雙塊式軌枕外形質(zhì)量快速檢測系統(tǒng)研制及應(yīng)用
2020-05-11 10:21:54凌烈鵬薛峰王亮明段培勇趙勇徐超
鐵道建筑 2020年4期
凌烈鵬 薛峰 王亮明 段培勇 趙勇 徐超
(1.中國鐵道科學(xué)研究院集團(tuán)有限公司鐵道建筑研究所,北京 100081;2.中鐵三局集團(tuán)線橋工程有限公司,河北廊坊 065200)
我國高速鐵路和客運(yùn)專線主要采用無砟軌道結(jié)構(gòu),其中用于無砟軌道施工、工廠化生產(chǎn)的混凝土預(yù)制構(gòu)件主要是CRTSⅢ型混凝土軌道板和SK-2型雙塊式混凝土軌枕。SK-2型雙塊式混凝土軌枕是雙塊式無砟道床主要構(gòu)件之一,主要應(yīng)用于武廣、蘭新第二雙線、滬漢蓉、杭深、向蒲、合福、成渝、大西、鄭萬、張吉懷等鐵路[1]。
SK-2型雙塊式混凝土軌枕一般在臨建軌枕廠進(jìn)行生產(chǎn),有2種形式的生產(chǎn)線(1×4和2×4),日均產(chǎn)量800~1 400根,最高可達(dá)2 000根,整體自動化程度相對較高[2]。軌枕出廠檢驗(yàn)主要采用人工配套工裝方式。根據(jù)TB/T 3397—2015《CRTS雙塊式無砟軌道混凝土軌枕》[3],SK-2型雙塊式混凝土軌枕出廠檢驗(yàn)指標(biāo)主要包括承軌表觀缺陷、溝槽及擋肩裂紋、套管堵孔、棱角破損掉角等6項(xiàng)外觀質(zhì)量指標(biāo),以及長度、斷面寬度、桁架筋高度、套管間距、內(nèi)外承軌臺槽底腳間距等14項(xiàng)外形尺寸指標(biāo)。根據(jù)檢驗(yàn)要求,外觀質(zhì)量指標(biāo)要求出廠全檢,外形尺寸指標(biāo)要求按批次抽檢。
由于雙塊式軌枕日均產(chǎn)量較大,人工檢測方式難以保證檢測質(zhì)量和檢測效率,且外形尺寸抽檢比例較小,檢測數(shù)據(jù)無應(yīng)用價值,不適用于信息化建設(shè)。我國高速鐵路建設(shè)提出了加強(qiáng)自主創(chuàng)新、發(fā)展高端制造、智能制造的更高要求,為滿足工程質(zhì)量的要求,軌枕檢測作為質(zhì)量控制的重要工序,其自動化、智能化、信息化發(fā)展是智能制造的必然趨勢。
1 技術(shù)方案
雙塊式軌枕生產(chǎn)線整體布局一般采用環(huán)形流水線結(jié)構(gòu)[4-5],主要生產(chǎn)工序?yàn)椋夯炷翑嚢琛仓壵眇B(yǎng)護(hù)、脫模→模具清理、噴涂脫模劑→鋼筋桁架安裝和鋼筋加工→脫模后的外觀質(zhì)量檢測→涂油蓋蓋、蓋生產(chǎn)批號→碼垛和轉(zhuǎn)運(yùn)。在成品庫中進(jìn)行外形尺寸檢測。
根據(jù)生產(chǎn)線特點(diǎn),檢測工序應(yīng)位于生產(chǎn)線末端,設(shè)置于脫模工序與碼垛工序之間。檢測工序應(yīng)不影響整條生產(chǎn)線的生產(chǎn),即在檢測設(shè)備有故障的情況下可轉(zhuǎn)為人工檢測。正常作業(yè)情況下能夠滿足生產(chǎn)節(jié)拍要求,即檢測效率小于2.5 min/4根軌枕,還應(yīng)考慮軌枕轉(zhuǎn)運(yùn)等影響。
根據(jù)TB/T 3397—2015要求,檢測內(nèi)容應(yīng)包括尺寸檢測、表觀缺陷、裂紋檢測等。為了便于檢測數(shù)據(jù)的跟蹤管理,應(yīng)給每根軌枕生成1個ID編號。
1)尺寸檢測。通過獲取混凝土制品三維點(diǎn)云數(shù)據(jù),進(jìn)行三維重構(gòu)以獲取各關(guān)鍵部位尺寸,主要采用攝影測量、激光掃描或激光三維圖像測量技術(shù)[6-8]。考慮軌枕生產(chǎn)線特點(diǎn)、生產(chǎn)環(huán)境、測量視野范圍等因素,本文采用基于高基準(zhǔn)平臺的激光三維圖像測量技術(shù)。
2)表觀缺陷。表觀缺陷主要是缺角掉塊,通過現(xiàn)場調(diào)研發(fā)現(xiàn)軌枕掉塊后露出的破損面與軌枕本體存在一定的色差。主要以尺寸大小進(jìn)行判別,通過視覺技術(shù)融合三維點(diǎn)云技術(shù),基于機(jī)器深度學(xué)習(xí)可以定位缺陷位置及投影大小,對比三維點(diǎn)云數(shù)據(jù)模型與檢測標(biāo)準(zhǔn)可分析缺陷深度。
3)裂紋檢測。雙塊式軌枕裂紋主要出現(xiàn)在溝槽位置,通常以不可見裂紋為主,僅僅通過視覺技術(shù)無法識別。設(shè)計方案建議參照TB/T 3397—2015要求,采用涂刷酒精或丙酮的方式進(jìn)行分析判定。
4)軌枕編號。每根軌枕本體上都有對應(yīng)的模具號,每套模具在每天生產(chǎn)批次中只會使用到1次。因此,將模具號和生產(chǎn)批次結(jié)合起來形成軌枕編號。
5)自動噴碼。為了便于現(xiàn)場分揀軌枕,將軌枕編號自動噴印在軌枕上表面,取代人工蓋章。
主要設(shè)計參數(shù):檢測效率≤2 min/4根枕;尺寸檢測精度為0.1 mm;表觀缺陷識別率≥95%;模具號識別率≥95%。
2 方案實(shí)施
雙塊式軌枕外形質(zhì)量快速檢測系統(tǒng)由檢測平臺、測量模塊、裂紋檢測模塊、表觀質(zhì)量檢測模塊、自動噴碼模塊、控制主機(jī)、檢測數(shù)據(jù)信息平臺7部分組成,整體采用龍門式安裝結(jié)構(gòu),不影響正常生產(chǎn)線傳輸,如圖1所示。

