
2A97鋁合金硫酸陽極氧化攪拌摩擦焊對接結構件在熱帶島礁海洋大氣環境暴露初期的失效行為
2020-05-14 10:32:46潘嶠駱晨湯智慧劉明高蒙孫志華趙明亮
環境技術 2020年2期
關鍵詞:焊縫
潘嶠,駱晨,湯智慧,劉明,高蒙,孫志華,趙明亮
(中國航發北京航空材料研究院,中國航空發動機集團航空材料先進腐蝕與防護重點實驗室,北京 100095)
前言
應用在飛機典型結構部位的2A97鋁合金具有強度高、剛度高、韌性好等特點,受到廣泛關注[1]。飛機在熱帶海洋大氣環境條件中長期服役而產生的鋁合金結構及表面防護體系的腐蝕失效問題受到廣泛關注[2,3]。鋁合金焊接部位的焊縫及熱影響區由于晶粒相對粗大,存在元素偏析,往往成為易發生腐蝕的薄弱部位[4]。為此,業內開發了多種表面處理方法用來改善鋁合金焊接件的表面狀況,以提高相關鋁合金材料及結構的環境適應能力[5,6]。硫酸陽極氧化是一種目前普遍采用的鋁合金表面處理方法,可使鋁合金在酸性條件下形成一層致密的氧化膜層,從而起到阻擋外界腐蝕介質接觸鋁合金基材的作用[7]。國內外一些相關研究[8]表明鋁合金陽極氧化膜的性質在很大程度上受合金顯微組織的影響。