淺談延長窯口澆注料壽命的措施
2020-05-11 02:14:38吳君山宜賓瑞興實業有限公司四川宜賓644400
水泥工程 2020年6期
關鍵詞:施工
吳君山(宜賓瑞興實業有限公司,四川 宜賓,644400)
0 前言
某廠1號窯設計生產能力為2000t/d生產線,回轉窯規格為Φ4.0m×60m、三檔支撐。自2001年投產以來,窯口澆注料壽命一直在5~7個月,最短不足4個月,成為制約回轉窯運轉周期的關鍵因素。后經技術人員不斷摸索改進,從結構優化、耐火材料和錨固件選用、施工管控,以及工藝管理多方面采取措施,取得了較好效果。
1 優化窯口結構
1.1 加大窯口護鐵螺栓
該窯口由36塊護鐵組成,每塊護鐵靠3顆M24×110mm的不銹鋼螺栓與回轉窯筒體連接。起初窯口澆注料壽命短是由于頻繁掉護鐵,而掉護鐵的原因是熱應力導致護鐵螺栓折斷。很長一段時間內,為了避免護鐵螺栓頻繁斷而掉護鐵,在安裝護鐵時,人為使護鐵螺栓稍松些,這樣做解決了螺栓折斷問題,也相對延長了窯口澆注料壽命,但松動的護鐵必然影響澆注料壽命。根據以上情況,又參照同規格回轉窯窯口護鐵螺栓規格,采取護鐵螺栓加大到M30×120mm。同時把窯筒體和護鐵的螺栓孔也相應地擴大,徹底解決了因窯口護鐵螺栓斷、護鐵松動造成的掉澆注料問題。
1.2 增大澆注料體積
原設計窯口澆注料軸向長度650mm,澆注料質量為7.3t。窯系統運轉一段時間后經常發生靠窯磚側的窯口澆注料局部脫落,以及第一環窯磚(異型磚)、第二環窯磚擠碎的現象。再加上受窯口擋磚圈位置限制,每次窯口澆注料施工都要同時砌筑第一環窯磚,給窯口澆注料施工帶來困難,也造成第一環磚不耐久。鑒于此將第一環窯磚改為澆注料,使窯口澆注料軸向長度延長到850 mm,澆注料質量為8.8t(見圖1)。澆注料體積和質量都得以增大,有效地提高了窯口澆注料整體強度,從而達到減少運轉過程中機械應力的破壞作用[1]。同時,取消了異型磚,使每次澆注料施工時間縮短6h。
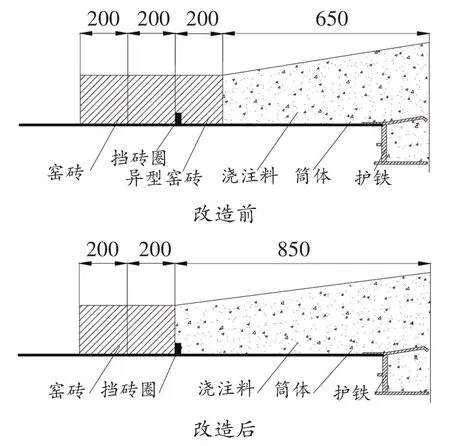
圖1 窯口澆注料示意圖
1.3 改變窯口擋磚圈形式
窯口擋磚圈是阻止回轉窯旋轉時后部窯磚對窯口澆注料的推力,該窯口擋磚圈原設計尺寸是寬25mm、高50mm,窯口澆注料軸向延長后的一個使用周期發現窯口擋磚圈有脫焊、變形現象,說明該道擋磚圈強度不足,不能夠承受后部窯磚的推力,進而影響窯口澆注料壽命。接下來的年度大修時,將窯口擋磚圈尺寸更換為寬50mm、高50mm,整體更換擋磚圈之后,其再未出現過脫焊、變形問題。
2 選用優質材料
2.1 選用優質澆注料
隨著耐火材料技術的不斷進步,各耐材企業開發出一系列優質澆注料,特別是針對工作條件惡劣的窯口更是耐材生產企業重點探索部位。從某耐材企業了解到窯口專用澆注料后,將原來沿用數年的莫來石質高強耐火澆注料替換掉。兩種澆注料的主要性能指標中,窯口專用澆注料的多項指標均優于莫來石質高強耐火澆注料(見表1),優質澆注料的選用必然延長窯口澆注料壽命。

表1 兩種澆注料性能對比表
2.2 升級錨固件材質及規范焊接