圖1 雙塊式軌枕外形質(zhì)量快速檢測系統(tǒng)
2.1 檢測平臺
檢測平臺是尺寸測量的基準(zhǔn)平臺,并可實(shí)現(xiàn)x,y雙向移動,因此要求在使用過程中穩(wěn)定可靠,受外界環(huán)境因素影響小,具體要求如下:
1)高平順、高穩(wěn)定結(jié)構(gòu)
檢測平臺由2個側(cè)架和橫梁組成,分別采用HT300灰鐵整體鑄造并進(jìn)行時效處理。其中,側(cè)架外輪廓尺寸為3 100 mm(長)×1 600 mm(高),寬為400~800 mm,橫梁外輪廓尺寸為4 000 mm(長)×400 mm(寬)×500 mm(高),整體質(zhì)量達(dá)5 t以上,可有效消除脫模振動、環(huán)境溫度的影響。側(cè)架與橫梁之間采用精密齒輪和精密滑軌連接。檢測平臺底座采用機(jī)床墊鐵進(jìn)行整體調(diào)平后,用高強(qiáng)灌注料和地腳螺栓澆筑固定,調(diào)整固定后檢測平臺整體平面度和直線度,要求二者均小于0.08 mm。
2)高精度移動機(jī)構(gòu)
檢測平臺具有雙向走行功能,由運(yùn)動控制卡、伺服電機(jī)、電機(jī)驅(qū)動器、減速機(jī)、同步器、精密齒條及精密導(dǎo)軌組成,可實(shí)現(xiàn)走行定位精度0.1 mm,響應(yīng)時間小于1 s,保障測量裝置高精度穩(wěn)定移動。
3)安全防護(hù)
在側(cè)架和橫梁的走行軌兩端分別設(shè)置防撞止擋硬件裝置和限位開關(guān),保障橫梁在走行過程中的安全性,避免對人員、設(shè)備造成傷害。
2.2 測量模塊
測量模塊設(shè)置于檢測平臺上,由安裝底座、激光三維圖像傳感器及防護(hù)罩組成。基于檢測平臺的雙向走行功能,獲取雙塊式軌枕兩側(cè)承軌槽及鋼筋桁架空間三維點(diǎn)云數(shù)據(jù),重構(gòu)雙塊式軌枕上表面三維點(diǎn)云模型,根據(jù)得到的軌枕尺寸參數(shù)及模具號點(diǎn)云數(shù)據(jù)來重構(gòu)圖像。
激光三維圖像傳感器作為檢測系統(tǒng)中測量模塊的核心,直接決定了設(shè)計方案的可行性。基于類似產(chǎn)品的應(yīng)用經(jīng)驗(yàn),通過對比多種激光三維圖像傳感器的測量精度、光敏感性、穩(wěn)定性、測量頻率、測量視野、底層軟件構(gòu)架開發(fā)等,最終采用德國Sick的Ruler系列激光三維圖像一體化傳感器[9]。
2.3 裂紋檢測模塊
裂紋檢測模塊設(shè)置于檢測平臺后端,由安裝架、光電開關(guān)、酒精或丙酮自動噴涂系統(tǒng)、ET高清相機(jī)組成。整體設(shè)計參照TB/T 3397—2015要求,采用自動噴涂系統(tǒng)模擬人工涂刷酒精或丙酮,通過ET相機(jī)拍攝消逝特征來分析裂紋。溝槽酒精消逝圖見圖2。