鋁合金硫酸陽極氧化膜在形成的同時又不斷溶解,在膜層中造成了一定的孔隙,成為外界腐蝕介質進入膜層內部的微小通道[9]。現有的關于鋁合金陽極氧化的研究報道主要是關于陽極氧化工藝參數的篩選[10],以及陽極氧化膜孔形貌特征變化分析等方面[11-13]。本工作以硫酸陽極化2A97鋁合金攪拌摩擦焊對接結構試樣件為研究對象,在某熱帶島礁開展戶外暴露試驗,通過宏觀形貌、微觀形貌、成分分析、電化學阻抗分析等方法,研究了其在某島礁海洋大氣環境自然暴露初期的變化規律與腐蝕失效行為。
1 材料及測試儀器
1.1 材料和試樣形式
試樣基體材料為2A97鋁合金,其化學成分(質量分數 /%)如下:Li 0.9~2.5,Fe 0.15~0.2,Si 0.15~0.2,Cu 2.0~3.2,其他≤0.05,Al余量。采用攪拌摩擦焊制備成對接試樣,主軸轉速為約600 r/min,主軸旋轉方向為逆時針,焊接速度約為160 mm/min。隨后以硫酸陽極化作為表面處理方式,制備成規格為50×110×1.2 mm的試樣,試樣尺寸及結構形式如圖1所示。焊接后樣品的宏觀照片如圖2所示。