初期為了使錨固件更耐用,把材質1Gr18Ni9的錨固件直徑由Φ10 mm,逐漸加大到Φ12 mm、Φ14 mm,并未取得預期效果。隨后將錨固件材質升級為0Gr25Ni20,錨固件直徑選用Φ12mm,基本解決了錨固件易燒蝕不耐用問題。為控制錨固件軸向膨脹量,以前的做法是纏上幾圈絕緣膠布,由于人工操作厚度不勻,不能保證質量,后改用厚度2mm的塑料帽,套在錨固件頭部,較好地消除了錨固件的熱膨脹應力[2]。
選用牌號為A402的不銹鋼焊條焊接錨固件,焊接完后逐個敲擊檢查焊接強度,避免焊接不牢而造成澆注料成塊脫落問題。同時,嚴格遵守不銹鋼焊條使用要求,主要是:(1)焊前清理焊件上的油污、氧化層和殘余澆注料等雜物。(2)電焊機采用直流反接,保證焊接燒熔深度;(3)控制焊接電流不過大,防止損傷錨固件。
另外,窯口澆注料施工過程中嚴格遵守工藝規程,保證用水清潔、控制加水量、正確振搗、合理預留膨脹縫和排氣孔等各個施工環節,保證施工質量。
3 注重日常工藝管理
3.1 減緩飛砂料形成量
飛砂料形成量過大會加劇窯頭罩、噴煤管和窯口澆注料損壞。經過不斷摸索,控制熟料三率值KH:0.89±0.01、SM:2.4±0.05、IM:1.55±0.05時,形成的飛砂料量適中,熟料結粒較為理想,熟料質量也比較好。
3.2 控制窯頭負壓
合理的窯頭負壓能保持窯爐用風與入窯頭罩風量的平衡。窯頭負壓過小容易造成周邊設備受損、窯頭無法看火、對窯頭的比色高溫計、高溫攝像頭等儀表正常工作不利,飛濺的高溫物料易造成人身傷害,也影響環境衛生[3]。生產中窯頭負壓一般保持在-30~-50 Pa,有利于緩解飛砂料對高溫下耐火材料的磨損。
3.3 防止窯口圈頻繁結掉
窯口圈過高的主要危害:(1)減少窯內的通風面積,影響入窯的二次風量,影響正常的火焰形狀,加劇煤粉的不完全燃燒。(2)熟料在燒成帶內停留時間過長,容易結大塊、磨損與砸傷窯皮,影響窯襯使用壽命[4]。(3)頻繁結掉窯口圈更容易損壞窯口澆注料。生產中采取熱燒法防止形成窯口圈,具體做法是:(1)控制煤粉的細度5%~6%、水分<1.2%,(2)噴煤管拉到窯口以外100~200mm,(3)控制二次風溫≥1100℃,經實踐這種控制方式基本不會形成窯口圈。
另外,無論是計劃,還是非計劃開停窯均嚴格按工藝要求冷窯、烘窯,減少異常工況對窯口澆注料的損傷,這也是日常工藝管理的重點內容之一。
4 效果及不足
通過以上改進措施,窯口澆注料壽命延長到12個月,取得了較好效果。同時,也有兩點不足:(1)窯口澆注料施工有待進一步規范;(2)窯口的護鐵與澆注料未形成統一周期,還需再優化。
猜你喜歡
建材發展導向(2022年18期)2022-09-22 07:13:20
建材發展導向(2022年12期)2022-08-19 02:33:10
建材發展導向(2022年10期)2022-07-28 03:04:36
建材發展導向(2021年22期)2022-01-18 06:12:46
建材發展導向(2021年19期)2021-12-06 03:20:50
建材發展導向(2021年18期)2021-11-05 09:19:50
建材發展導向(2021年12期)2021-07-22 08:06:58
建材發展導向(2021年9期)2021-07-16 07:11:36
上海建材(2017年4期)2017-10-16 01:33:34
中國房地產業(2016年2期)2016-03-01 01:25:48