圖2 溝槽酒精消逝圖
裂紋識別流程(圖3)為:首先對4個溝槽的視頻進(jìn)行分解,采用幀差法提取溝槽的關(guān)鍵幀;然后對關(guān)鍵幀進(jìn)行自適應(yīng)閾值化和高斯濾波處理;最后根據(jù)提取的輪廓特征分析判斷是否有裂紋。
2.4 表觀質(zhì)量檢測模塊
表觀質(zhì)量檢測模塊的測量原理是基于測量模塊獲取的三維點(diǎn)云數(shù)據(jù)和裂紋檢測模塊ET相機(jī)獲取的表觀圖像特征,采用先進(jìn)視覺算法技術(shù)及圖像識別方式獲取表觀缺陷位置和投影面,再結(jié)合三維點(diǎn)云數(shù)據(jù)模型匹配方式計算其缺陷深度。典型的擋肩掉塊三維點(diǎn)云圖見圖4。

圖3 裂紋識別流程
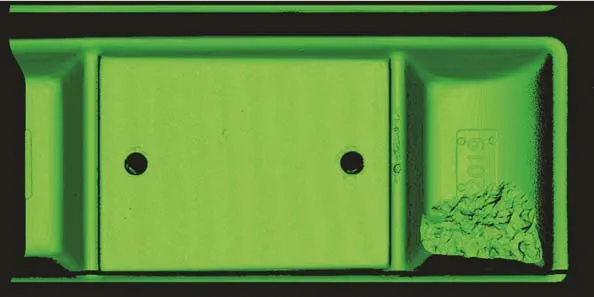
圖4 擋肩掉塊三維點(diǎn)云圖
2.5 軌枕編號模塊
軌枕編號模塊是通過對軌枕模具號的自動識別,與生產(chǎn)批號構(gòu)成軌枕的唯一編號,實(shí)現(xiàn)軌枕的可追溯性,并通過控制主機(jī)調(diào)用EBS全自動噴碼設(shè)備[10]將編號噴印在軌枕上表面,便于在軌枕的后續(xù)轉(zhuǎn)運(yùn)過程中進(jìn)行分揀和跟蹤。
軌枕模具號通過激光三維圖像傳感器獲取的點(diǎn)云數(shù)據(jù)處理成立體灰白圖(圖5),采用機(jī)器學(xué)習(xí)和模板自動優(yōu)化匹配算法實(shí)現(xiàn)模具號的自動識別。如2018年8月4日夜班生產(chǎn)的116號模具的第1根軌枕編號為2018080402116-1,噴碼效果如圖6所示。
2.6 控制主機(jī)