1.2 試驗使用的主要儀器和設備
研究過程使用的主要儀器和設備情況如表1所示。
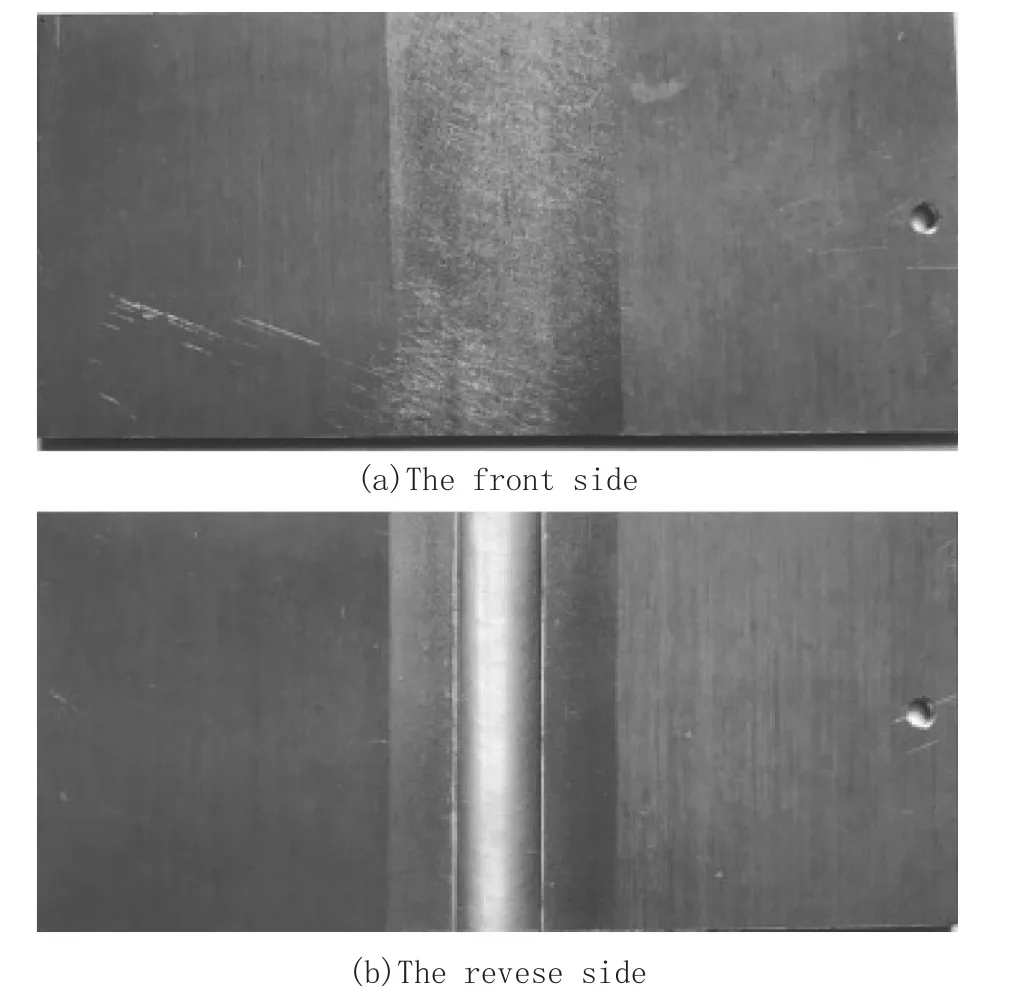
圖2 焊接件裸材試樣照片
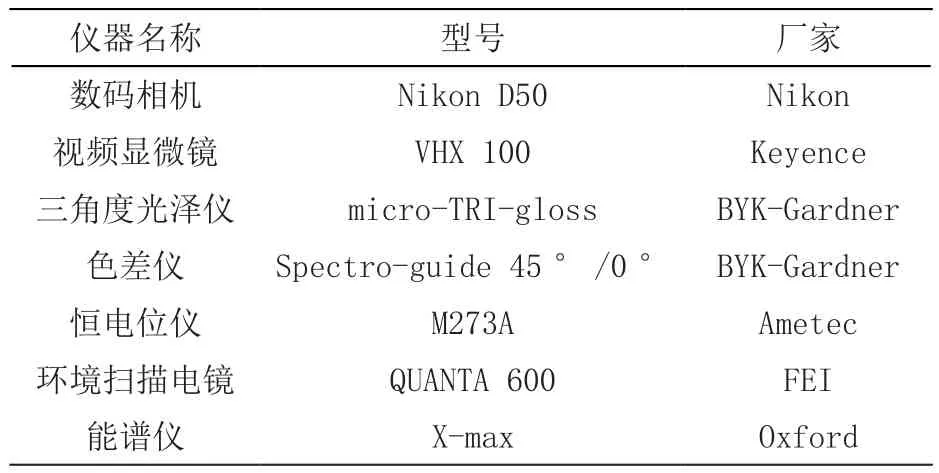
表1 主要監測儀器

表2 熱帶島礁環境參數
2 試驗過程
2.1 自然暴露試驗
選取某熱帶島礁進行戶外暴露試驗,大氣環境參數如表2所示。試樣的焊核區有縫隙的一面朝南露天放置,放置方位與水平方向成45 °,具體要求參見GB/T 14165-2008。
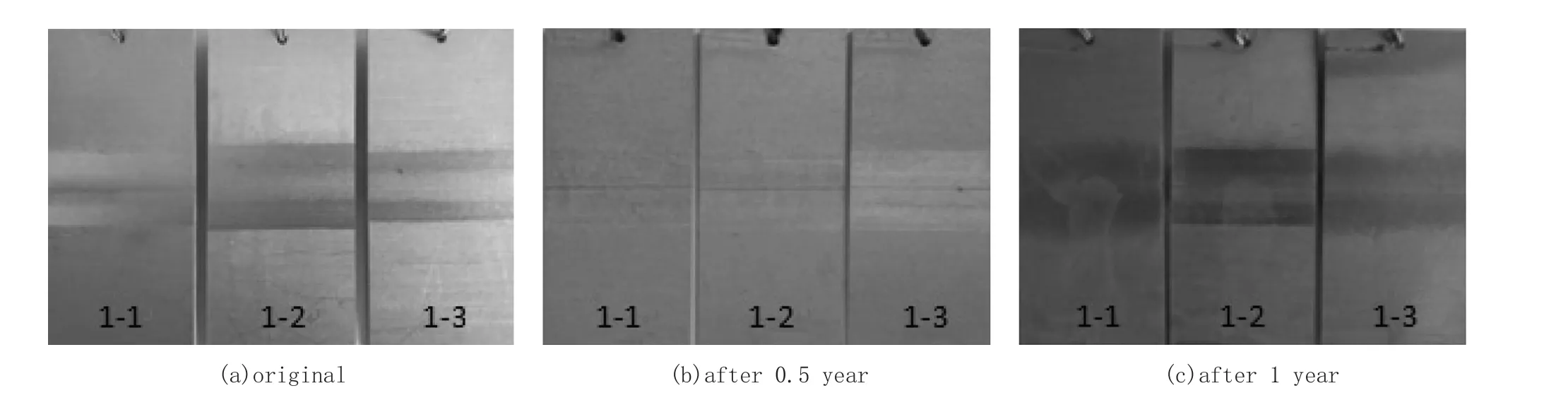
圖3 試樣的宏觀照片
2.2 外觀記錄
利用數碼相機對每周期取回的試樣拍攝不放大的宏觀照片。
2.3 微觀形貌分析
利用光學視頻顯微鏡對每周期取回的試樣拍攝放大100倍的微觀形貌照片。
2.4 SEM和EDS
使用SEM檢查試樣表面,比較分析各個試驗周期后試樣典型部位的表面形貌變化情況。掃描電子顯微鏡拍攝參數設置為:入射電子束加載電壓為20 kV,工作距離約為10 mm,放大倍數為500倍。利用能譜(EDS)分析,獲取試樣表面化學成分分布的信息。
