大豆蛋白纖維/長絨棉混紡紗粗節的改進研究
2020-05-11 07:24:24石振宇
紡織檢測與標準 2020年2期
石振宇
[五極紡織科技(上海)有限公司,上海201114]
0 引言
隨著生活品質的提升,功能性的紡織產品深受大眾的喜愛,尤其以具有舒適性和保健功能的大豆蛋白纖維倍受青睞。利用大豆蛋白纖維和長絨棉的特性,研究生產大豆纖維和長絨棉的混紡紗成為紗線技術開發人員關注的重點。在綜合考慮所制面料服用性能的基礎上,采用賽絡緊密紡技術紡制11.8 tex紗線,以確保后序生產面料的舒適性。然而,在紡紗的生產研制過程中常會出現紗線粗節過多、絡筒切疵數量顯著增加的現象,不但影響了絡筒的生產效率,而且對織物的外觀造成了較大的影響。為了解決紗線粗節過多的問題,本文從清花工序給棉羅拉與打手隔距、梳棉工序錫刺比、并條工序的牽伸倍數、粗紗工序后區牽伸倍數、細紗羅拉隔距、絡筒電清工藝等6個方面進行分析探討,選擇合適的試驗方案,從而達到降低紗線粗節、改善織物外觀的目的[1]。
1 試驗
1.1 試驗原理
在牽伸過程中,通過牽伸系統對纖維進行有效控制,盡可能減少纖維局部集束。成紗中出現的粗節與纖維開松梳理過度、半成品中浮游纖維過多,以及紡紗工藝參數設置不當等因素密切相關。
1.2 試驗原料
大豆蛋白纖維和進口長絨棉。
1.2.1 大豆蛋白纖維
試驗所用大豆纖維預先經過漂白,其性能指標見表1。在試驗前,需對大豆纖維原料進行前處理。經反復試驗,確定用0.7%的抗靜電劑與6%的水(o.w.f,均為對大豆纖維的質量比)先均勻噴灑原料,再用塑料袋包好存放24 h后進行測試,并控制大豆蛋白纖維原料的質量比電阻為1.5×108Ω·g/cm2,使其能滿足紡紗要求[2]。
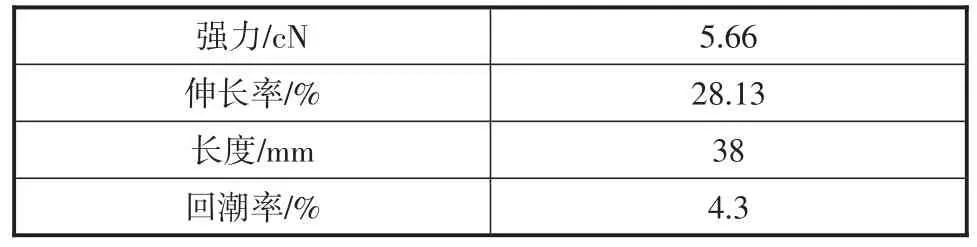
表1 大豆蛋白纖維的性能指標
1.2.2 長絨棉
本次選用100%進口長絨棉,實驗室采用逐包檢驗的方法進行分類排列,其綜合性能指標詳見表2。
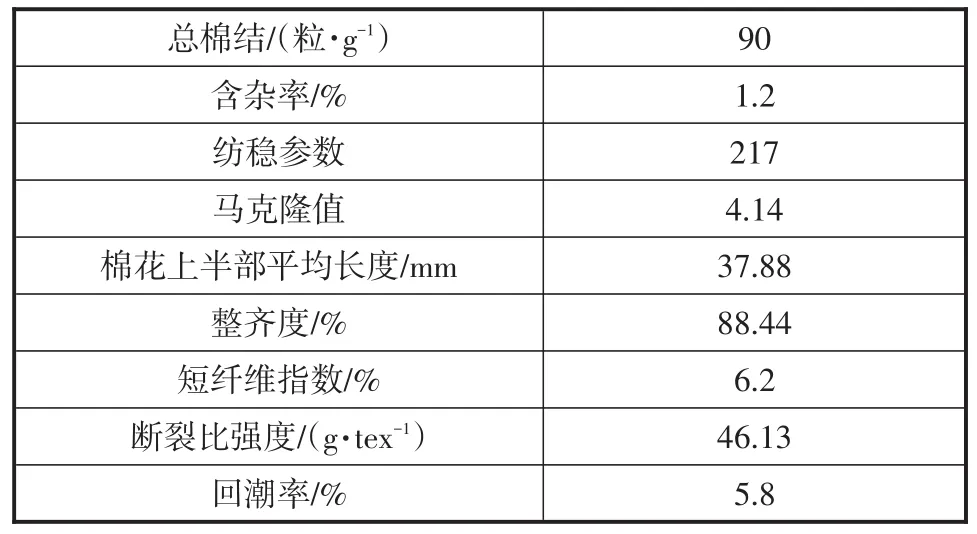
表2 長絨棉綜合性能指標
1.3 儀器和設備
ME100條干儀、AFIS單纖維檢測儀和HVI棉花大容量測試儀(瑞士USTER公司),單纖維電子強力儀YG001E和快速八籃烘箱YG747(常州第二紡織儀器廠有限公司),金相顯微鏡(濟南峰志試驗儀器有限公司)。
1.4 工藝流程
1.4.1 工藝路線選擇
本次生產采用兩種原料圓盤混合,可以一次性有效控制混紡比,無需擔心預并條質量波動,同時還可以節約車間設備機臺的使用,便于生產管理和質量控制。
1.4.2 工藝流程
大豆蛋白纖維和長絨棉精梳條(機器撕條,長度小于10 cm)按50/50的配比稱重排盤→FA002抓棉機→FA035混棉開棉機→FA022多倉混棉機→立式液壓打包機(制成棉包)→FA002A抓棉機→FA028多倉混棉機→FA106A開棉機→FA046給棉機→FA141成卷機→FA224D梳棉機→FA311高速并條機(頭并)→RSB D401(末并)→FA497粗紗機→LR60/AX印度朗維細紗機→Savio(polar E)絡筒機(配Loepfe電清)[3-4]。
1.5 測試方法
烏斯特條干值(CV)、細節、粗節、棉結及毛羽值(H)參照GB/T 3292.1—2008《紡織品紗線條干不勻試驗方法 第1部分:電容法》執行。
纖維的斷裂強力和斷裂伸長的測定參照GB/T 14337—2008《化學纖維短纖維拉伸性能試驗方法》執行。
進口棉花的短絨率及棉結參照SN/T 4491—2016《進出口棉花短絨率測定光電儀測試法》執行。
2 結果與討論
2.1 清花工序給棉羅拉與打手隔距對粗節的影響
在清花工序,為了研究清花工藝對成紗粗節的影響,當大豆蛋白纖維和長絨棉混合纖維經過FA106A開棉機時,將給棉羅拉和打手之間的隔距分別設計為6 mm、7 mm和8 mm進行試驗,并對所制得的大豆蛋白纖維/長絨棉緊賽紡成紗的性能指標進行測試,測試結果詳見表3。

