降低鍋爐閥門缺陷發生頻次的措施
2020-05-08 09:33:38劉濤
設備管理與維修 2020年7期
關鍵詞:閥門
劉 濤
(華潤電力江蘇檢修有限公司,江蘇徐州 221100)
0 引言
閥門作為鍋爐系統控制與連接的重要組成部分,對鍋爐系統的調整和安全起著重要的作用,閥門一旦出現問題,鍋爐系統便有可能出現諸多不可控的后果,給機組的安全、經濟運行帶來巨大影響。因此,針對閥門有可能發生的缺陷并對缺陷的發生頻率進行降低,保證閥門安全穩定地工作,具有重要意義。
下面通過對鍋爐閥門經常發生的缺陷進行分析,并就如何降低缺陷的發生頻次提出一些建議。
1 閥門類缺陷發生的頻次
一臺鍋爐上上下下有數百個大大小小、各種各類的閥門,在運行過程中,由于閥門自身的原因或工況的變化會導致閥門產生這樣或那樣的問題。下面將就某電廠的鍋爐進行分析。在某年度,該電廠的鍋爐總計發生缺陷2472 次,其中閥門類缺陷803次、占到了32%(圖1)。閥門類缺陷主要有內漏、外漏和機械故障:內漏發生302 次,外漏發生192 次,機械故障發生256 次,其他53 次。了解缺陷產生的原因后,就可以有針對性地采取措施,避免缺陷發生或減少缺陷發生的概率。
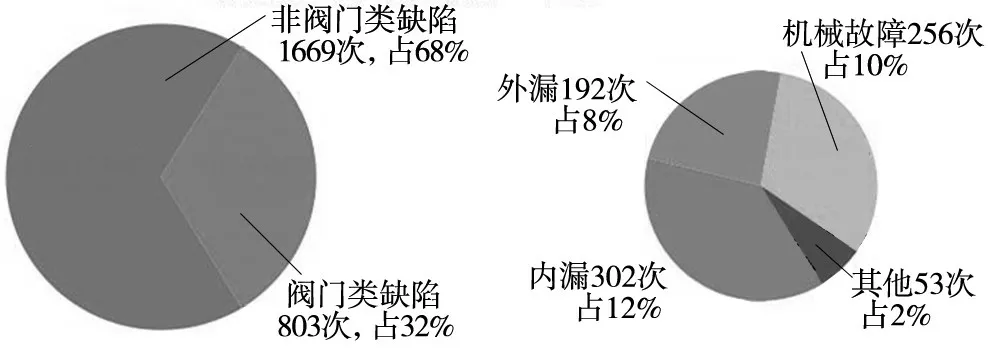
圖1 鍋爐的缺陷及分類
2 閥門缺陷發生所產生的經濟損失和安全危害性
在機組運行過程中,閥門會因為工況的變化而發生不同的問題,當閥門出現故障后,特別是泄漏(包括內漏和外漏)和機械故障,將帶來很大的安全隱患和經濟損失。
2.1 閥門缺陷所帶來的經濟損失
閥門泄漏會影響設備的正常運行,鍋爐汽水系統的疏放水閥門發生內漏時,就會導致蒸汽進入定排等排污排空,從而大大影響機組的經濟性。鍋爐閥門泄漏主要影響到主蒸汽溫度、再熱汽溫度、主蒸汽壓力、減溫水、排污、補水率及機組負荷等。根據對機組所做的性能試驗,具體影響見表1。
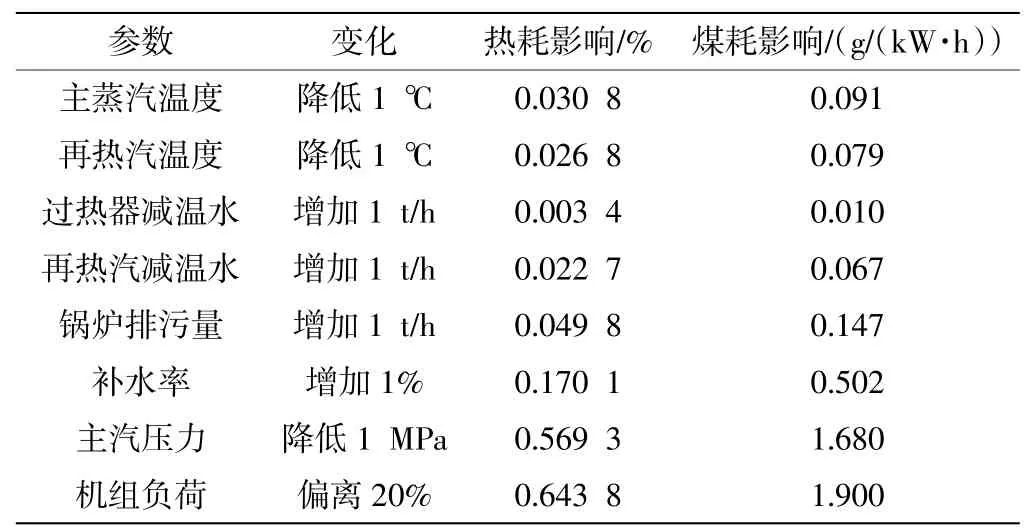
表1 鍋爐閥門相關參數的變化對經濟性的影響(額定工況)
從上述數據來看,閥門的質量將對機組的安全經濟運行產生較大的影響,因此,從閥門的選型、檢修等方面來看,降低閥門缺陷發生頻次,已經成為電廠經濟運行的重點目標。
此外,外漏無法得到有效控制而危及設備和人身安全時,或重要閥門(如安全閥、事故防水等)無法有效操作時,將引起機組的非計劃停運,從而帶來更大的經濟損失。
2.2 安全危害性
鍋爐閥門一旦發生故障將對機組的安全運行造成極大的隱患。針對缺陷的類型和危害,總結如下:
(1)閥門內漏。將引起蒸汽長時間沖刷相同位置的閥芯、閥座,沖蝕越來越大,在無法隔離的情況下,只能等待停機處理。
(2)主、再蒸汽等對空排氣門、安全閥內漏。將會產生很大的噪聲污染,甚至可能造成人身傷害。
(3)閥門外漏將產生很大的安全隱患。外漏的高壓高溫汽體不僅會阻礙對缺陷的處理,同時也會對設備和人身產生極大的威脅。