2.5 電化學阻抗(EIS)測試
電化學阻抗測試采用三電極體系,其中參比電極、輔助電極和工作電極分別為飽和甘汞電極(SCE)、鉑電極和2A97鋁合金基材。有效測試面積保持為1 cm2。測試開始前,將試樣在浸泡于質量分數為3.5 %的NaCl溶液中10 ~20 min,待電位穩定后開始測量。
3 結果與討論
3.1 外觀變化分析
由圖3中2A97鋁合金硫酸陽極化攪拌摩擦焊對接試樣的宏觀照片信息可知,戶外暴露0.5年后,試樣表面顏色由淺褐色變為灰白色,但焊縫連接處、熱影響區以及非焊接部位均未觀察到明顯的變化,無明顯的腐蝕產物堆積;戶外暴露1年后,試樣表面顏色無明顯改變,在焊縫連接處、熱影響區以及非焊接部位同樣均未觀察到明顯的變化,無明顯的腐蝕產物堆積。
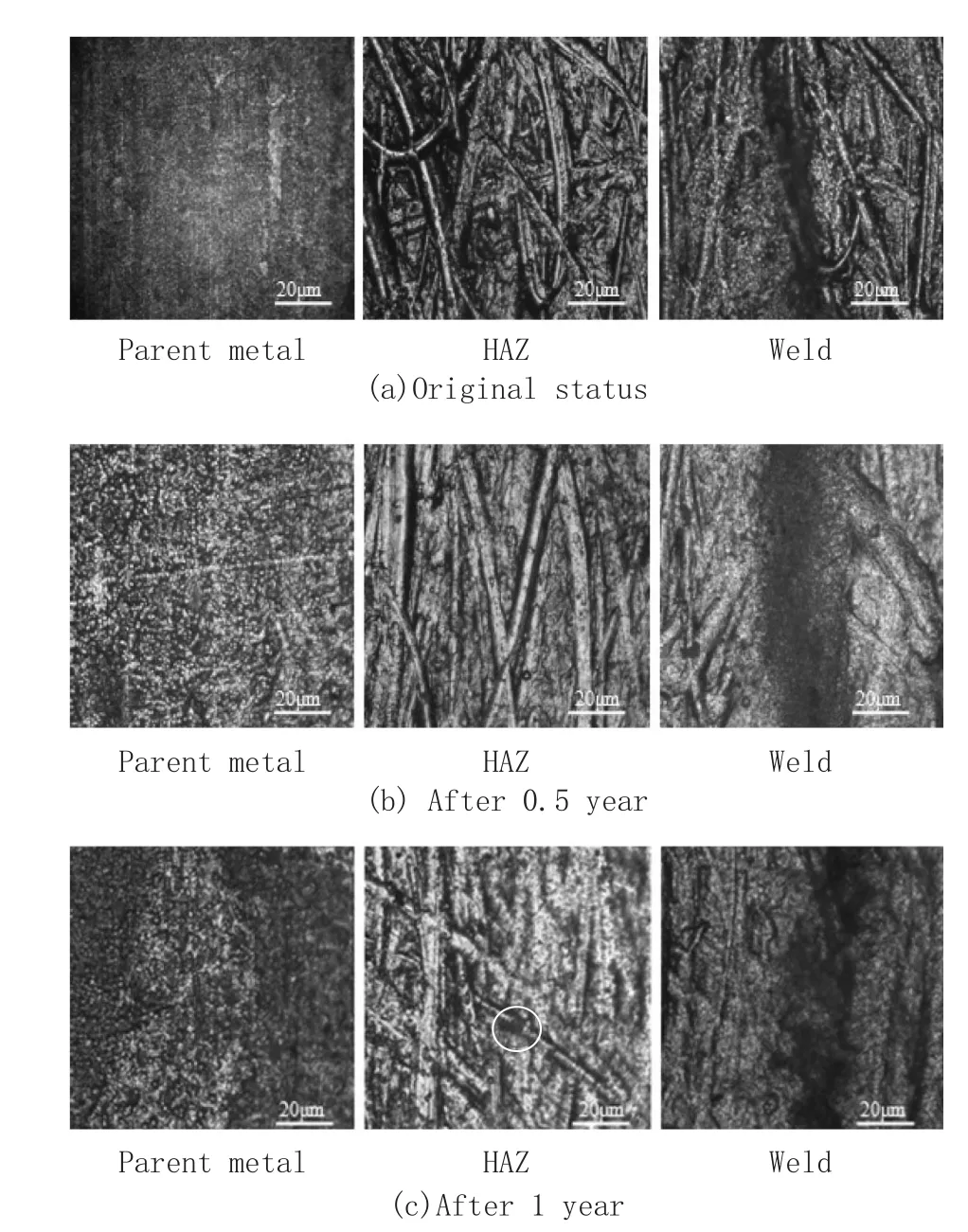
圖4 光學顯微鏡微觀照片
3.2 表面形貌及成分變化分析
