水泥窯協同處置生活垃圾項目預處理生產線的技術改造評估
2020-05-11 02:14:34葛洲壩中材潔新武漢科技有限公司湖北武漢430000
水泥工程 2020年6期
許 佳(葛洲壩中材潔新(武漢)科技有限公司,湖北 武漢 430000)
0 背景
某水泥窯協同處置生活垃圾項目建于2015年,設計規模為500t/d。該項目將原生生活垃圾進行破碎、篩分等預處理過程之后,分選為可燃物(塑料、紙張、織物、木頭、樹葉、雜草等)與不可燃物(廚余物、渣土、石頭、玻璃等),可燃物送入水泥生產系統的分解爐用作替代燃料,不可燃物送入水泥生產系統的生料磨用作替代原料[1]。經過近5年的運行,該項目暴露出如破碎機磨損較快、滾筒篩堵塞、分選效率不高等問題,導致預處理后的可燃物和不可燃物分選效率不高。為解決上述問題,對生活垃圾預處理生產線進行了技術改造,在原有工藝流程的基礎上新增風選機一臺,調整了物料走向,突出強化了風選分選的作用,優化了整個預處理生產線的運行流程。本文通過比較分析技術改造前后可燃物與不可燃物成分變化情況,對技術改造之后的效果進行評估,并跟蹤水泥窯系統運行變化情況。
1 評估方案
1.1 生產線說明
該項目生活垃圾預處理生產線技術改造前后的工藝流程圖見圖1。
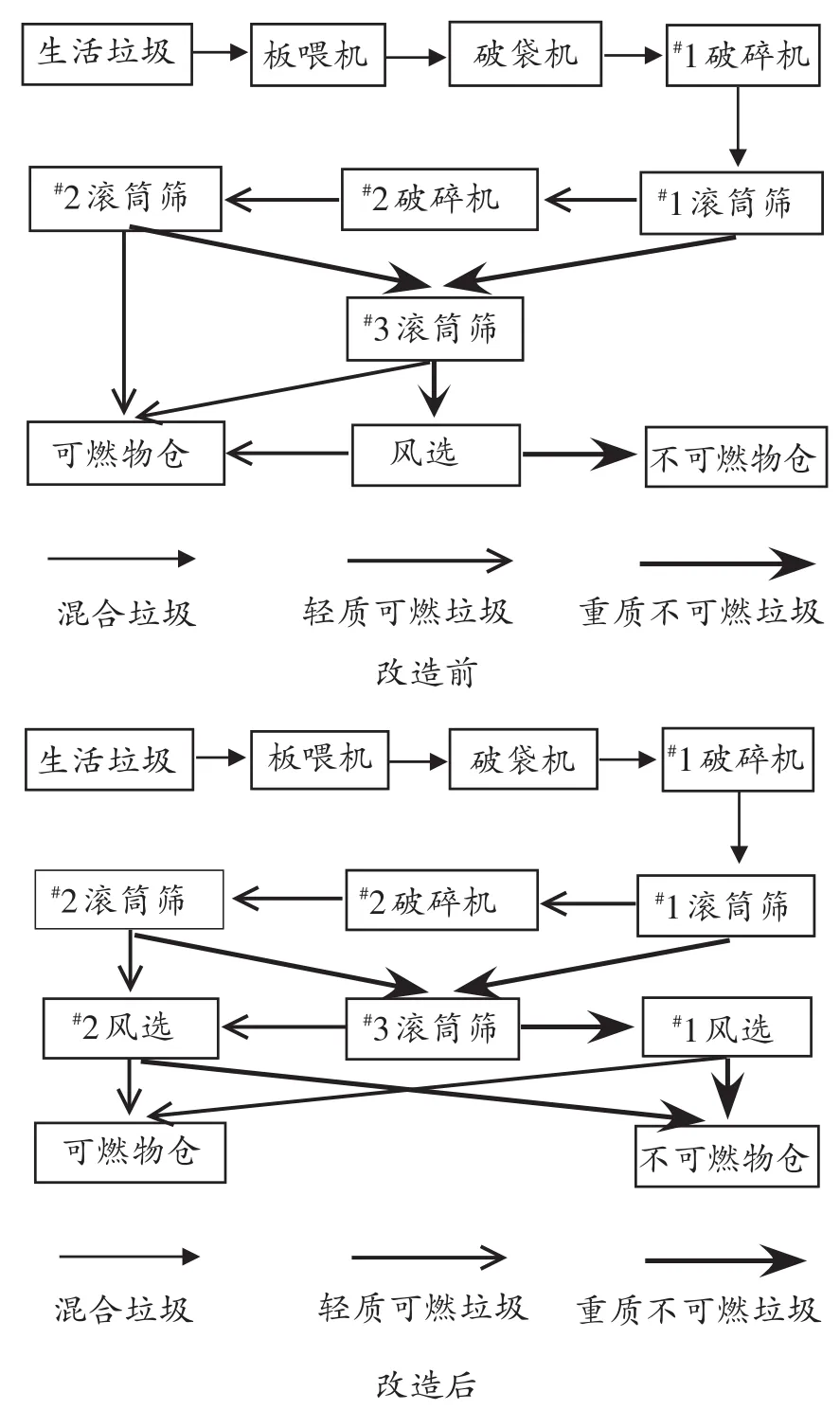
圖1 技術改造前后工藝流程圖
