熔體處理工藝對(duì)6005A鋁合金鑄錠質(zhì)量的影響
2020-05-12 14:29:16謝方亮馮艷飛賈永強(qiáng)
鋁加工 2020年2期
張 宇,謝方亮,吳 楠,楊 路,馮艷飛,賈永強(qiáng)
(遼寧忠旺集團(tuán)有限公司,遼陽(yáng)111003)
0 前言
6005A鋁合金是歐洲開(kāi)發(fā)的Al-Mg-Si系變形鋁合金[1]。6005A 合金不僅具有中等強(qiáng)度、良好的機(jī)械性能、抗腐蝕性能和較好的焊接性能,而且具有優(yōu)異的熱擠壓性能,它可以擠壓成形狀復(fù)雜的大型薄壁空心、實(shí)心型材,因此廣泛應(yīng)用于軌道交通領(lǐng)域[2-3]。近年來(lái),隨著鋁合金型材在高精端領(lǐng)域的發(fā)展,對(duì)材料性能的要求也越來(lái)越高,為了滿足日益增長(zhǎng)的市場(chǎng)需求,提升鋁合金材料質(zhì)量成為生產(chǎn)中的首要任務(wù)[4-5]。
鋁合金熔鑄生產(chǎn)中的熔煉工序決定了鑄錠的內(nèi)部質(zhì)量,熔體處理工藝是生產(chǎn)中的重要環(huán)節(jié)。熔體處理工藝主要由熔煉時(shí)間及溫度、攪拌時(shí)間、精煉時(shí)間及溫度等工藝參數(shù)組成。國(guó)內(nèi)外生產(chǎn)經(jīng)驗(yàn)表明,縮短熔煉時(shí)間可以提升熔體質(zhì)量[6-8]。但因?qū)嶋H生產(chǎn)中存在的不穩(wěn)定因素,常常致使熔體停留時(shí)間被迫延長(zhǎng),而停留時(shí)間對(duì)鑄錠質(zhì)量影響程度鮮有報(bào)道[9-10]。為此,本文采用分析測(cè)試手段對(duì)不同熔體停留時(shí)間生產(chǎn)的鑄錠進(jìn)行分析,研究了熔體處理工藝對(duì)鋁合金顯微組織及力學(xué)性能的影響,以期為鋁合金熔鑄生產(chǎn)及鑄錠品質(zhì)控制提供參考依據(jù)。
1 試驗(yàn)方案
1.1 實(shí)驗(yàn)合金
試驗(yàn)材料采用6005A鋁合金,其化學(xué)成分如表1所示。
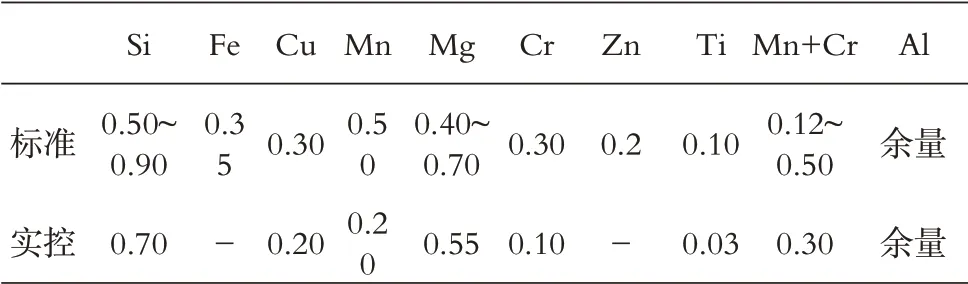
表1 6005A合金化學(xué)成分(質(zhì)量分?jǐn)?shù)/%)
1.2 熔煉工藝
試驗(yàn)所選用原材料為99.70%鋁錠,熔煉爐設(shè)定溫度為850~900℃。當(dāng)爐料軟化下塌時(shí),在表面撒一層覆蓋劑,以減輕熔化過(guò)程的金屬吸氣。扒渣、攪拌過(guò)程中要防止表面氧化物卷入熔體中。當(dāng)熔體溫度為720℃時(shí),添加中間合金。本文熔體停留時(shí)間定義為首次添加中間合金完全熔化后至鑄造開(kāi)始時(shí)間。熔體停留時(shí)間分別選取為2h、3h、5h及7h,制定4種熔體處理工藝(A~D),如表2所示。
