65Mn 盤條馬氏體異常組織分析
2020-05-07 14:02:20陳占杰宋素格趙自義岳志超
河南冶金 2020年1期
陳占杰 宋素格 趙自義 岳志超
(安陽鋼鐵股份有限公司)
0 引言
彈簧鋼是利用其熱處理后的彈性特性,用于制造彈簧和彈性元件的鋼。65Mn 為碳素彈簧鋼,具有強度高、硬度高、淬透性好等優點,其盤條經深加工后用于制造各種截面較小的扁彈簧、圓彈簧、座墊彈簧、彈簧發條等,廣泛應用于交通運輸、機械、工具制造業及電子業等[1]。
下游一用戶在使用某一批65Mn 熱軋盤條時,在拉拔過程中發生脆斷。用戶工藝為:Φ 5.5 mm盤條→6 道次拉拔→Φ3.25 mm 圓絲。用戶反映這批盤條在第一道次Φ5.5 mm 拉拔至Φ5.0 mm 時就出現了多次脆斷,通過對盤條斷口表面進行宏觀觀察發現,斷口部位未出現頸縮,且周邊未發現擦傷缺陷。
1 試驗分析
在斷口附近位置截取試樣,經研磨后用4%硝酸酒精溶液腐蝕,利用ZEISS Observer A1m 光學顯微鏡對其金相組織進行觀察。試樣的金相組織如圖1 所示。
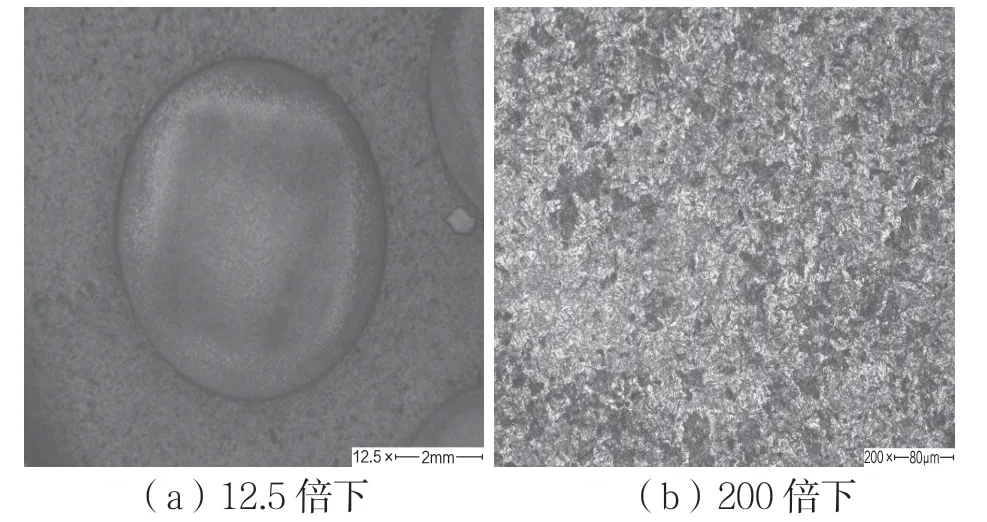
圖1 斷口附近盤條的金相組織
為保證彈簧鋼盤條后期的拉拔性能,組織一般控制為索氏體組織[2]。從圖1(a)可以看出,盤條整個橫截面出現一個黃褐色方形區域,明顯區別于正常組織;從圖1(b)可以看出,方形區域內基本為馬氏體組織,盤條芯部和1/2 處均是馬氏體組織,異常組織在個別處延伸到邊部,馬氏體組織約占盤條整個橫截面的65%,其他部位為少量的索氏體組織。馬氏體組織具有高強度和高硬度,但轉變過程中晶格畸變大,相變應力大等造成其硬而脆,韌性很差[3]。盤條存在馬氏體異常組織是造成本次拉拔脆斷的原因。通過FEI QUANTA 200 掃描電子顯微鏡、ZEISS Observer A1m 光學顯微鏡、馬弗爐等儀器對異常組織進行分析,并提出了針對性的改進措施。
2 試驗分析
2.1 化學成分分析
從對盤條的金相觀察來看,其馬氏體組織多,組織明顯異常,首先考慮成分是否出現異常,對斷裂處盤條取樣并對其和正常65Mn 試樣進行成分分析,結果見表1。

