旋輪與芯模間隙對內外齒旋壓缺陷的影響規律*
2020-05-14 08:19:32夏琴香賴學成肖剛鋒程秀全
機電工程技術 2020年3期
夏琴香,賴學成,肖剛鋒,程秀全
(1.華南理工大學機械與汽車工程學院,廣州 510640;2.廣州民航職業技術學院飛機維修工程學院,廣州 510403)
0 引言
汽車離合器轂件是自動變速器中的重要動力傳遞部件,其形狀復雜、尺寸精密,是自動變速器制造中最為困難的零件之一[1]。離合器轂件側壁上的內外齒形在工作中起著傳遞扭矩及固定和支撐其他零部件的重要作用,因此對內外齒形部分的尺寸精度、表面粗糙度以及力學性能要求均較高[1]。
汽車離合器轂件內外齒形部分的成形一直是國內外材料成形所關注的重點,從最早的鑄造和機械加工[1],直到最為先進的板料沖壓[2]和旋壓成形[3-4]。但采用沖壓成形的方式,成形工序多、模具結構復雜,難以成形內外齒的小圓角部分,很難滿足市場高精度、大批量、低成本化的需求。
采用旋壓工藝成形內外齒具有能保證產品具有完整的金屬流線,材料利用率高、模具壽命長等優點[5-6]。但在旋壓成形內外齒的過程中,會出現齒側壁呈弧形、齒頂圓角不飽滿、齒形對稱度較低等齒形缺陷。范酉根等[3]基于Deform-3D軟件,研究了外轂零件內外齒的旋壓成形過程。結果表明,外轂先接觸旋輪一側金屬流動速度較大,且嚙合的部位會發生向上的流動,流動速度較小,造成一側齒壁發生翹曲齒形不對稱,需要增加整形工序來提高零件的齒形對稱度。王秀鵬等[4]基于成形實驗,研究了QSTE420TM鋼內外齒形件旋壓成形工藝。結果表明,側隙值及旋輪進給比是齒形精度的主要影響因素;且當坯料厚度選擇合理時,側隙值是齒形精度的最主要影響因素。