負荷增大、地輥磨損嚴重而出現地輥電機跳閘的想象。
4.3 優化2#飛剪剪切程序
重新修改2#飛剪T400控制程序,切頭尾程序由原來12#軋機有鋼信號及12#軋機后熱檢探頭檢測信號改為12#軋機虛擬咬鋼信號,取消12#軋機后熱檢探頭信號作為2#飛剪剪切的必要條件,根據12#軋機到2#飛剪距離與12#軋機有鋼電流時的線速度的比值得到2#飛剪開始剪切的時間,并從12#軋機電機碼盤并一路信號到T400模塊,直接取轉速數據,數據準確精度高,響應快;優化程序后通過現場取飛剪剪切頭尾實物樣品對比發現剪切頭尾長度穩定,滿足正常的生產工藝需求。修改2#飛剪剪切程序后,重新設定主控臺電腦畫面上的超前系數、滯后系數、前滑系數、后滑系數,操作工根據現場剪切情況調整參數,很好的解決了剪切后頭尾彎曲的現象。
4.4 優化活套起落套程序,增設起落套延時功能
在原有精軋機組前后機架有電流信號和活套掃描器檢測到有鋼信號作為活套起套的基礎上,優化活套起落套程序,在主控臺電腦畫面新增了活套起套、落套延時功能,操作工根據精軋軋件咬鋼和拋鋼情況,靈活調整活套起落套延時時間,實現軋件的穩定咬入和平穩落套,成品第一節倍尺長度穩定。
4.5 優化精軋機咬鋼動態補償信號,增設咬鋼動態補償時間功能
通過不斷嘗試修改咬鋼動態補償百分比,活套起高套現象沒有明顯改善;優化精軋機咬鋼動態補償信號,增設咬鋼動態補償時間功能,修改動態補償及補償時間后,頭部咬入穩定,起高套現象明顯下降。
4.6 優化3#定尺飛剪剪切信號采集方式
為了確保3#定尺飛剪的檢測信號穩定,原來程序的7#熱檢(K1出口處)、8#熱檢(3#定尺飛剪前)都使用了較長的延時關斷控制信號,現在因軋件間距時間短,較長的延時使飛剪啟動高速計數信號時上一根鋼還沒有測長結束,測長信號出現重疊,引起測量LPP值亂;后優化了3#定尺飛剪高速計算方式,同時縮短了熱檢測長計數延時關斷時間,LPP值準確率明顯提高。
5 結束語
(1)柳鋼棒線型材廠三棒車間零間隔軋制技術調試中對存在的問題逐一攻關,收集調試過程中利于生產的參數進行優化整理,形成標準化作業指導文件。(2)為其他規格品種零間隔軋制調試適應性改進攻關提供了諸多強有力的指導性依據。(3)零間隙軋制技術投入,成品機架間隔時間由原來的4.0-4.5S縮短到1.8-2.3S,軋制直徑φ25熱軋帶肋鋼筋機時產量由之前142噸提升到現在的148噸,平均班產提升48噸左右,班產日產屢創新高,實現噸鋼降成本6.68元。
參考文獻:
[1]新疆八一鋼廠編寫組.小型連軋機的工藝與電氣控制[M].冶金工業出版社,2000.
[2]曹建國.軋鋼設備及自動控制[M].化學工業出版社,2000.
[3]陳渝光.電氣自動控制原理與系統[M].機械工業出版社,2016.