面向應力剝層測量的鋁合金電解工藝研究
2020-05-06 09:16:20楊巍
科學與財富 2020年4期
楊巍


摘 要:X射線衍射法可以無損地測量表面殘余應力,但需要結合剝層法才能測量材料一定深度上的殘余應力。本文設計了一種電化學剝層的裝置,采用NaCl溶液作為電解液,可以對金屬平面小區域進行材料去除,電解深度可精確控制。以鋁合金材料為例,試驗優選出電解加工參數電流密度23.87A/cm2和電解液流量1200cm3/min。通過對數據擬合曲線進行優化處理,標定了實際深度蝕除速度約為7.42μm/s。最后對銑削鋁合金板進行表層殘余應力測量,測量結果符合一般銑削鋁合金殘余應力分布規律。
關鍵詞:殘余應力;鋁合金;X射線衍射法;剝層法;深度蝕除速度
1引言
X射線衍射法是近年來廣泛使用的殘余應力測量方法,其優勢在于無損、易操作、迅速、精度高[1,2]。但是由于X射線對金屬的穿透能力有限,往往只能測量金屬表面的殘余應力。即便X射線的透入深度較深,也會因為材料表層存在的應力梯度而對測量結果產生影響。故使用X射線衍射法測量隨深度變化的殘余應力往往需要結合剝層法[3]。為了測量金屬表層的殘余應力分布,本文設計了一種成本低、結構簡單、安全可控的電化學剝層裝置。并以航空工業中應用廣泛的7050-T7451鋁合金為例,通過試驗確定了較優的電解參數,標定了鋁合金深度蝕除速度,最后測量了鋁合金銑削表層的殘余應力。
2 電化學剝層裝置設計
電化學剝層法則主要是通過電解發生的氧化還原反應去除陽極金屬。電解加工中,電極與工件之間接直流電源。電極接電源負極,工件接電源正極。電極與工件保持一定的加工間隙。電解液以一定的速度流過間隙,使兩極之間形成導電通路。故本文中設計一種電化學剝層的裝置,用于測量試樣表層不同深度的殘余應力值。如圖1所示。
自制電解裝置實物圖和半剖視圖如圖2所示,電解裝置用于安裝電極,形成密閉空間,內部流通電解液以電解加工表面金屬。電解裝置分為端蓋、底座、固定電極和接頭。
3 鋁合金電解加工參數優選
因為氧化層和表面粗糙度均對殘余應力測量產生影響[7]。故本章以電解后表面的氧化層和粗糙度作為評價指標,優選電解加工參數。本文研究電流密度i和電解液流量ql對電解加工鋁合金表面質量的影響。
3.1 電流密度優選試驗
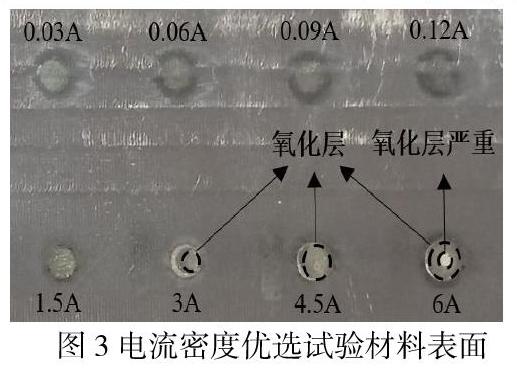
原理以電解拋光為主的電解設備,采用的電流密度較小,在0.2-1.0A/cm2范圍內,電解速率較慢,約為4-20μm/min。而電解加工電流密度很大,范圍為10-100A/cm2。不同電流密度下,鋁合金材料電解后表面如圖3所示。用Mahr便攜式粗糙度儀對電解后的區域進行表面粗糙度Ra測量,取樣長度為1.75mm。每個位置測量三次取平均數,結果如表1所示。
由圖3 觀察分析可知,在0.2-1.0A/cm2范圍內的電解拋光,加工后表面無光亮,去除量極少,且四周雜散腐蝕嚴重。由于去除量極少,其加工后的粗糙度與試樣原先表面粗糙度基本相同。綜上所述,優先考慮氧化層的大小深淺,其次結合表面粗糙度Ra值,故認為電流為3A、電流密度為23.87A/cm2是較優的電解加工參數。
3.2 電解液流量優選試驗
電解液流量對電解質量有著一定的影響,合適的電解液流量有助于更新電解液,迅速排除電極表面上的電極產物。不同電解液流量下,鋁合金材料電解后表面對電解后的試樣進行表面粗糙度Ra測量,每個位置測量三次取平均數。
隨著電解液流量的增加,加工表面氧化層逐漸變淺,但同時表面粗糙度增加。優先考慮氧化層的大小深淺,其次結合表面粗糙度Ra值,故認為電解液流量為1200cm 3/min是較優的電解加工參數。
4 銑削鋁合金殘余應力測量
側刃銑削鋁合金板得到試樣,見圖4,刀具為整體硬質合金立銑刀,銑削參數為n=15000r/min,f=7000mm/min,ae=0.5mm, ap=3mm。按深度蝕除速度vh實=7.42μm/s。采用基于cosα法的二維面探方法測量殘余應力,工作電壓和電流分別為30kV和1mA。測量鋁合金采用Gr靶,X射線入射角度為25°,半高寬定峰選擇波長為K-Alpha、面心立方結構、311晶面,輸入楊氏模量70.3GPa和泊松比0.33[11]。
5結語
為了研究金屬表層的殘余應力分布,設計了電化學剝層的裝置,以7050-T7451鋁合金為例,研究了電解鋁合金較優的電解加工參數,分別從理論和試驗得到深度蝕除速度,最后實際測量了銑削后鋁合金板的表層殘余應力,結論如下:本文設計的電解裝置結構簡單、加工制造方便、成本很低、安全可控,能夠對金屬平面的小區域進行電化學剝層,滿足X射線衍射法結合剝層對金屬沿深度方向上殘余應力測量要求;以實際銑削鋁合金板為例,測量了其表層殘余應力分布,符合一般銑削鋁合金表層殘余應力外拉內壓,最后趨于0的分布規律。
參考文獻:
[1]張定銓等. 材料中殘余應力的X射線衍射分析和作用[M]. 西安交通大學出版社, 2000.
[2]劉金艷. X射線殘余應力的測量技術與應用研究[D]. 北京:北京工業大學, 2009.
[3]羅子華, 胡永會, 袁海洋. 無損測量鋁板表層殘余應力的方法[J]. 鑄造技術, 2014(8).
[4]唐志濤. 航空鋁合金殘余應力及切削加工變形研究[D]. 山東:山東大學, 2008.
[5]Tang Z T , Liu Z Q , Wan Y , et al. Study on Residual Stresses in Milling Aluminium Alloy 7050-T7451[J]. 2008.
[6]GB/T 7704-2017, 無損檢測 X射線應力測定方法[S].