圖4 為2A97鋁合金攪拌摩擦焊對接件硫酸陽極化戶外暴露試樣的光學微觀照片(放大500倍)。初始試樣非焊接區呈現出硫酸陽極化典型的多孔結構,在熱影響區呈現出條紋狀的焊接形貌,在焊縫處形成了明顯的縫隙;戶外暴露0.5年后,試樣的非焊接區無明顯變化,而熱影響區的典型條紋狀形貌特征有所消散,焊縫周圍未觀察到腐蝕產物堆積;戶外暴露1年后,試樣非焊接區整體形貌特征變化不明顯,但在局部區域可觀察到較為明顯的起伏不平和顏色變化,可推斷為硫酸陽極化膜層的衰退,而在熱影響區仍可觀察到條紋狀的典型形貌,但在局部區域可觀察到少量缺陷(圈中所示),焊縫周圍局部區域可觀察到明顯的顏色改變。
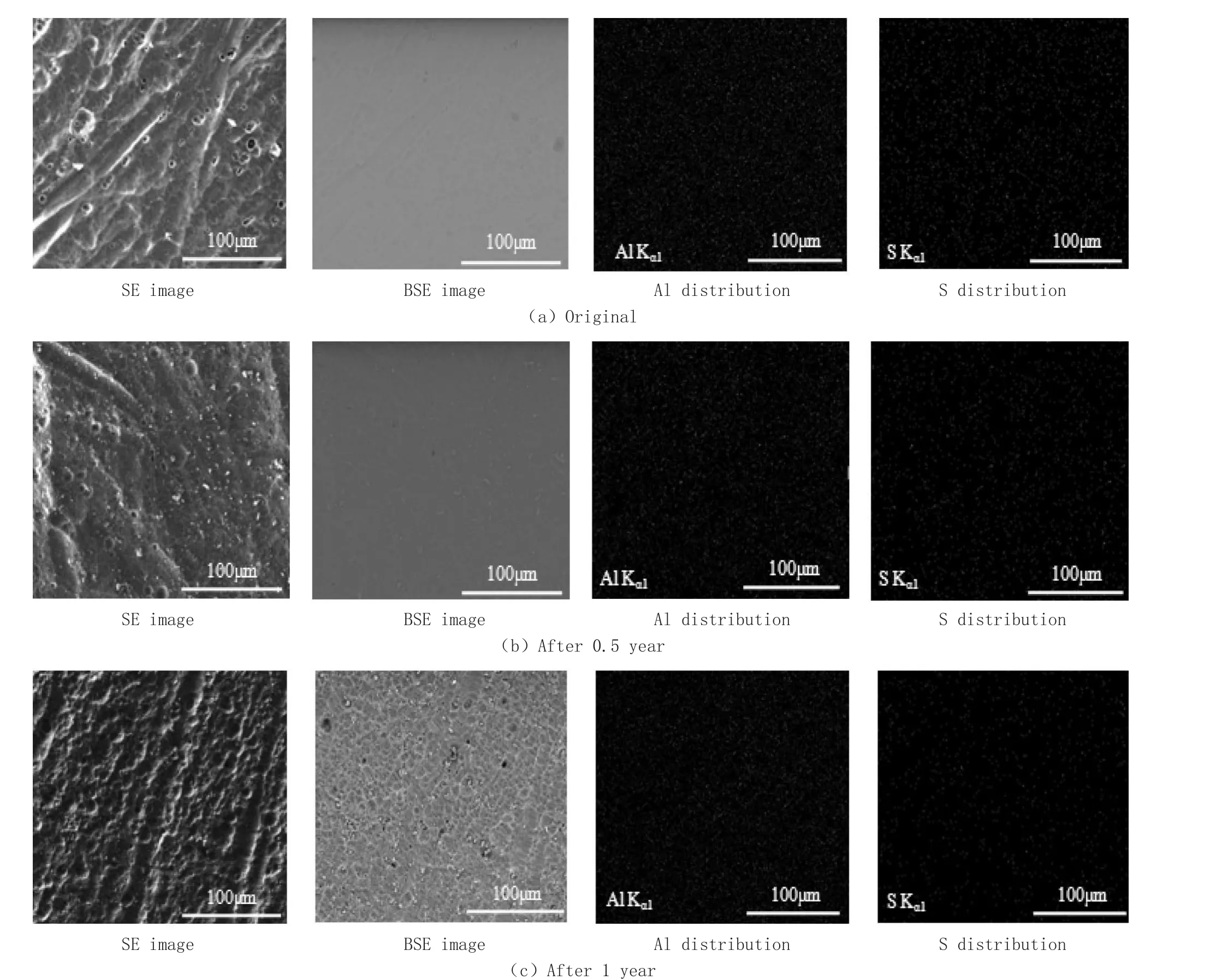
圖5 熱影響區SEM和EDS圖像
圖5 (a)、(b)和(c)分別為2A97鋁合金硫酸陽極化攪拌摩擦焊對接試樣熱影響區在初始狀態、經過0.5年戶外暴露和經過1年戶外暴露后的SEM和EDS圖像。由圖5(a)中信息可知,原始試樣熱影響區表面存在由硫酸陽極氧化過程形成的多孔形貌以及由焊接過程形成的條紋狀形貌,試樣表面的主要元素Al、S呈均勻分布;由圖5(b)中信息可知,試樣在熱帶島礁大氣環境中暴露0.5年后,仍然可觀察