合理地控制預制坯與側隙值的匹配,可以獲得齒形對稱度較高的旋壓件。以上文獻指出了旋輪與芯模間隙值是保證齒形精度重要工藝參數,但對這一重要工藝參數對齒側壁呈弧形、齒頂圓角不飽滿齒形等缺陷的影響規律尚未見報道。
為定量研究旋輪與芯模間隙值對內外齒形件旋壓成形時缺陷的影響規律,本文給出了內外齒形件旋壓成形缺陷的表征指標;并基于ABAQUS軟件建立了內外齒形旋壓成形有限元數值模擬模型,分析了旋輪與芯模間隙對齒側壁呈弧形、齒頂圓角不飽滿缺陷的影響規律,為內外齒形件旋壓成形時旋輪與芯模之間間隙的選取提供了理論依據。
1 內外齒旋壓成形原理及工藝分析
1.1 旋壓成形原理
圖1所示為內外齒件的旋壓成形原理圖。如圖所示,筒形坯料3安裝在芯模4上,通過尾頂2施加尾頂壓力使得坯料3的內部底面與芯模4上端面緊密貼合;芯模4安裝固定在旋壓設備的主軸上,成形時芯模隨主軸一起旋轉,坯料3跟隨芯模4共同旋轉。旋輪1安裝在同步齒輪機構的另一主軸上,與芯模4實現齒輪嚙合運動。由于同步結構的作用,使得旋輪1與芯模4轉速能夠始終保持固定傳動比,并在旋轉過程中以設定速度v進行徑向進給運動。旋輪的徑向進給過程一般分為若干道次,旋輪在每一道次中沿徑向進給一定的距離,完成每一道次的進給后主軸改變一次旋轉方向,旋輪進行下一道次進給,直至旋輪的進給總量達到設定的最大壓下量完成進給。
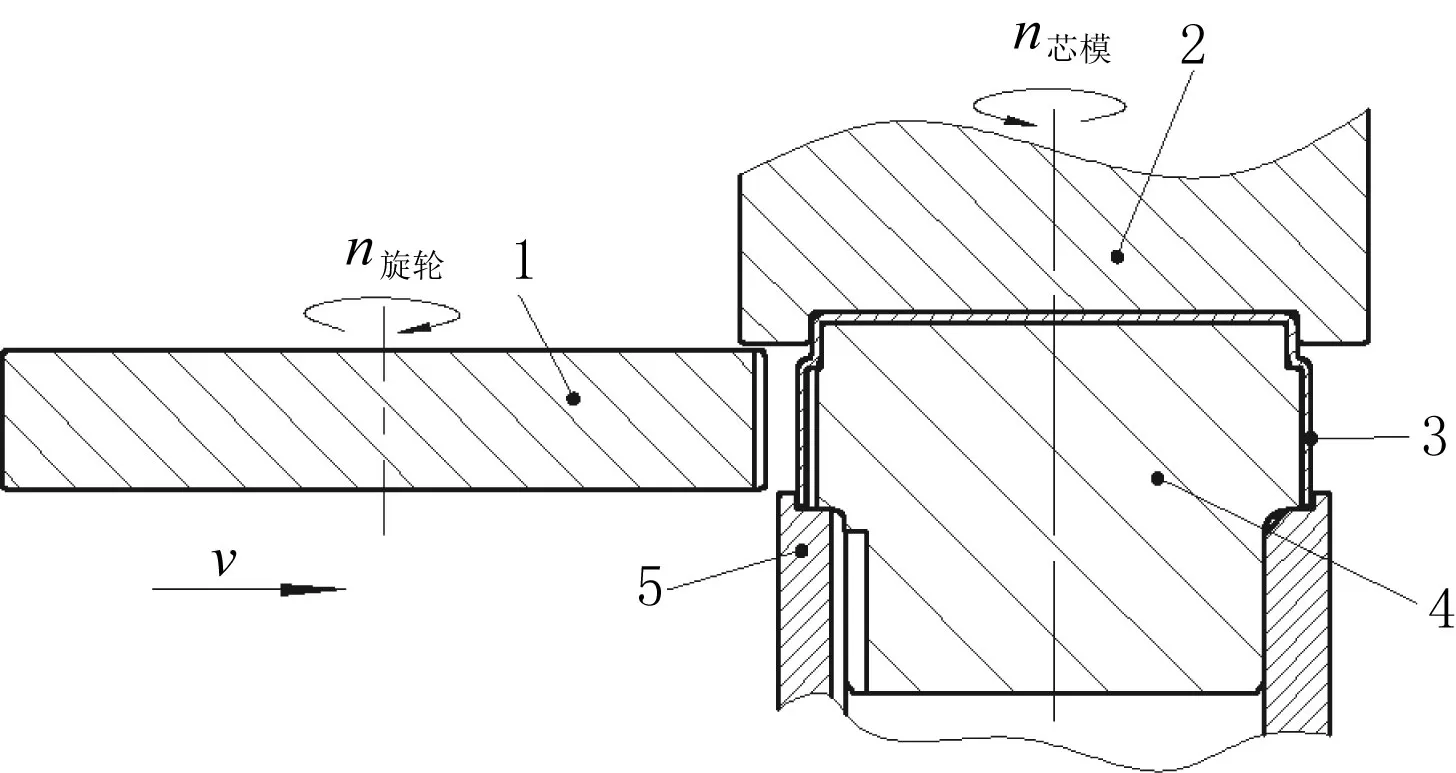
圖1 內外齒形旋壓成形原理
1.2 內外齒旋壓成形工藝分析