1.2 分析方法
對該項目生活垃圾預處理生產線各環節進出料進行取樣,分選出可燃物與不可燃物(分類標準見表1),并分別稱重,計算可燃物與不可燃物的占比(質量分數),進而評估可燃物與不可燃物的分選效率。

表1 生活垃圾中可燃和不可燃組份分類標準[2]
2 分析討論
2.1 技術改造前
2.1.1 取樣位置
根據該項目生活垃圾預處理工藝,共設置11個取樣點(見圖1改造后圖):#1破碎機、#1滾筒篩篩上、#1滾筒篩篩下、#2破碎機、#2滾筒篩篩上、#2滾筒篩篩下、#3滾筒篩篩上、#3滾筒篩篩下、風選輕質料、風選重質料、入倉可燃物。
2.1.2 數據分析
從以上各取樣點的物料中分選出可燃物與不可燃物,分別并計算其占比,結果見表2。
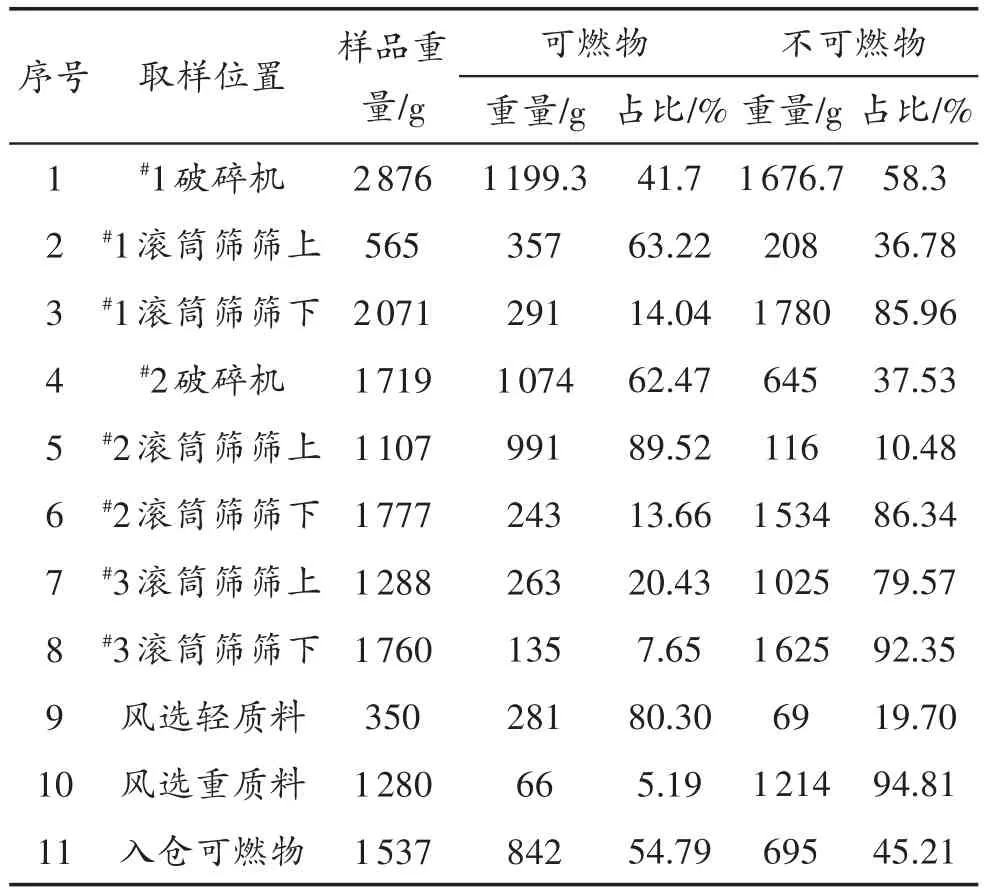
表2 技術改造前預處理各環節物料成分分析表
從入倉可燃物中的物料情況來看,可燃物占比為45.21%,不可燃物占比為54.79%,可燃物占比偏小,不可燃物占比偏大。由圖1可知,可燃物倉的物料來源于#2滾筒篩篩上物、#3滾筒篩篩上物和風選輕質料。由表2可知,#2滾筒篩篩上物中可燃物占比為89.52%,#3滾筒篩篩上物中可燃物占比為20.43%,風選輕質料中的可燃物占比為80.30%,由此可見,#3滾筒篩分選效果較差,篩上物可燃物占比較低,最終影響了入倉可燃物的品質。