圖5 模具號三維立體灰白圖

圖6 軌枕噴碼效果
控制主機(jī)是整套檢測系統(tǒng)的中央集成控制中心,與生產(chǎn)線生產(chǎn)系統(tǒng)、生產(chǎn)車間中控系統(tǒng)及數(shù)據(jù)信息平臺形成信息交互。軌枕脫模后運(yùn)至檢測平臺,生產(chǎn)系統(tǒng)通過信號反饋?zhàn)詣訂訖z測程序,檢測完畢后將相關(guān)信息推送至后續(xù)工序及檢測信息平臺,并反饋生產(chǎn)系統(tǒng)將檢測完畢后的軌枕轉(zhuǎn)運(yùn)至下道工序。當(dāng)檢測出A類不合格軌枕時自動觸發(fā)現(xiàn)場聲光報警,提示現(xiàn)場巡檢人員進(jìn)行確認(rèn)處理,實(shí)現(xiàn)了檢測工序全自動化、智能化、信息化作業(yè)。
2.7 檢測數(shù)據(jù)信息平臺
檢測系統(tǒng)實(shí)現(xiàn)了雙塊式軌枕的尺寸、表觀質(zhì)量的逐根檢驗(yàn),并形成每根軌枕的檢測信息檔案及編碼,軌枕檢測數(shù)據(jù)生成后自動上傳數(shù)據(jù)信息平臺(圖7),可實(shí)現(xiàn)檢測數(shù)據(jù)的存儲、管理、分發(fā)及檢測報告的自動生成。由于軌枕檢測數(shù)據(jù)量大、覆蓋面全,可通過大數(shù)據(jù)分析對軌枕生產(chǎn)質(zhì)量和模具質(zhì)量進(jìn)行追蹤。

圖7 檢測數(shù)據(jù)信息平臺
主要應(yīng)用效果體現(xiàn)在以下3方面:
1)針對同一模具,可搜集一段時間內(nèi)的檢測數(shù)據(jù)來分析模具的尺寸變形情況。圖8是19#模具在2018年7月11日至8月30日期間生產(chǎn)軌枕的兩承軌槽外側(cè)底腳間距參數(shù)的檢測數(shù)據(jù)及其變化趨勢,結(jié)合多個參數(shù)的變化趨勢可及時掌握模具的質(zhì)量變化。

圖8 兩承軌槽外側(cè)義腳間距離分析趨勢圖
2)針對一段時間生成的軌枕,通過分析各項(xiàng)參數(shù)的檢測數(shù)據(jù),可以及時掌握不合格指標(biāo)的分布情況,便于作業(yè)人員掌握生產(chǎn)中的不足。生產(chǎn)質(zhì)量分析圖見圖9。