圖2所示為一款典型的內外齒形件,零件板坯厚為2.5 mm、材料為QSTE380TM。零件整體呈筒形件,零件的側壁通過旋壓工藝成形出內外齒,內外齒的齒頂壁及齒根壁厚度為1.7±0.15 mm,齒側壁厚度為1.4 mm(min)。零件的底部在旋壓成形中不發生塑性變形,各尺寸在旋壓前后保持不變。
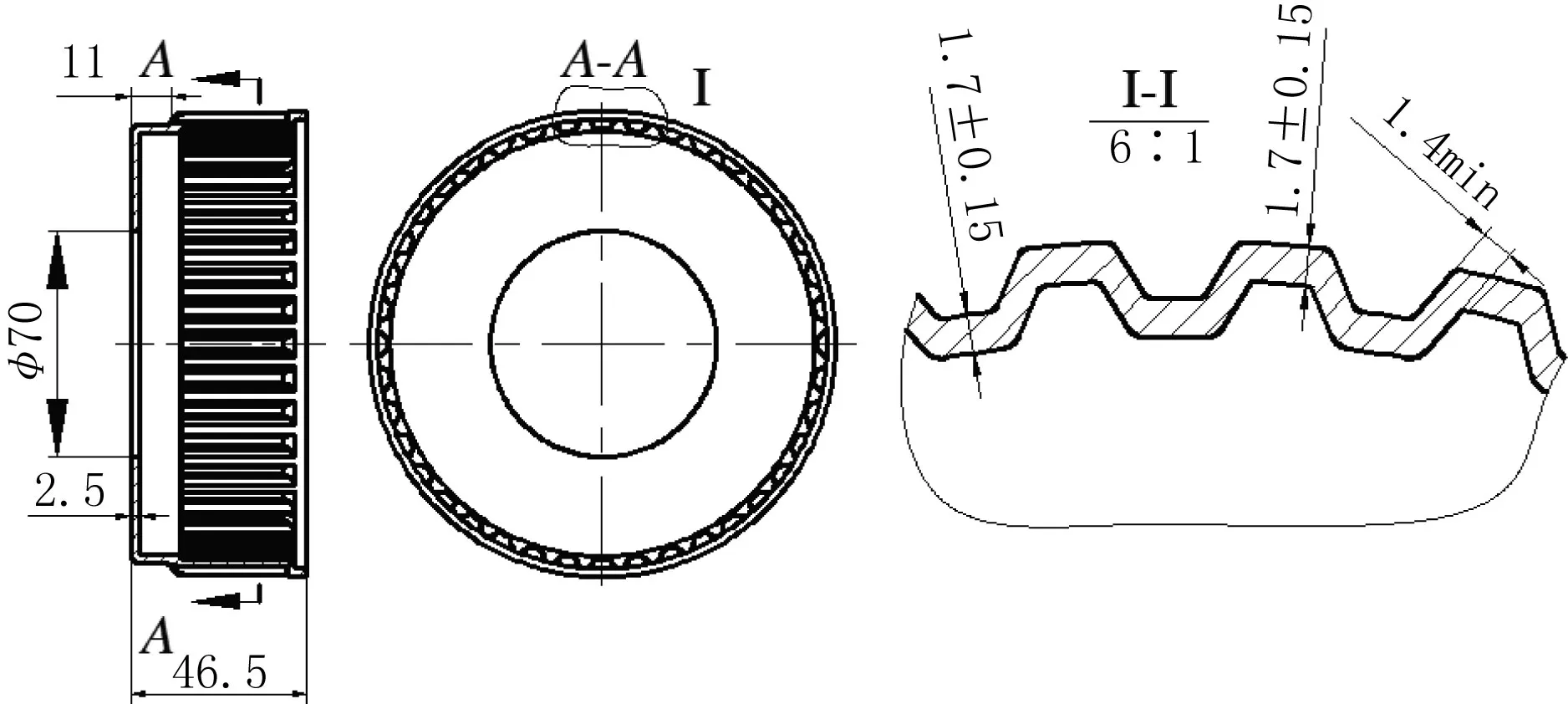
圖2 帶內外齒形的汽車離合器轂件
零件所用的材料QSTE380TM是一種常見的冷成型熱軋酸洗汽車結構鋼,具有良好的冷成形性能并有較高強度,如果采用沖壓等整體塑性成形工藝會導致成形力過大,對設備動力源以及設備剛性等要求很高[7]。而采用旋壓成形時,通過單個齒逐步連續塑性成形可以大大地減小內外齒的成形力,降低對設備的要求。
2 內外齒旋壓成形有限元模型的建立
采用ABAQUS/Explicit軟件建立有限元模型,為了提高模型的計算效率,進行以下簡化:
(1)芯模、旋輪設置為離散剛體,坯料設置為可變形體,忽略芯模、旋輪在旋壓成形過程的彈性變形;
(2)芯模端面直徑?74 mm內的材料在旋壓過程中僅作為尾頂壓實坯料的作用,此部分不發生塑性變形,因此在有限元模型中去除中心直徑為?74 mm的材料,忽略該部分材料對成形的影響;
(3)實際試驗中,坯料通過尾頂壓料固定在芯模上端面,在有限元模型中簡化為對坯料底面與芯模端面施加綁定約束,取消尾頂的建模;
(4)實際試驗中,芯模內部有鑲塊組成并安裝在旋壓設備上,僅負責傳動作用,對旋壓成形過程沒有影響,因此忽略鑲塊零件和芯模下部材料,僅建立芯模與旋輪的工作表面。