(4)執行機構和閥門連接故障。將無法對閥門進行有效的操作,如:減溫水閥門出現故障,無法對蒸汽溫度進行有效調節,將嚴重影響機組的經濟性;一些起安全作用的閥門(事故放水及過再熱器排汽門等),如果在緊急需要操作的情況下因為故障無法操作,將嚴重影響機組的安全運行。
因此,無論從經濟性還是安全性來說,對閥門缺陷發生的部位、性質和工作條件加以分析,以便采取相應的解決對策和措施,是機組安全運行的有力保障。
3 閥門缺陷的發生原因分析及減少缺陷的措施
根據相關數據分析,閥門類缺陷主要表現在內漏、外漏和機械故障,下面針對這些問題進行分析。
3.1 閥門內漏
如何判斷閥門內漏,是巡檢過程的重要環節,現場一般采用測溫儀測量閥體的溫度,如果閥體溫度比較高,則可判斷閥門內漏。根據現場經驗,一般如果測量溫度超過60,即可判斷此閥門存在內漏。另外,在減溫水區域的閥門,可以通過閥門前后溫度和流量變化來判斷閥門的內漏情況。
降低閥門內漏的措施有5 個。
(1)閥門的選用要嚴格把關。閥門的選用與工作介質溫度和工作壓力有一定的關系,由于閥門的工作壓力是根據材質和溫度來決定的,材料的強度隨溫度升高而降低。根據相關標準,限定在允許最高溫度以下各種材料的閥門在各級工作溫度允許的最大的工作壓力。訂貨時,必須提出閥門型號、規格、介質溫度、工作壓力級。閥門的選購應選擇合格的供應商。
(2)閥門安裝要從細節上重視。閥門和管道的安裝要根據現場實際情況和運行工況,合理安排安裝位置,低進高出,保證閥門的正常工作,閥體內有無雜物,管道是否通暢,否則應將其內部清理干凈。
(3)在閥門進入現場使用前,應解體檢查,并做相應的密封實驗和強度實驗,確保進入生產現場的閥門都是合格的。
(4)閥門解體研磨后,閥芯與閥座密封面進行紅丹粉著色檢查,密封線應完整、連續均勻、無斷線,100豫連續接觸,密封面上無凹坑、沖蝕痕跡和其他硬傷,平面閥芯壓線寬度1.5~3.0 mm。閥門的密封性,用煤油試漏,保持24 h、無漏點。
(5)關斷閥要么全開要么全關,不要在中間位運行。同時,關閉手動閥門時必須關嚴,對于電動門、氣動門要校正行程確保零位正確,盡可能避免閥門在小開度長時間運行。閥門在小開度時兩側壓差特別大,閥芯處介質流速很大,閥門關嚴可以最大限度地避免閥芯、閥座被沖刷。如果閥門不嚴,則要及時處理,否則閥芯沖刷后再處理就只能隔離或等待停機。
3.2 外漏
閥門的外漏故障比較直觀,通常通過肉眼即可發現。外漏主要有盤根、自密封、法蘭及閥體本身的泄漏。
3.2.1 閥門盤根的泄漏
運行中,閥門會進行比較多的開關操作,盤根不動閥桿來回動作,如果出現閥桿與盤根的潤滑不夠、閥桿不夠光滑等情況,再加上介質溫度和壓力的影響,盤根就會出現外漏現象。如果不能得到及時有效的處理,外漏會加劇,長時間就會導致盤根完全吹走而導致泄漏不可控制。
3.2.2 自密封的泄漏
自密封的泄漏主要表現在自密封自身的質量問題、裝配過程中的損傷以及自密封的提緊力不足等,在運行過程中,隨著溫度、壓力等工況的變化,自密封的緊力有可能發生變化,從而導致流體介質從緊力不足的自密封處泄漏,時間越久,泄漏越大。