到多孔形貌和條紋狀形貌,但條紋狀形貌特征有所弱化,且表面附著的雜質數量明顯增多,試樣表面的主要元素Al、S仍然較為均勻地分布在表面;由圖5(c)中信息可知,試樣在熱帶島礁大氣環境中暴露1年后,總體形貌變化不明顯,但在局部區域中S元素的分布已呈現出較為明顯的差異。綜上所述,經過1年戶外暴露試驗后, 2A97鋁合金硫酸陽極化攪拌摩擦焊對接試樣熱影響區表面孔隙和缺陷增多,外界的雜質容易殘留在表面的孔隙形貌中,但暫未形成腐蝕區域。
3.3 電化學行為分析
圖6(a)為2A97鋁合金硫酸陽極化攪拌摩擦焊對接試樣熱影響區經歷戶外暴露試驗后的Bode曲線圖。由圖6(a)可知,隨著測試時間的增加,試樣在測試電信號頻率為0.01 Hz處的阻抗模值逐漸減小[14],其中0.5年后的阻抗模值由初始的2.08×106Ω下降為7.34×105Ω,1年后降低為5.51×105Ω。
圖6(b)為2A97鋁合金硫酸陽極化攪拌摩擦焊對接試樣熱影響區經歷戶外暴露試驗后的Nyquist曲線圖。