在ABAQUS中建立的有限元幾何模型如圖3所示。運動關系為坯料由芯模帶動自轉、旋輪沿著徑向進給并與芯模保持固定傳動比自轉。各零部件之間的接觸采用庫侖摩擦模型,旋輪與坯料、芯模與坯料之間的摩擦因數分別取0.05和0.15[8]。坯料設置為線性的六面體網格C3D8R,厚度方向劃分5層網格,網格總數為205 200個、結點總數為250 560個。芯模與旋輪設置為離散剛體,網格類型為線性的四邊形網格R3D4以及線性的三角形網格R3D3,其中R3D4網格總數為76 668個,R3D3網格總數為2 737個,結點總數為78 627個。
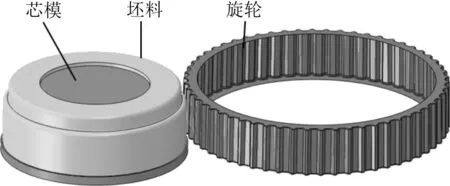
圖3 有限元模型
研究對象的材料為QSTE380TM,其力學性能通過單向拉伸試驗獲得[9],部分力學性能如表1所示;拉伸試驗所得工程應力應變數據經處理后得到真實應力-應變曲線如圖4所示。在旋壓成形有限元模型中,假設材料是各向同性的[10]。
表1 QSTE380TM力學性能
圖4 真實應力-應變曲線
3 旋輪與芯模間隙對旋壓成形缺陷影響
在內外齒的旋壓成形中,會出現齒側壁呈弧形、齒頂圓角不飽滿等齒形缺陷,此類缺陷會降低內外形件的裝配精度以及配合強度,導致產品不合格率上升。
在實際生產中,旋輪與芯模間隙值對旋壓成形質量影響很大[11]。圖5所示為旋輪與芯模間隙示意圖,圖中c為旋壓成形時旋輪與芯模間隙值,to為離合器轂零件圖紙中內外齒齒頂壁厚或齒根壁厚的公稱尺寸,Δt為齒頂壁厚(齒根壁厚)公差。
圖5 旋輪與芯模間隙
圖6 齒側呈弧形