結合生產線實際分析可知,#3滾筒篩進料為經過破碎后的#1滾筒篩和#2滾筒篩篩下物的混合物。其中#1滾筒篩的篩下物僅經過一次預破碎,尺寸較大,同時不可燃物密度較大,含水率較高,在滾筒篩轉動過程中容易壓實、粘結成塊、成球[3],而#3滾筒篩孔徑(Ф42mm)較小,所以大量不可燃物遺留在滾筒篩篩上,最終影響分選效果。
可燃物倉物料直接進入后端水泥生產系統的分解爐,不可燃物占比偏大,一方面會在下落過程中破壞預熱器、煙室等部位的保溫材料,另一方面可燃物中的不可燃組分未經過預熱過程直接從分解爐進入,影響后端的熟料生產及質量[4]。因此,需要對原有生產線進行技術改造。
2.2 技術改造效果評估
2.2.1 技術改造方案
為解決§2.1中所述的#3滾筒篩分選效果差、入倉可燃物中不可燃物占比較高的問題,在本次技術改造中新增風選機一臺,調整物料走向,優化整個預處理生產線的運行流程,將#2滾筒篩和#3滾筒篩篩上物引入風選機(編號為#1風選,見圖1),再經過一次篩分,突出強化風選機的分選作用,進而提高入倉可燃物的品質。
2.2.2 取樣位置
為了評估新增風選機的工作效率,針對風選機的進出料情況共設置8個取樣點:#1風選進料、#1風選輕質料、#1風選重質料、#2風選進料、#2風選輕質料、#2風選重質料、入倉可燃物、入倉不可燃物。
2.2.3 數據分析