表3 隔距對大豆蛋白纖維/長絨棉緊賽紡成紗質量的影響
由表3可知:當給棉羅拉與打手間隔距由6 mm增加到7 mm時,成紗+35%粗節由352個/km降低到321個/km(降低了8.8%),+50%的粗節由49個/km降低到44個/km(降低了10.2%);當給棉羅拉與打手間隔距再從7mm增加到8mm時,成紗+35%粗節由321個/km增加到371個/km(增加了+15.5%),+50%粗節由44個/km增加到66個/km(增加了50%)。上述數據說明,適當增加給棉羅拉與打手間隔距,可以減少打手對纖維的損傷,有效保護纖維,降低成紗的粗節;但當給棉羅拉與打手間隔距過大時,會使成團的纖維束開松不足,更易形成粗節。因此,在紡大豆蛋白纖維/長絨棉50/50 11.8 tex緊賽紡時,給棉羅拉與打手間隔距選擇7 mm。
2.2 梳棉工序錫刺比對粗節的影響
在梳棉工序,錫林和刺輥的表面線速度比對纖維的轉移與梳理效果均會產生一定的影響。在本次生產所用鄭州宏大新型紡機有限責任公司的FA224梳棉機上,采用不同梳棉錫刺比分別進行梳棉,比較梳棉錫刺比對成紗質量的影響。其中:方案1設計為皮帶盤直徑為135mm、錫林轉速為354轉/s、刺輥皮帶盤直徑為260 mm、刺輥轉速為748轉/s、錫刺比為2.44;方案2設計為皮帶盤直徑為155mm、錫林轉速為406轉/s、刺輥皮帶盤直徑為240 mm、刺輥轉速為930轉/s、錫刺比為2.25。對制得的大豆蛋白纖維/長絨棉50/50 11.8 tex緊賽紡成紗的性能指標進行測試,測試結果詳見表4。

表4 梳棉錫刺比對大豆蛋白纖維/長絨棉緊賽紡成紗質量的影響
由表4可知:當梳棉機的錫刺比由2.44調整為2.25時,成紗中的+35%粗節由323個/km增加到325個/km(增加了0.6%),+50%粗節由46個/km增加到48個/km(增加了4.3%);+140%棉結和+200%棉結雖有減少,但粗節卻有所增加。綜合考慮,為了降低大豆蛋白纖維/長絨棉緊賽紡成紗的粗節,優先選擇梳棉錫林速度354轉/s、刺輥轉速748轉/s和梳棉錫刺比2.44的工藝參數。
2.3 并條工序牽伸倍數對粗節的影響
由于大豆蛋白纖維和長絨棉棉條在開清棉工序時需經過兩道混合,且混合比較充分,同時末并采用瑞士立達的帶有自調勻整功能的進口并條機,因而并條時采用兩道并條。為了降低成紗的粗節,設計兩個并條工序試驗方案,具體設計為:增加頭并的并和數,改善條子的質量不勻率;減少頭并并和數,減小頭并總牽伸倍數。對設計的兩種方案(見表5)下所制得的大豆蛋白纖維/長絨棉50/50 11.8 tex緊賽紡成紗的性能指標進行測試,測試結果詳見表6。