3.2.3 法蘭的泄漏
法蘭連接的閥門的密封依靠螺栓對墊片的壓緊力來達到密封介質的外泄。泄漏的原因主要有:墊片本身的質量問題、墊片安裝偏斜、壓緊力的不均、外力導致法蘭張口等。閥門的法蘭密封主要是依靠連接螺栓的預緊力,通過墊片達到足夠的密封比壓,來阻止被密封壓力流體介質的外泄。
3.2.4 閥體的外漏和原因
閥體的外漏主要原因是由于閥門生產過程中鑄造或鍛造缺陷所引起的,不過流體介質的沖刷和氣蝕也是常見因素之一。
降低閥門外漏發生所采取的措施主要有6 個。
(1)根據閥門的作用、位置及工況,選用合適的閥門、螺栓、墊片、盤根、自密封等。
(2)對法蘭密封的閥門要用合適的緊力均勻擰緊螺栓:螺栓預緊力太小,達不到法蘭和墊片所需初始密封比壓;螺栓預緊力太大,使墊片發生過度變形、工作時墊片回彈不夠等,密封面均會發生泄漏。
(3)閥桿處的外漏是靠盤根室來實現的,要求閥桿光滑無麻點凹坑、盤根選用正確無破損、閥桿盤根潤滑良好。壓蓋螺栓壓好后,壓蓋壓入填料箱部分不得小于1/3 且不大于2/3,螺栓應露出螺母至少2~3 個絲扣,螺栓緊力適中,確保閥桿活動靈活且無外漏。
(4)閥桿的橢圓度、撓曲度和光潔度都會影響盤根室的密封。閥桿彎曲度不得超過2/1000,橢圓度不得超過0.02 mm,表面銹蝕和腐蝕深度不得超過0.1 mm。
(5)對有自密封的閥門來說,自密封也是外漏的一個重要因素,因此安裝時要保證自密封的完好及緊力。
(6)選用質量合格的閥門,盡可能避免因閥體而產生的泄漏。
3.3 機械故障
閥門的機械故障主要表現在閥桿無法正常開關、針對閥桿無法操作,主要原因包括:閥桿螺紋存在損傷、螺紋腐蝕或螺紋被灰塵煤粉等覆蓋;閥桿缺乏潤滑或潤滑劑失效、彎曲、表面光潔度不夠;閥桿和銅套配合公差不準、咬得過緊,銅套安裝傾斜、材料選擇不當,如果閥桿和閥桿螺母為同一種材料,則容易發生咬住現象。
4 結束語
閥門在鍋爐運行中起到了重要的作用,能夠保障鍋爐的正常運行和安全生產。但是閥門在使用過程中不可避免地會發生這樣那樣的問題,如何將這些問題或缺陷的發生降低到一個合理的頻次、避免重大事故的發生,是相關技術人員在今后的檢修生產過程中必須面對的考驗。
猜你喜歡
流程工業(2022年3期)2022-06-23 09:41:10
流程工業(2022年3期)2022-06-23 09:41:08
流程工業(2022年3期)2022-06-23 09:41:02
流程工業(2022年3期)2022-06-23 09:40:50
流程工業(2022年5期)2022-06-23 07:19:22
流程工業(2022年5期)2022-06-23 07:19:16
中國核電(2021年3期)2021-08-13 08:57:02
中國石油石化(2021年8期)2021-07-20 07:36:12
煤氣與熱力(2021年3期)2021-06-09 06:16:18
智富時代(2018年5期)2018-07-18 17:52:04