表1 成分檢測及國標成分范圍
從表1 可以看出,在斷裂處所取試樣的成分和正常盤條試樣的成分基本相同,均符合國家標準GB/T 1222-2016 彈簧鋼成分要求。從成分值來看,各元素不同批次的成分控制波動很小,其中P、S含量遠低于標準要求。由此判斷該批次65Mn 盤條的成分正常,盤條產生異常馬氏體組織并非成分原因造成的。
2.2 掃描電鏡分析
考慮到盤條馬氏體組織在芯部形成,因而通過掃描電子顯微鏡分析盤條斷面的元素偏析情況。連鑄坯一般在凝固過程中,因芯部最后凝固,溶質含量高,易形成芯部成分偏析。鑄坯在軋制過程中,芯部成分偏析并未消除,盤條芯部組織易產生異常,特別是C、Mn 元素含量高的連鑄坯,芯部容易出現C、Mn 偏析。C、Mn 含量的增加造成連續冷卻C 曲線右移,在冷卻速度未達到原馬氏體轉變速度時也能發生馬氏體轉變[4]。因此,考慮本批次盤條的馬氏體異常組織是否為成分偏析所造成,掃描電鏡通過電子束在試樣上進行直線掃描或面掃描,可用來檢測特定元素的含量,來查看元素是否存在明顯偏析情況。從邊部開始向芯部進行掃描,其C、Mn 面掃描和線掃描結果如圖2 所示。
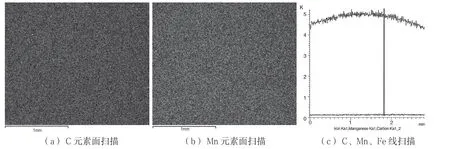
圖2 電鏡掃描
從掃描結果來看,圖2(a)和(b)中C、Mn元素在面掃描中無明顯分布不均的情況;圖2(c)中,最高處線為Fe,底部靠近橫坐標軸的相鄰較近的兩條線分別是C、Mn 元素線掃描結果。Fe 元素為基體,含量較高,測量值存在波動。線掃描和面掃描結果基本一致,C、Mn 元素基本無明顯偏析,C、Mn 在向芯部線掃描時,其曲線放大后有少許“上揚”表現,證明C、Mn 芯部含量變高,有少許偏析現象,但并不明顯。通過元素掃描分析,可以排除盤條存在嚴重偏析的情況。
3 討論與改進
通過對成分和偏析情況的分析可知,盤條成分在正常控制范圍內,同時不存在嚴重偏析的情況,而盤條的金相組織卻出現大量的馬氏體組織。經進一步查詢生產記錄發現,本批次65Mn 盤條在冬季天氣最冷時生產,且當天為下雪天氣,另外其規格為Φ5.5 mm 極限小規格,規格越小,環境因素對冷卻工藝影響越明顯,寒冷的環境使其冷卻速度更快。因此,判定為盤條冷卻速度超過馬氏體轉變臨界速度,盤條產生大量的馬氏體組織,從而造成本批次65Mn 在拉拔時出現異常脆斷。經過進一步試驗和探討,一方面采取有效措施改善本批盤條異常組織,另一方面對生產工藝進行修訂,以避免盤條異常組織再次產生。
3.1 回火試驗

圖3 試樣的金相組織對比
馬氏體脆而硬且有很大內應力,變形時極易產生裂紋,應盡快采取相應措施予以消除。馬氏體在室溫下處于亞穩定狀態,在高于80 ℃時,馬氏體開始發生分解[3],根據馬氏體組織的這一特性,對盤條進行回火試驗,取斷裂試樣盤條,在實驗室條件下,利用馬弗爐加熱保溫進行回火,回火工藝為:加熱到240 ℃,保溫2 h,隨爐冷卻至室溫。斷口處試樣截取兩段,一段進行回火試驗,一段保留,并對其進行金相觀察對比,結果如圖3 所示。
從圖3 可以看出,斷口原始一段組織存在大量馬氏體組織,顏色存在明顯區別;經回火后,馬氏體進行分解,顏色發深的組織為馬氏體回火后的組織,進一步放大500 倍,觀察到的組織為回火馬氏體組織,回火馬氏體減少了內應力,提高了塑性,但并不適用于拉拔加工。如果想對本批次盤條進行拉拔,需要先對其進行500 ~650 ℃高溫回火[5],得到回火索氏體,塑性得到提高,才能滿足用戶拉拔加工。
3.2 軋制控冷試驗
為防止Φ5.5 mm 規格65Mn 盤條冷卻過快,對冬季控冷工藝進行了試驗,試驗工藝與原生產工藝的對比,以及其力學性能檢測結果與原生產工藝的力學性能對比見表2。

表2 Φ5.5mm 規格65Mn 控冷工藝及力學性能檢測結果
從力學性能分析來看,隨著風機風量的減少和部分保溫罩的關閉,其冷卻速度變慢,抗拉強度平均值有所降低。冷卻速度影響索氏體含量及索氏體片層間距,索氏體含量變少或片層間距變大,抗拉強度會有所降低。而斷面收縮率變化則不大。
對原生產工藝和試驗工藝的金相組織進行觀察,兩者的索氏體比率均在90%以上,含量無明顯差異,均未檢測到馬氏體異常組織。
采用兩種不同的冷卻速度進行控冷試驗,對試樣進行分析后發現,原生產工藝和試驗工藝的結果相差不大,原生產工藝的冷卻速度未達到異常組織產生的臨界速度,未出現異常組織。同時,對該批組織異常的65Mn 盤條生產情況追溯發現,在其生產時,受冬季天氣影響,影響到原生產工藝下的冷卻速度,超出馬氏體轉變臨界速度,造成異常組織的產生。為保證盤條不再出現馬氏體異常組織,冬季生產控冷工藝修訂為1~6 臺風機,50% 風量,保溫罩2~4 段開,其余關閉。
4 結論
本批65Mn 盤條存在大量馬氏體異常組織,通過試驗分析,排除了成分異常、鑄坯芯部偏析的可能。判定為受冬季環境因素影響,冷卻速率過快,超出馬氏體轉變臨界速度,造成了盤條組織異常。通過回火試驗發現其馬氏體分解,利用這個結果本批盤條可在高溫回火后拉拔使用。通過生產控冷試驗,將冬季65Mn 小規格盤條生產控冷工藝調整為1~6 臺風機,50%風量,保溫罩2~4段開,其余關閉。
