汽車空調冷凝器折疊管料耐腐蝕性能的研究
2020-05-12 14:29:00郭飛躍桂良寶黃美艷
鋁加工 2020年2期
郭飛躍,桂良寶,黃美艷,陳 濤,楊 杰
(乳源東陽光優艾希杰精箔有限公司,韶關512721)
0 前言
冷凝器是汽車空調系統的重要組成部分,具有換熱效率高、體積小、重量輕、耐高壓、冷媒用量少等眾多優點[1]。近年來,隨著汽車向著輕量化、節能化的方向發展,汽車空調冷凝器也朝著低成本、高強度、長壽命的方向發展[2]。傳統汽車空調冷凝器中主要起換熱作用的是表面噴Zn 擠壓多孔管,但由于表面噴Zn 擠壓多孔管生產流程長、表面需噴Zn 導致生產成本較高。目前部分行業高端客戶已經開始采用折疊管料+內翅片方式來替代傳統的表面噴Zn 擠壓多孔管,而且這種方式的換熱效率更高,使用壽命更長,生產成本也更低。與傳統的表面噴Zn 擠壓多孔管相比,冷凝器折疊管料厚度減薄了,對材料的釬焊后強度及SWAAT(循環酸性海水試驗)外部腐蝕性能等方面提出了更高的要求[3-4]。
本文通過對兩種不同構成的冷凝器折疊管料進行釬焊前、后的力學性能測試、釬焊后電位檢測和EPMA(電子探針顯微分析)元素擴散分析以及釬焊后SWAAT 腐蝕試驗測試,對比研究了不同構成的冷凝器折疊管料的耐腐蝕性能,并對耐腐蝕機理進行了探討。
1 試驗方案
1.1 材料制備
采用99.7%普鋁錠、速熔硅、Al-Si 中間合金、Al-Cu中間合金、錳劑等原材料,分別熔鑄成4343合金釬焊材、1050合金中間材、Al-Si-Cu-Mn合金芯材等三種板錠,再經過銑面、釬焊材和中間材板錠加熱和熱軋切板、焊合成兩種復合板錠(如圖1所示,復合板錠1:三層復合,上、下4343層單面復合比10%±2%;復合板錠2:四層復合,上、下4343層單面復合比10%±2%,中間1050層復合比10%±2%)。復合板錠加熱并熱軋成6.0mm后,經冷軋、不完全再結晶成品退火、拉矯等工藝流程,分別制成0.22mm 厚Tube 01(10%4343/Al-Si-Cu-Mn/10%4343)、Tube 02(10%4343/10%1050/Al-Si-Cu-Mn/10%4343)兩種H24態的冷凝器折疊管料。
兩種冷凝器折疊管料釬焊材、中間材、芯材合金的化學成分見表1。
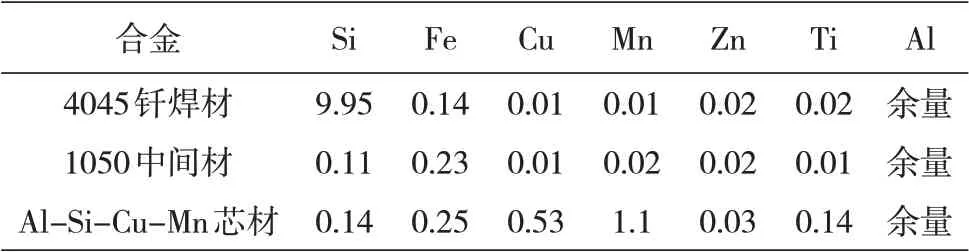
表1 試驗用釬焊材、中間材、芯材合金成分(質量分數/%)
1.2 試驗及檢測項目
將兩種不同構成的冷凝器折疊管料成品放在小型釬焊爐中進行模擬釬焊熱處理(600℃×3min),升溫曲線如圖2所示。在CMT6104萬能拉伸試驗機上進行釬焊前、后拉伸力學性能測試。
采用EPMA設備線掃描檢測釬焊后的冷凝器折疊管料厚度方向Si、Cu、Mn 等元素分布情況,從管外側釬焊層表面、中間層、芯材到管內側釬焊層表面的垂直方向進行了分析;采用HE-104A 電位計檢測釬焊后的冷凝器折疊管料外側釬焊層、中間層和芯材的電極電位;并采用CYP-90A 復合循環腐蝕試驗機對釬焊后的冷凝器折疊管料分別進行SWAAT 20d、30d 和40d 腐蝕試驗(樣品尺寸:80mm(長)×50mm(寬),只檢測折疊管料外側釬焊層面;檢測區域尺寸:70mm(長)×40mm(寬),樣品背面及四邊角均用硅膠涂覆)。