由圖2可知內外齒頂壁厚公稱尺寸to=1.70 mm,公差Δt=0.15 mm,因此選取齒頂壁厚的上極限尺寸1.85 mm(to+Δt)作為模擬時旋輪與芯模間隙的最大值、齒頂或齒根壁厚尺寸的下極限尺寸1.55 mm(to-Δt)作為模擬時旋輪與芯模間隙的最小值,并在此范圍內進行等分得到其余間隙值。故模擬時的間隙值分別為:1.55 mm、1.63 mm、1.70 mm、1.78 mm、1.85 mm。
3.1 旋輪與芯模間隙對齒側呈弧形影響
圖6所示為在旋壓成形時出現的齒側呈弧形缺陷,圖中la為單側壁呈圓弧缺陷段的弧長、lt為圖紙中單側壁齒形輪廓周長。齒側壁呈弧形會減少內外齒形件側壁與離合器其他部件的配合面積,降低離合器傳動平穩性,使得在傳遞扭矩時齒側壁的接觸應力增大,加快外轂以及離合器其他部件的磨損,降低離合器整體壽命。
內外齒形件側壁弧形段的長度la越長;當內外齒形件作為外轂運用在離合器場合時,在離合側壁與其他部件的接觸貼合段長度越短,即齒側呈弧形缺陷越嚴重。因此采用單側壁呈圓弧缺陷的弧長la占單側齒形圖紙輪廓周長lt比例?來評價外轂側壁呈弧形的程度,齒側壁弧形度?的計算公式為:

式中:la為單側壁呈圓弧缺陷的弧長、lt為單側圖紙齒形輪廓周長。
圖7所示為芯模轉速n=150 r/min、旋輪進給速度v=1.7 mm/s時,不同旋輪與芯模間隙時工件齒形側壁的變形情況。由圖可知,工件齒側壁弧形段的長度隨著旋輪與芯模間隙的增大而增大。
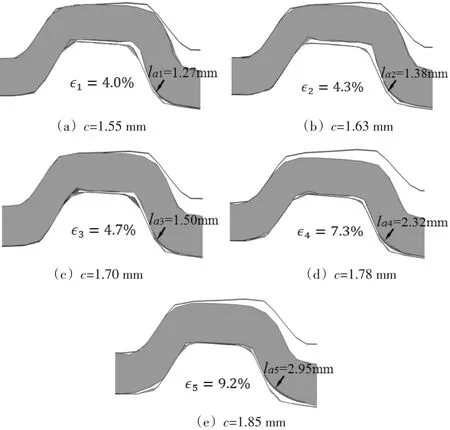
圖7 不同旋輪與芯模間隙時側壁變形情況
圖8 所示為旋輪與芯模間隙對齒側弧形影響曲線的數值模擬結果。由圖可知,當旋輪與芯模間隙由1.55 mm增大到1.85 mm時,齒側弧形度由4.0%增大到9.2%。由此判斷,增大旋輪與芯模間隙會加劇齒側弧形缺陷。這是因為當旋輪與芯模間隙增大時,旋輪對工件的擠壓不足,導致工件齒壁未能與芯模齒形輪廓緊密貼合在齒側壁出現圓弧過渡段,兩側齒壁沒有形成齒形角而呈現出弧形。