由圖6(b)可知,初始試樣在低頻區阻抗虛部隨著電信號頻率降低,以及測試時間的增加而逐漸增大;在同一測試頻率下,經歷不同暴露時間試樣的阻抗實部和虛部均不相同,且暴露時間越長,其數值相對更低,即容抗弧初始位置對應的阻抗值相對更小。由此說明,經歷戶外暴露試驗后,被檢測區域的陽極氧化膜層的防護效果有所褪化,使得電解液可通過氧化膜表面缺陷擴散到內部并與基材接觸,從而形成了電流通路。Bode曲線圖和Nyquist曲線圖的特征與試樣的形貌特征相吻合。
4 結論
1)2A97 鋁合金硫酸陽極化攪拌摩擦焊對接試樣在熱帶島礁大氣環境暴露初期熱影響區局部區域孔隙和缺陷增加,成為雜質元素的聚集區。
2)2A97 鋁合金硫酸陽極化攪拌摩擦焊對接試樣在熱帶島礁大氣環境暴露初期的電化學阻抗隨著戶外暴露時間的增加而呈下降趨勢,但下降幅度不明顯。
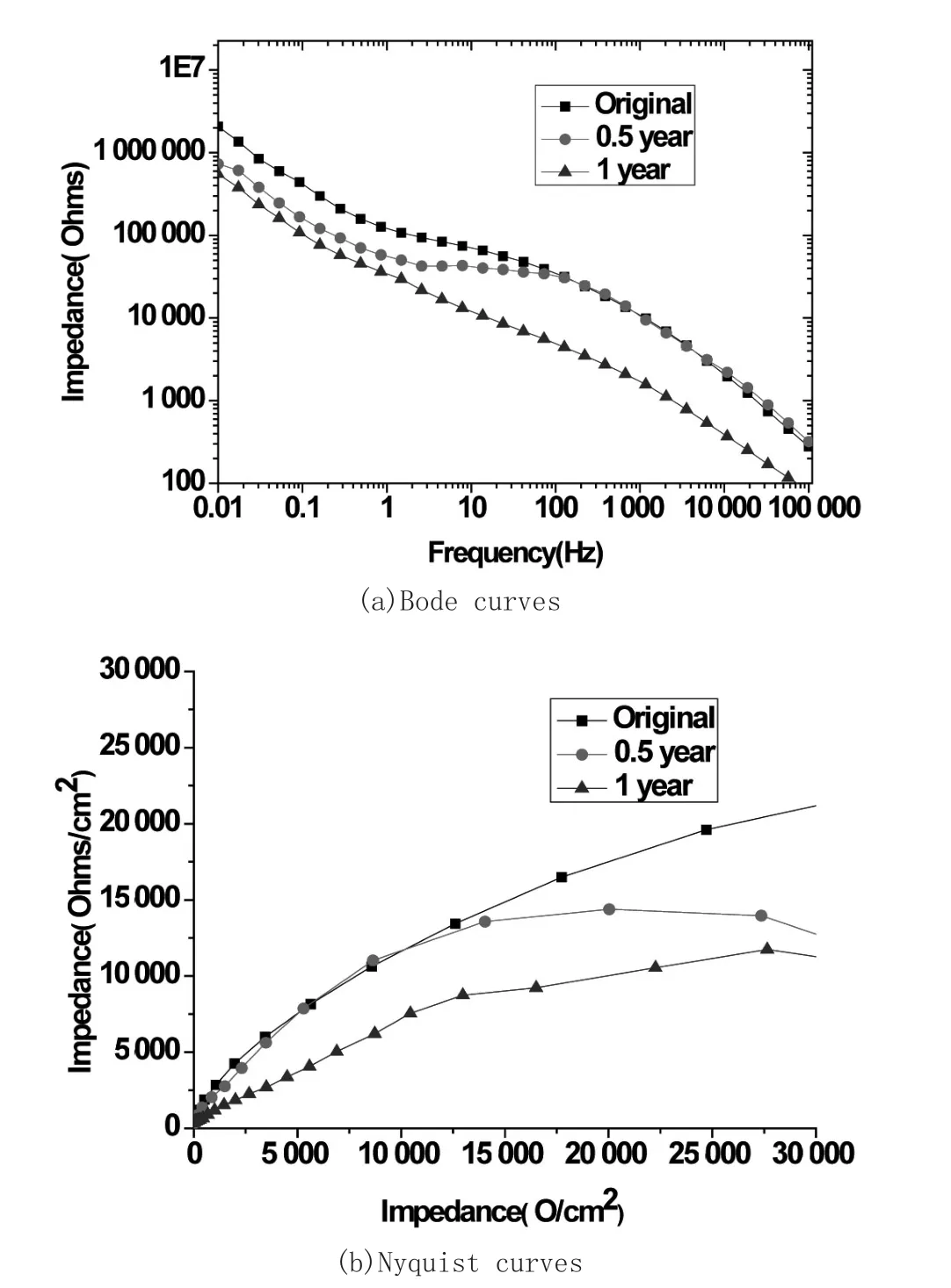
圖6 電化學阻抗曲線
3)2A97 鋁合金硫酸陽極化攪拌摩擦焊對接試樣在熱帶島礁大氣環境中可能存在的腐蝕失效模式主要為母材區的點蝕、熱影響區的剝蝕以及焊核縫隙區的縫隙腐蝕。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