圖9 生產(chǎn)質(zhì)量分析圖
3)自動生成當(dāng)天批次的生產(chǎn)質(zhì)量報告,匯總當(dāng)天生產(chǎn)產(chǎn)量、合格情況、不合格參數(shù)分析、單項(xiàng)分析結(jié)果及A類不合格軌枕編號。
3 應(yīng)用情況
雙塊式軌枕外形質(zhì)量快速檢測系統(tǒng)于2017年研制以來分別在南漳、奉節(jié)、吉首和蘄春4個軌枕廠進(jìn)行了工程應(yīng)用,覆蓋了1×4,2×4這2種形式的生產(chǎn)線,涉及國內(nèi)雙塊式軌枕生產(chǎn)線設(shè)備主要制造廠家,與各制造廠家的生產(chǎn)控制系統(tǒng)及軌枕廠的中控系統(tǒng)、生產(chǎn)信息化管理系統(tǒng)均形成了信息交互、互聯(lián)互通,實(shí)現(xiàn)檢測系統(tǒng)無人化、全自動化運(yùn)行,檢測數(shù)據(jù)自動上傳,A類不合格軌枕實(shí)時報警。
3.1 檢測效率
1×4和2×4形式的生產(chǎn)線生產(chǎn)節(jié)拍分別為2.5 min和4 min,每次檢測4根軌枕,而2×4形式的生產(chǎn)線軌枕1次脫模8根,且運(yùn)輸過程中排布不齊,因此需要進(jìn)行二次分揀和規(guī)整。綜合考慮軌枕運(yùn)輸至檢測平臺、生產(chǎn)線快節(jié)奏運(yùn)行等因素,檢測工序作業(yè)時間不宜超過100 s。目前,可實(shí)現(xiàn)4根軌枕的檢測時間為80 s。
3.2 檢測精度
雙塊式軌枕尺寸參數(shù)除了套管深度120 mm處偏離度采用套管上平面與承軌面測量夾角進(jìn)行反算外,其余尺寸參數(shù)均是通過三維點(diǎn)云圖計算獲取。測量精度采用標(biāo)準(zhǔn)量塊進(jìn)行垂向和橫向精度復(fù)核,軌枕尺寸參數(shù)檢測精度以人工復(fù)核為準(zhǔn),主要選取小鉗口距、凹槽深度等測量工裝簡易且受人工影響小的參數(shù)進(jìn)行復(fù)核,復(fù)核誤差均在0.1 mm以內(nèi)。圖10為軌枕檢測后自動生成的外形尺寸檢測數(shù)據(jù)。

圖10 外形尺寸檢測數(shù)據(jù)(單位:mm)
3.3 運(yùn)用效果
檢測系統(tǒng)在某廠已累計檢測37萬根軌枕,總體運(yùn)行良好。通過對其檢測數(shù)據(jù)的分析,軌枕模具號識別率可達(dá)99.15%;表觀缺陷受掉塊大小及門檻值設(shè)置影響,按照TB/T 3397—2015要求其識別率可達(dá)97%以上。一些生產(chǎn)廠家對缺損掉塊要求較嚴(yán),比標(biāo)準(zhǔn)要求尺寸小的缺損掉塊也應(yīng)處理。因此,比標(biāo)準(zhǔn)要求尺寸小的掉塊未納入統(tǒng)計。
檢測數(shù)據(jù)的模具質(zhì)量分析和生產(chǎn)質(zhì)量分析為生產(chǎn)人員有針對性地進(jìn)行模具維護(hù)和生產(chǎn)過程質(zhì)量把關(guān)提供了較好的數(shù)據(jù)支撐。
4 結(jié)語
通過現(xiàn)場的運(yùn)用驗(yàn)證,雙塊式軌枕外形質(zhì)量快速檢測系統(tǒng)可滿足TB/T 3397—2015《CRTS雙塊式無砟軌道混凝土軌枕》的出廠檢驗(yàn)要求,與雙塊式軌枕生產(chǎn)線相匹配,大大提高了檢測效率,并實(shí)現(xiàn)了全參數(shù)、自動化、智能化檢測,檢測數(shù)據(jù)自動上傳生產(chǎn)管理平臺,實(shí)現(xiàn)了雙塊式軌枕生產(chǎn)質(zhì)量壽命周期內(nèi)的跟蹤管理,但也存在一些不足:
1)雙塊式軌枕外形質(zhì)量快速檢測系統(tǒng)尚未作為軌枕生產(chǎn)廠的必備設(shè)備進(jìn)行推廣,因此初期生產(chǎn)線建設(shè)未考慮預(yù)留該檢測工位,不便于后期升級改造。
2)由于模具溝槽在清理過程中采用金屬絲刷會形成細(xì)微劃痕,導(dǎo)致軌枕溝槽表面有類似裂紋痕跡,對裂紋識別造成一定誤判。
3)裂紋識別主要是基于機(jī)器視覺和深度學(xué)習(xí)技術(shù),需要大量的數(shù)據(jù)進(jìn)行訓(xùn)練,而軌枕生產(chǎn)隨著工藝水平的提高,實(shí)際存在的裂紋數(shù)據(jù)很少,因此還需通過使用進(jìn)行數(shù)據(jù)積累。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
中國軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
機(jī)械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