圖8 旋輪與芯模間隙對齒側弧形影響
3.2 旋輪與芯模間隙對齒頂圓角不飽滿影響
圖9 所示為內外齒形件在旋壓成形時出現的齒頂圓角不飽滿缺陷,其中,Rfo、Rto分別為工件外齒實際齒頂圓角半徑、理論齒頂圓角半徑,Rfi、Rti分別為工件內齒實際齒頂圓角半徑、理論齒頂圓角半徑;離合器轂齒頂圓角不飽滿會降低在離合器裝配體中其與其他部件的配合定位精度,影響產品的使用性能。
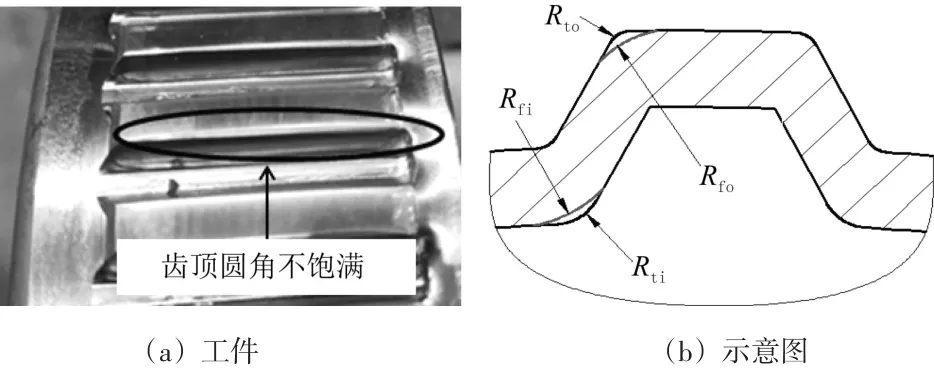
圖9 齒頂圓角不飽滿
工件齒頂圓角不飽滿缺陷表現為實際齒頂圓角半徑Rf大于理論圓角半徑Rt,即實際齒頂圓角半徑Rf與理論圓角半徑Rt存在差值。因此采用齒頂圓角不飽滿度 χ來評價外轂齒頂圓角不飽滿程度,齒頂圓角不飽滿度 χ的計算公式為:

式中:Rf為實際齒頂圓角半徑;Rt為理論圓角半徑。
圖10所示為芯模轉速n=150 r/min、旋輪進給速度v=1.7 mm/s時,不同旋輪與芯模間隙時工件齒頂圓角的變形情況,χi為內齒頂圓角不飽滿度, χo為外齒頂圓角不飽滿度。由圖10可知隨著旋輪與芯模間隙的增大,工件齒頂圓角隨著增大。
圖11所示為旋輪與芯模間隙對齒頂圓角不飽滿度的影響的數值模擬結果。由圖可知,隨著旋輪與芯模間隙的增大,齒頂圓角不飽滿度也增大。當旋輪與芯模間隙由1.55 mm增大到1.85 mm時,內齒頂圓角不飽滿度 χi由20.6%增大到68.1%,外齒頂圓角不飽滿度 χo由7.4%增大到35.9%。由此可以判斷,增大旋輪與芯模間隙會加劇齒頂圓角不飽滿缺陷。這是因為當旋輪與芯模間隙增大時,旋輪對工件擠壓不足,金屬材料向模具的圓角區域的流動不足,工件未與模具緊密貼合,導致工件的圓角填充不飽滿。