從上述各取樣點的物料中分選出可燃物與不可燃物,分別計算其占比,結果如表3所示。
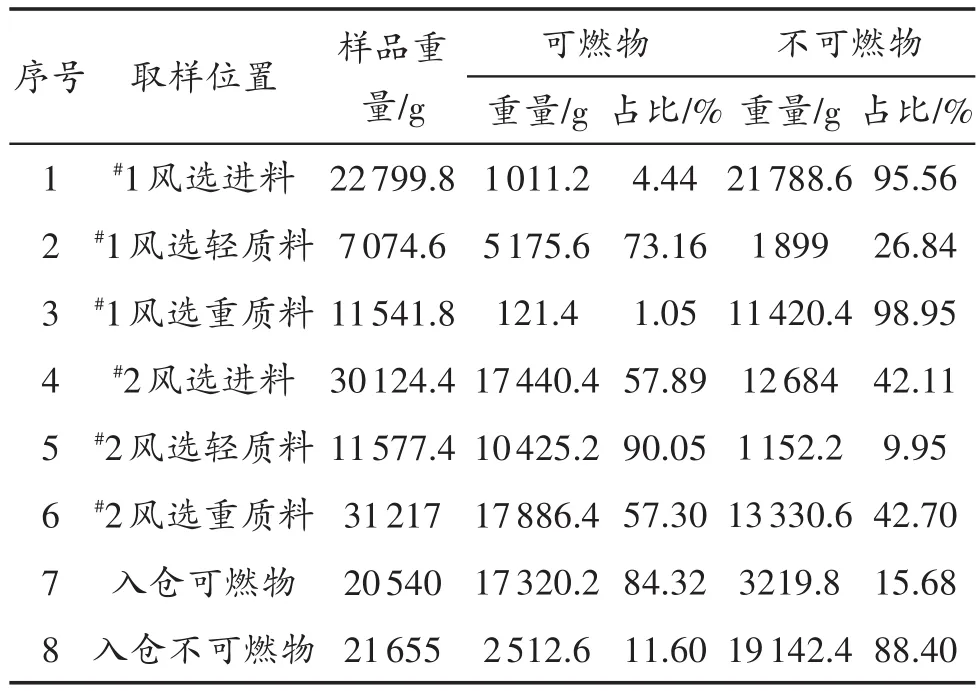
表3 技術改造后預處理環節物料成分分析
由圖1可知,新增風選機的輕質物料直接進入可燃物倉,重質物料進入不可燃物倉,因此風選機的分選效率對入倉可燃物與不可燃物的品質有直接影響。由表3可知,#1風選機輕質物料可燃物占比為73.16%,不可燃物占比為26.84%;#1風選機重質物料可燃物占比為1.05%,不可燃物占比為98.95%。可見,新增風選機分選效率較高,出料的品質均較高。分析對比表2與表3數據可知,入倉可燃物中可燃物占比提高至84.32%,不可燃物占比降至15.68%,入倉可燃物中的不可燃物占比明顯降低。綜合分析可知,技術改造后,并顯著提高了入倉可燃物的品質。
2.3 對水泥窯系統的影響分析
2.3.1 對生料磨密封喂料器運行影響
在改造之前,由于經常有輪胎、鞋子、大塊織物等物料進入生料磨,易卡跳密封喂料器導致生料磨臨停,經過此次改造,新增風選機之后,輪胎、鞋子、大塊織物等物料進入到可燃物料中,減少了對密封喂料器的影響,跳停次數明顯下降,具體見表4。
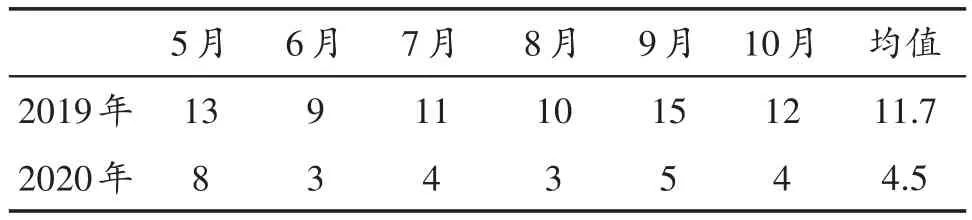
表4 改造前后生料磨密封喂料器跳停情況對比
2.3.2 對熟料煅燒的影響