表5 并條牽伸倍數分配方案對比

表6 并條牽伸倍數對大豆蛋白纖維/長絨棉緊賽紡成紗質量的影響
由表5和表6可知:當頭并的并和數由8根變成5根、實際總牽伸倍數由7.4倍變成4.6倍,末并的并和數由6根變成7根、實際總牽伸倍數由7.5倍變成8.8倍,大豆蛋白纖維/長絨棉緊賽紡的成紗質量指標有較大的改善,+35%粗節由380個/km減少到260個/km(降低了31.5%),+50%粗節由50個/km減少到31個/km(降低了38%),產品質量改善效果比較明顯,因而選擇方案2進行生產。
2.4 粗紗工序后區牽伸倍數對粗節的影響
粗紗工序的后區牽伸倍數對成紗的粗節有較大的影響。為了觀察粗紗后區牽伸對成紗質量的影響程度,在經過粗紗工序生產時,對FA497粗紗機的后區牽伸倍數分別用1.19倍和1.26倍進行對比試驗,并對所制得的大豆蛋白纖維/長絨棉50/50 11.8 tex緊賽紡成紗性能指標進行測試,測試結果詳見表7。

表7 粗紗后區牽伸倍數對大豆/長絨棉緊賽紡成紗質量的影響
由表7可知:當粗紗后區牽伸倍數由1.26降為1.19時,+35%粗節由347個/km降低到319個/km(降低了8%),+50%粗節由49個/km降低到41個/km(降低了16.3%),說明當粗紗后區牽伸倍數降低時,大豆蛋白纖維/長絨棉緊賽紡成紗的粗節有較好的改善。
2.5 細紗羅拉隔距對粗節的影響
細紗的羅拉隔距對成紗粗節也有一定影響,特別是細紗后區大隔距可以適當解捻,保證順利牽伸,改善粗節。在朗維LR60/AX細紗機上,把中羅拉往前拉3mm,使細紗機羅拉隔距由19mm×43mm改成16 mm×46 mm進行對比試驗,并對所制得的大豆蛋白纖維/長絨棉50/50 11.8 tex緊賽紡成紗性能指標進行測試,測試結果詳見表8。

表8 細紗羅拉隔距對大豆/長絨棉緊賽紡成紗質量的影響
由表8可知:當細紗羅拉隔距由19 mm×43 mm改為16mm×46mm時,成紗的+35%粗節由375個/km降低到321個/km(降低了14.4%),+50%粗節由52個/km降低到42個/km(降低了19.2%),且+140%棉結和+200%棉結均稍有改善。可見,改變細紗機的羅拉隔距,可以有效改善大豆蛋白纖維/長絨棉緊賽紡成紗的粗節,提高成紗的品質。
2.6 絡筒電清工藝對粗節的影響
合理優化絡筒電清工藝,可以改進成紗的質量指標。為了降低紗線的粗節,分別設計兩種工藝方案(見表9)進行試驗。試驗所用機型為Savio(polar E),清紗器型號為Loepfe電清,對所制得的大豆蛋白纖維/長絨棉50/50 11.8 tex緊賽紡成紗的性能指標進行測試,測試結果詳見表10。

表10 不同絡筒電清工藝對大豆蛋白纖維/長絨棉緊賽紡質量的影響
由表10可知:當絡筒電清工藝參數由方案1調整為方案2時,成紗的+35%粗節由330個/km降低到321個/km(降低了2.7%),+50%粗節由40個/km降低到35個/km(降低了12.5%),且其余常發性紗疵也有所改善。可見,使用合適的絡筒電清工藝,也可以改善大豆蛋白纖維/長絨棉緊賽紡成紗的粗節。
3 結論
(1)并條工序牽伸倍數分配的優化調整,可明顯降低大豆蛋白纖維/長絨棉50/50 11.8 tex混紡紗緊賽紡成紗的粗節。
(2)細紗羅拉隔距的調整可以有效降低緊賽紡成紗的粗節。
(3)改變梳棉錫刺比或調整絡筒工藝參數,均不能有效改善大豆蛋白纖維/長絨棉緊賽紡成紗的粗節效果。
(4)合理選擇試驗方案,可有效控制大豆蛋白纖維/長絨棉緊賽紡成紗的粗節,提高紗線產品的品質。