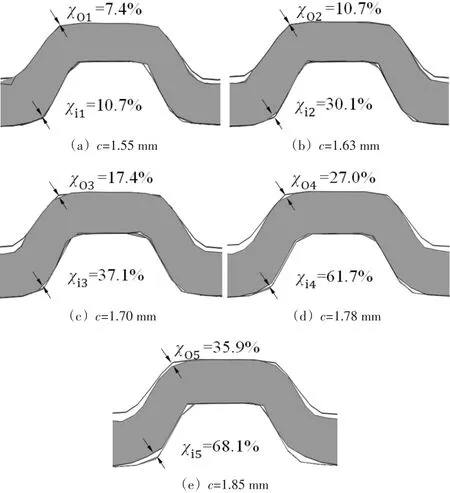
圖10 不同旋輪與芯模間隙時齒頂圓角變形情況
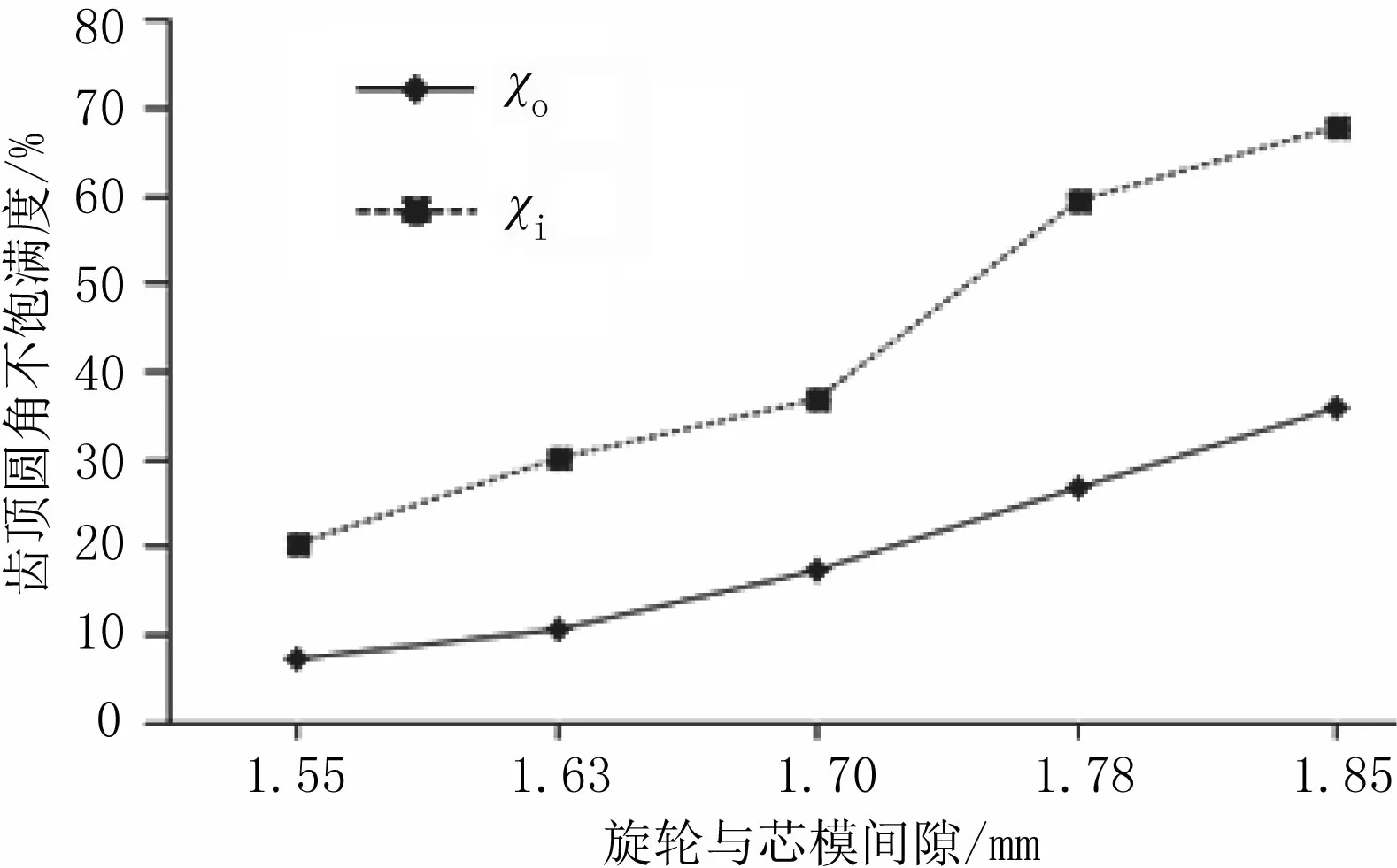
圖11 旋輪與芯模間隙對齒頂圓角影響
4 最佳間隙值的確定
由前文分析可知,減小旋輪與芯模間隙可以改善齒側弧形以及齒頂圓角不飽滿缺陷,但改變旋輪與芯模的間隙會直接改變齒形壁厚。因此旋輪與芯模間隙存在一個最佳值,選取該值時能夠保證工件壁厚滿足圖紙尺寸,并改善齒側弧形以及齒頂圓角不飽滿缺陷。
圖12所示為芯模轉速n=150 r/min、旋輪進給速度v=1.7 mm/s時,旋輪與芯模間隙對齒形壁厚影響的有限元數值模擬結果。

圖12 旋輪與芯模間隙對齒形壁厚影響
從圖可以發現當旋輪與芯模間隙為1.55 mm時,工件齒側壁厚值已經處于下極限尺寸1.4 mm(圖2)。實際生產中,若旋輪與芯模間隙取1.55 mm,很可能出現工件齒形壁厚超差現象。
因此綜合考慮工件齒形壁厚以及齒形缺陷,選取最佳旋輪與芯模間隙為1.63 mm,此時旋輪與芯模間隙值為離合器轂齒頂壁厚或齒根壁厚公稱尺寸與下極限尺寸的中間值,即最佳間隙copt為:

5 試驗驗證