(1)C1出口回灰量變化。對改造前后C1出口回灰量進行檢測計算,數據見表5。
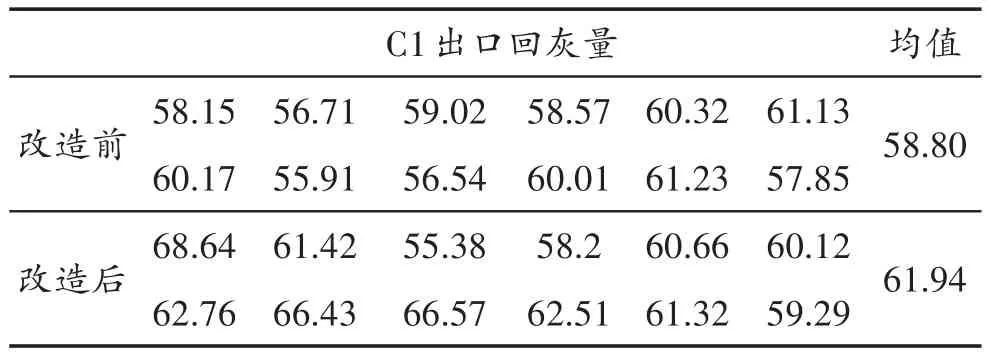
表5 改造前后C1出口回灰量變化 t/h
分析可以看出,改造后C1回灰量上升,由于新增風選機后,入窯可燃物品質提高,可燃物總量增大,燃燒后的灰分增加,從而導致C1回灰量增加。
(2)C1出口溫度。在對垃圾預處理進行改造后,對C1出口溫度變化進行統計,數據見表6。
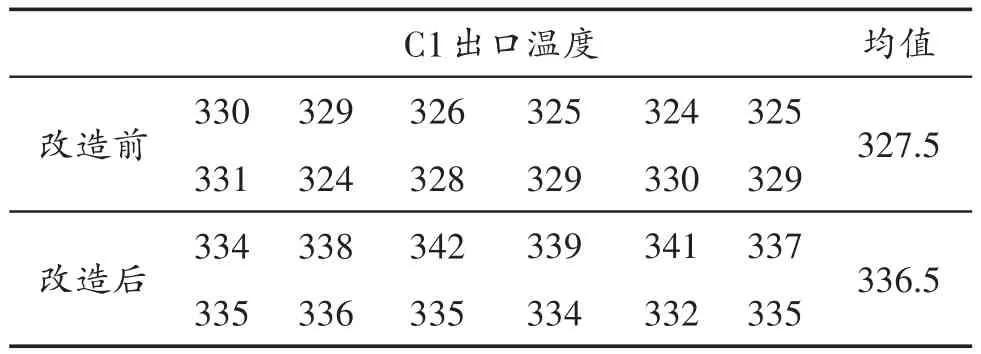
表6 C1出口溫度變化 ℃
從表6中數據可以看出,改造后,C1出口溫度均值上升9℃,分析認為,此次技術改造后,進入窯系統的可燃物總量增加,部分可燃物進入窯系統內被氣流帶到更高的部位燃燒,導致出預熱器溫度上升。
(3)對熟料煤耗的影響根據折線圖2可以看出,改造后煤耗明顯下降,且喂煤量更穩定。分析認為,改造后入窯可燃物料品質提高,入窯后窯內煅燒工況好轉,煤耗降低。
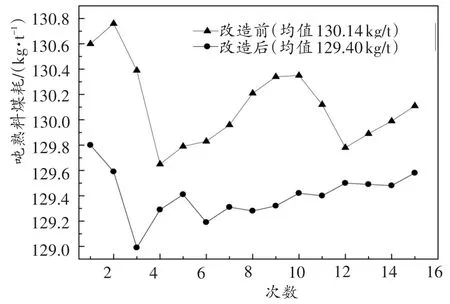
圖2 投喂可燃物前后煤耗頭尾煤耗對比
3 結論
綜合前文的分析結果可知,經技術改造后,有效提高了原生活垃圾預處理生產線可燃物與不可燃物的品質,減少了對生料磨運行的影響,降低了噸熟料煤耗,技術改造效果顯著,能夠滿足生產的要求。