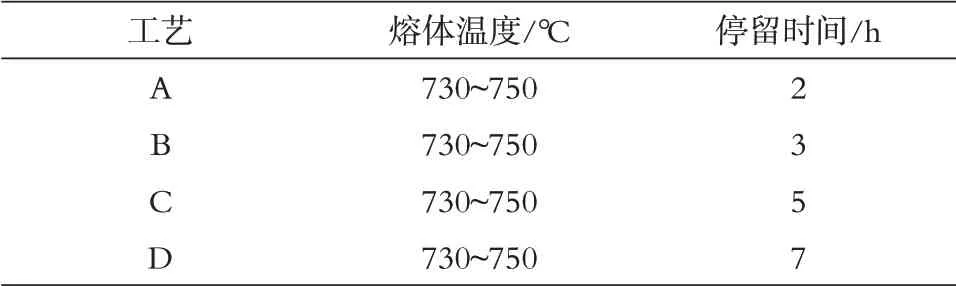
表2 熔煉工藝
1.3 實(shí)驗(yàn)過(guò)程
試驗(yàn)選用φ310mm 圓鑄錠的鑄盤進(jìn)行鑄造,為細(xì)化鑄錠的晶粒,在添加化學(xué)元素時(shí)加入0.03%的Ti[3]。根據(jù)合金的特性,設(shè)計(jì)鑄造溫度675~700℃、鑄造速度50~60mm/min、單根冷卻水流量4~4.5m3/h。在線凈化過(guò)程采用除氣箱及單級(jí)過(guò)濾箱(內(nèi)裝30ppi陶瓷過(guò)濾片)。鑄造結(jié)束后對(duì)鑄錠進(jìn)行均勻化處理,工藝為420℃×3h+560℃×9h,采用水霧冷卻至室溫。
2 試驗(yàn)結(jié)果及分析
2.1 低倍組織
分別在4種工藝產(chǎn)品典型位置上取低倍試片,表3為低倍組織檢測(cè)結(jié)果對(duì)比。由表3可以看出,工藝D的低倍質(zhì)量最差,其低倍晶粒度達(dá)到4級(jí)且存在嚴(yán)重的疏松;工藝B 與工藝C 的低倍情況相似;工藝A 的低倍質(zhì)量最佳,其低倍晶粒度達(dá)到1級(jí),且沒(méi)有光亮晶粒的生成。4組試驗(yàn)片均未發(fā)現(xiàn)羽毛晶、夾雜、氣孔等缺陷。
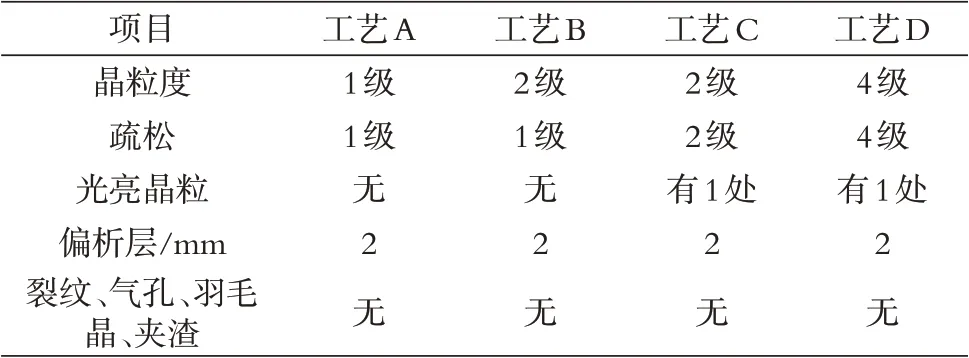
表3 低倍檢測(cè)結(jié)果
2.2 微觀組織
鑄錠的高倍組織檢驗(yàn)結(jié)果見(jiàn)圖1。4種工藝組織中均有部分難溶相,枝晶組織呈斷續(xù)分布,其中工藝D組織中難溶相較多。通過(guò)鋁合金材料組織與金屬相圖對(duì)比可知,難溶黑色塊狀相多為Mg2Si,灰黑色細(xì)條狀為AlFe(Mn)Si相。
鑄錠的高倍結(jié)果見(jiàn)圖2。從圖中可以看出,4種工藝中工藝A所得到的晶粒尺寸最小,為高倍晶粒度3級(jí),工藝B、工藝C高倍晶粒尺寸分別為2.5級(jí)、2級(jí),工藝D 在4種工藝中晶粒尺寸最大,其晶粒縱向尺寸在600μm 以上,為高倍晶粒度00級(jí)。根據(jù)所得結(jié)果計(jì)算晶粒圓整度,使用工藝A、工藝B、工藝C 鑄造所得到的晶粒圓整度較為相似,分別為55.6%、46.8%和55.7%。使用工藝D所得晶粒的圓整度最差,為23.6%。
2.3 力學(xué)性能