為了驗證模擬結果的可靠性,設計了內外齒旋壓成形工裝模具,并且利用相關旋壓設備進行了多組旋壓試驗。在芯模轉速n=150 r/min、旋輪進給速度v=1.7 mm/s、旋輪與芯模間隙為1.63 mm時,獲得的離合器轂旋壓件如圖13所示,對試驗得到的離合器轂旋壓件沿著圖13標記位置測量齒頂壁厚,為方便測量,沿著軸向高度間隔6 mm取一個測量點,并和模擬結果進行比較。
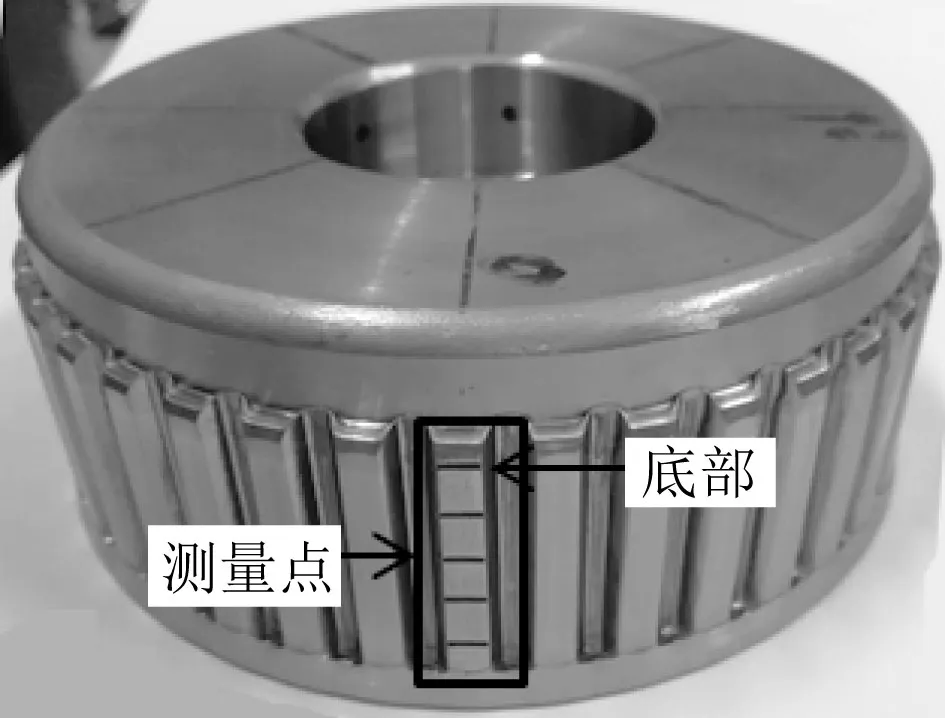
圖13 離合器轂試驗件
圖14 所示為在芯模轉速n=150 r/min、旋輪進給速度v=1.7 mm/s、旋輪與芯模間隙為1.63 mm時,模擬和試驗獲得的旋壓件側壁處壁厚沿著軸向高度從底部到口部的分布曲線。由圖可知,通過模擬獲得旋壓件齒頂壁厚與試驗值在距底部18 mm處的相對誤差最大,僅為6.0%,說明本文建立的有限元模型和模擬結果具有較好的可靠性和準確性。
6 結束語
本文基于有限元軟件ABAQUS對離合器轂內外齒旋壓成形過程進行了數值模擬,研究了旋輪與芯模間隙對齒側呈弧形、齒頂圓角不飽滿缺陷的影響規律,結論如下。
(1)提出采用齒側弧形度?、圓角不飽滿度 χ等來表征內外齒形件在旋壓成形中出現的齒側呈弧形、齒頂圓角不飽滿等缺陷。
(2)旋輪與芯模間隙對齒側呈弧形、齒頂圓角不飽滿等缺陷有重要影響。隨著旋輪與芯模間隙的增大,齒側弧形度?、圓角不飽滿度 χ也隨之增大。
(3)存在能最大程度改善齒側呈弧形、齒頂圓角不飽滿等缺陷的旋輪與芯模間隙最佳值,其最佳值為離合器轂齒頂或齒根壁厚公稱尺寸與下極限尺寸的中間值。
(4)在芯模轉速n=150 r/min、旋輪進給速度v=1.7 mm/s、旋輪與芯模間隙為1.63 mm時,內外齒齒頂壁厚的模擬值與試驗值的最大相對誤差為6.0%,說明本文所建立的有限元模型和模擬結果具有較好的可靠性和準確性。