分別取兩種冷凝器折疊管料釬焊后的成品樣品、SWAAT 腐蝕試驗清洗后的樣品,經鑲嵌、機械研磨、混合酸侵蝕后,采用GX51金相顯微鏡觀察其斷面微觀組織;對于芯材及中間層表面晶粒觀察樣品,先用高濃度混合酸將表面釬焊層腐蝕去除,經鑲嵌、機械研磨、電解拋光、陽極覆膜后,采用GX51金相顯微鏡觀察釬焊后芯材及中間層表面晶粒組織。
2 試驗結果與討論
2.1 拉伸力學性能
兩種不同構成的冷凝器折疊管料成品釬焊前、后力學性能結果如表2所示。
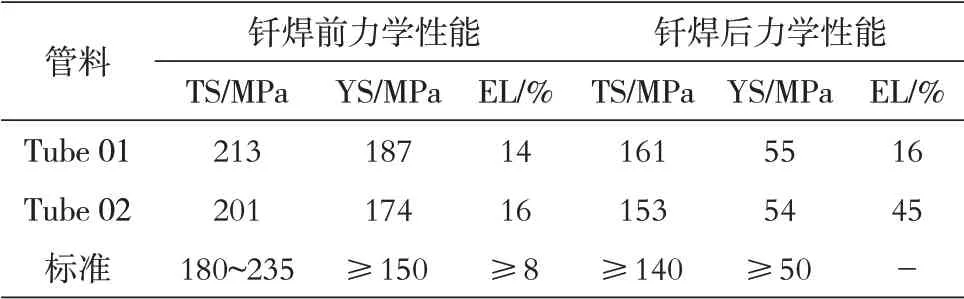
表2 冷凝器折疊管料成品釬焊前、后力學性能
從釬焊前、后力學性能結果看,兩種不同構成的冷凝器折疊管料成品釬焊前、后力學性能均能滿足標準要求,但四層復合管料Tube 02釬焊前的強度要比三層復合管料Tube 01低,抗拉強度低約12MPa,屈服強度低約13MPa,其釬焊后的抗拉強度也比三層復合管料Tube 01低約12MPa。
2.2 微觀組織觀察
兩種不同構成的冷凝器折疊管料成品釬焊后的斷面微觀組織如圖3所示,芯材、中間層表面晶粒組織如圖4所示。
從管料成品釬焊后斷面微觀組織看,兩種管料釬焊后熔蝕均比較輕微(見圖3(a)、(b))。從管料成品釬焊后芯材表面晶粒組織看,兩種管料釬焊后的芯材晶粒組織均為正常的完全再結晶組織(見圖4(a)、(b)),Tube 02管料釬焊后的中間層表面晶粒組織也是正常的完全再結晶組織(見圖4(c))。
2.3 釬焊后電極電位測定
兩種不同構成的冷凝器折疊管料釬焊后外側釬焊層、中間層及芯材電極電位測定結果見表3。
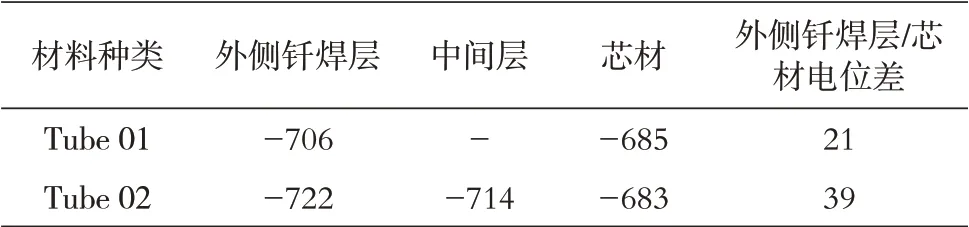
表3 外側釬焊層、中間層及芯材電極電位(SCE電位/mV)
從表3中的電極電位測定結果看,Tube 01和Tube 02管料芯材的電極電位相當,分別為-685mV和-683mV;Tube 02管料的中間層電極電位為-714mV;Tube 01和Tube 02管 料 的 外 側 釬 焊層的電極電位相差較大,分別為-706mV 和-722mV,導致Tube 01和Tube 02管料外側釬焊層/芯材電位差相差也比較大,分別為21mV 和39mV。Tube 02管料中間層/芯材電位差為31mV。
2.4 釬焊后EPMA線分析
兩種不同構成的冷凝器折疊管料釬焊后厚度方向的Si、Cu、Mn等元素EPMA線分析結果如圖5所示。
從圖5中的釬焊后Si、Cu、Mn元素EPMA線檢測結果看,Tube 02管料外側4343釬焊層和1050中間層中的Cu 元素濃度較低,而Tube 01管料外層4343釬焊層中的Cu元素濃度相對較高。
2.5 SWAAT外部腐蝕試驗結果
兩種不同構成的冷凝器折疊管料釬焊后經SWAAT 20d、30d 和40d 腐蝕試驗清洗后的樣品表面形貌及最大腐蝕深度部位的斷面形貌分別如圖6和圖7所示。
從圖6中的冷凝器折疊管料經SWAAT 腐蝕試驗后的樣品表面形貌看,Tube 01冷凝器折疊管料SWAAT 腐蝕性能較差,SWAAT 20d、30d 和40d均發現明顯穿孔(見圖6(a)、(b)和(c));而Tube 02冷凝器折疊管料SWAAT 腐蝕性能較好,SWAAT 20d、30d 和40d 均未發現明顯穿孔(見圖6(d)、(e)和(f))。