使用萬(wàn)能拉伸試驗(yàn)機(jī)AG-X100KNH 測(cè)試試驗(yàn)材料的力學(xué)性能,結(jié)果如表4所示。由表4可看出,4種工藝生產(chǎn)出的鑄錠力學(xué)性能差距不大:當(dāng)熔體停留時(shí)間逐漸增大時(shí),力學(xué)性能逐漸減小;當(dāng)時(shí)間超過(guò)5h時(shí),延伸率顯著降低。
2.4 結(jié)果分析
根據(jù)試驗(yàn)檢測(cè)結(jié)果制作擬合曲線,如圖3所示。從圖中可以看出,當(dāng)鑄造其他環(huán)節(jié)工藝維持不變時(shí),熔體的停留時(shí)間由2h逐漸增至7h時(shí),鑄錠在低倍質(zhì)量、高倍晶粒度及力學(xué)性能等方面均呈下降趨勢(shì);其中5h 是熔體質(zhì)量發(fā)生突變拐點(diǎn),當(dāng)熔體停留時(shí)間超過(guò)5h 時(shí),熔體質(zhì)量急劇降低。這可能是由于隨著時(shí)間的增加,在高溫下金屬與爐氣、爐襯等互相作用反應(yīng)的時(shí)間也得到延長(zhǎng),加大了金屬熔體的吸氣造渣,造成熔體質(zhì)量降低[4],致使凝固后鑄錠的晶粒組織增大,合金的力學(xué)性能降低。
3 結(jié)論
(1)熔體停留時(shí)間對(duì)鑄錠晶粒尺寸、疏松等級(jí)、晶粒圓整度、力學(xué)性能等均有不同程度的影響。
(2)當(dāng)熔體停留時(shí)間在5h 以內(nèi)時(shí),晶粒尺寸隨停留時(shí)間的延長(zhǎng)而緩慢增大,晶粒圓整度、力學(xué)性能等基本維持不變;當(dāng)停留時(shí)間超過(guò)5h 時(shí),晶粒度尺寸急劇增大,晶粒圓整度、力學(xué)性能等顯著降低。將熔體停留時(shí)間控制在5h 以內(nèi),可降低由于熔體被迫停留所帶來(lái)的不利影響。
猜你喜歡
云南化工(2021年11期)2022-01-12 06:06:14
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2021年12期)2021-12-31 03:23:08
中學(xué)生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
山東冶金(2019年6期)2020-01-06 07:45:54
中國(guó)生殖健康(2019年2期)2019-08-23 08:12:08
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
汽車觀察(2016年3期)2016-02-28 13:16:26
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
焊接(2015年9期)2015-07-18 11:03:53