從圖7中的冷凝器折疊管料經SWAAT 腐蝕試驗后的最大腐蝕深度部位斷面形貌可知,Tube 01冷凝器折疊管料SWAAT 20d、30d 和40d 明顯穿孔(圖7(a)、(b)和(c));而Tube 02冷凝器折疊管料,經SWAAT 20d、30d 和40d 未發現穿孔,均呈現出明顯的層狀平面腐蝕形貌,且腐蝕深度較淺,最大腐蝕深度45~55μm 左右(見圖7(d)、(e)和(f)),未超過管料厚度的30%。
2.6 分析和討論
拉伸力學性能結果表明,Tube 02管料釬焊前、后的抗拉強度均比Tube 01管料略低一些,這是因為Tube 02管料為四層結構,多了一個1050軟合金中間層;Tube 02與Tube 01管料相比,雖然兩種管料成品厚度一樣,因Tube 02管料中主要起強度支撐作用的芯材厚度比Tube 01管料要薄一些,導致Tube 02管料釬焊前、后抗拉強度相對要低一些,但是都可以滿足冷凝器折疊管料釬焊前、后的力學性能要求。
管料釬焊后的SWAAT 外部腐蝕試驗結果表明,Tube 01管料的SWAAT 外部腐蝕性能較差,SWAAT 20d即出現明顯穿孔;而Tube 02管料表現出極好的SWAAT 外部腐蝕性能,SWAAT 20d、30d、40d均未出現明顯穿孔,而且呈現出明顯的層狀平面腐蝕特征,最大腐蝕深度未超過管料厚度的30%。這是因為:
(1)從釬焊后管外側釬焊層與芯材電位差結果看,Tube 02冷凝器折疊管料電位差較大,為39mV;而Tube 01管料電位差比較小,只有21mV。當管外側釬焊層與芯材電位差越小時,外側釬焊層無法對芯材形成有效的犧牲陽極保護作用,腐蝕很快進入芯材并沿著厚度方向縱向快速擴展,因此SWAAT 20d 腐蝕試驗很快出現穿孔。相反,Tube 02管料是四層結構,外側釬焊層/芯材電位差為39mV,中間層/芯材電位差為31mV,比Tube 01三層管料電位差要大得多,外側釬焊層+1050中間層相當于犧牲層,可以對芯材起到較好的犧牲陽極保護作用。腐蝕剛開始只在外側釬焊層+1050中間層發生,以層狀平面腐蝕為主,同時外側釬焊層+1050中間層由于電位差較低,對芯材的防腐距離比較大,腐蝕不會快速進入芯材,從而大大延緩了腐蝕進入芯材的速度。
(2)從釬焊后的EPMA 線分析結果看,Tube 02管料外側4343釬焊層和1050中間層中的Cu元素濃度較低,而Tube 01管料外層4343釬焊層中的Cu元素濃度相對較高,說明Tube 02四層管料的1050中間層能有效地阻礙釬焊過程芯材中的Cu 擴散。Cu元素可大幅度提高鋁合金的電極電位[5]。如果釬焊時芯材中的Cu 元素向外側釬焊層擴散嚴重,釬焊后外側釬焊層與芯材中的Cu 元素濃度差較小、不能形成Cu 元素濃度的大梯度分布,就會導致釬焊后外側釬焊層/芯材電位差較小,外側釬焊層就無法對芯材形成有效的犧牲陽極保護作用。由于缺少Tube 02四層管料1050中間層的阻隔,Tube 01三層管料芯材中的Cu元素向外側釬焊層擴散嚴重,導致釬焊后外側釬焊層/芯材電位差較小,故其對應的SWAAT外部腐蝕性能結果也較差。
3 結論
(1)與冷凝器三層折疊管料相比,帶1050中間層的冷凝器四層折疊管料釬焊后外側釬焊層/芯材電位差比較大,有著良好的SWAAT 外部腐蝕性能,SWAAT 40d 的最大腐蝕深度未超過管料厚度的30%。
(2)1050中間層能有效地阻礙冷凝器四層折疊管料芯材中的Cu 擴散,外側釬焊層+1050中間層可以對芯材起到較好的犧牲陽極保護作用。
