光纖激光切割碳鋼工藝研究*
2020-05-14 08:20:22許天宇劉懷亮馬修泉
機電工程技術(shù) 2020年3期
許天宇,劉懷亮,馬修泉,劉 慶
(1.廣東省智能機器人研究院,廣東東莞 523808;2.華中科技大學(xué)機械科學(xué)與工程學(xué)院,武漢 430074;3.廣東國志激光技術(shù)有限公司,廣東東莞 523000)
0 引言
光纖激光器經(jīng)過了長足的發(fā)展,利用其中的高功率光纖激光切割各種材料,特別是金屬的應(yīng)用和研究得到的關(guān)注越來越廣泛。在厚板切割時,既要考慮切割質(zhì)量,又要考慮切割速度,而激光切割恰好能保證質(zhì)量和速度,其切割效率高于傳統(tǒng)切割工藝,且對被加工材料金屬或非金屬均能實現(xiàn)高效切割。切板材的尺寸精度、材料的變形量、切割面上下表面粗糙度以及表面掛渣深度等可以用來表征切割質(zhì)量。這幾個標(biāo)準(zhǔn)的衡量是由激光器,氣體噴嘴,光束掃描方式組成的激光加工系統(tǒng)和零件材質(zhì)、形狀以及激光束特性等切割條件確定的[1-2]。
現(xiàn)如今,二氧化碳激光器和光纖激光器是激光切割領(lǐng)域使用最頻繁的激光器。用高功率光纖激光切割機床切割較薄金屬板時,在切割效率和切割質(zhì)量上有很大的優(yōu)勢;但在切割相對比較厚的板材時,目前主要用的是二氧化碳激光器。光纖激光器切割厚板目前處于研究階段,這里通過對高功率光纖激光切割機床切割20 mm厚的Q235b碳鋼板進行研究,優(yōu)化了切割20 mm厚的Q235b碳鋼板的工藝,探索切割20 mm厚鋼板切比較好的工藝參數(shù),從而使光纖激光在切割厚碳鋼板中的應(yīng)用更為廣泛。
光纖激光切割技術(shù)發(fā)展越來越迅速,相較于傳統(tǒng)的切割方法而言,光纖激光器切割具有顯著的優(yōu)點,例如激光光束質(zhì)量好、能量轉(zhuǎn)換效率高、激光器體量大;同時具有結(jié)構(gòu)簡單、體積小、維護方便、長期運行成本低、高穩(wěn)定性等顯著特點。基于此,越來越多的人探索將光纖激光器用在材料加工方面。在激光加工行業(yè),激光切割是不可忽略的組成部分之一,占整個激光加工生產(chǎn)總值的絕大部分[3]。
目前,大功率光纖激光切割技術(shù)已十分先進成熟,其優(yōu)異的加工性能和極高的效率使之被廣泛應(yīng)用于各種金屬切割行業(yè)。在國外,先進的發(fā)展中國家,以及西方工業(yè)化水平高的發(fā)達(dá)國家均有大量人才對激光切割技術(shù)進行研究和推廣應(yīng)用。與此同時,國內(nèi)部分高校和企業(yè)對激光切割的研究與應(yīng)用范圍也在不斷擴大。其中最具有代表性、應(yīng)用最為廣闊的是汽車行業(yè)。激光切割是激光加工行業(yè)中最重要的一項應(yīng)用技術(shù),占整個激光加工業(yè)的絕大部分以上。據(jù)統(tǒng)計,大約有一半以上的汽車零部件制造時需要用到激光切割技術(shù)[4]。
1 實驗設(shè)備與方法
1.1 實驗設(shè)備與材料
實驗設(shè)備采用國志激光YMM-12000光纖激光器及對應(yīng)自己設(shè)計的激光切割頭,其實物如圖1所示,最大輸出功率為12 kW,輸出模式為多模連續(xù)輸出,波長為1 080 nm。激光束通過芯徑為100μm的光纖傳輸,切割頭的準(zhǔn)直鏡焦距為100 mm,聚焦鏡焦距為200 mm,聚焦光斑直徑為0.2 mm,可調(diào)焦。焊接過程采用同軸吹氧氣,一方面將熔池吹開,另一方面是助燃作用,吹氣流量為40 L/min。其中水冷機對激光器和切割頭進行冷卻。

圖1 實驗用激光器與激光切割頭
試驗材料為厚度20 mm的Q235b鋼板,鋼板的尺寸規(guī)格500 mm×500 mm×20 mm,化學(xué)成分如表1所示。切割前用丙酮碳鋼表面去除油污。切割試驗過程中,保持激光功率和切割頭噴嘴不變,分別研究了單因素變化時切割速度、輔助氣壓和離焦量對切割表面的影響規(guī)律。
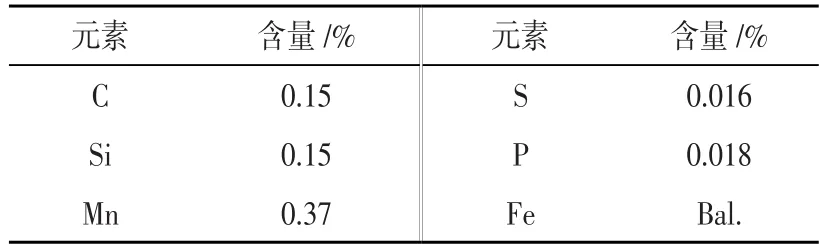
表1 實驗材料化學(xué)成分
1.2 實驗方法
試驗設(shè)備采用國志激光YMM-12000型12 kW光纖激光切割機床系統(tǒng)對厚20 mm的Q235b碳鋼板進行切割實驗。調(diào)節(jié)不同參數(shù),在不同參數(shù)下,對相應(yīng)切割后試件的各種參數(shù)分別進行測試及研究:微觀方面,分析了切口狀態(tài);宏觀方面,分析了切面角度、切縫寬度、切面掛渣形貌等特征。樣品切割尺寸及走刀示意圖如圖2所示。實驗過程中,設(shè)計的切縫周長為200 mm,平直面切縫中間為切口表面質(zhì)量分析樣本點;橫斷面觀察部位在距離直線切縫起始和終止點各20 mm處。接著對試樣切斷面進行拋光,然后測量樣品切口的寬度和傾斜角度。

圖2 切割試件尺寸示意圖
2 結(jié)果分析
2.1 切割速度對切割性能的影響
實驗利用國志激光12 kW光纖激光器組成的光纖激光切割機床對20 mm厚的碳鋼板進行切割,采用控制變量法,設(shè)置的切割參數(shù)為:保持輔助氣壓40.2 N/cm2不變,機床切割速度分別設(shè)置1.5~2.5 m/min進行對比實驗。得出切割速度對切縫外觀宏觀形貌圖如圖3所示。對實驗結(jié)果進行分析發(fā)現(xiàn):切割速度設(shè)置為1.5 m/min時,切縫寬度較大,背部有掛渣殘留;切割速度設(shè)置為2.0 m/min時,切縫較小,切割質(zhì)量較好;切割速度設(shè)置為2.5 m/min時,部分地方?jīng)]切透且橫切面掛渣嚴(yán)重。
當(dāng)切割功率一定時,若機床切割速度較慢,則導(dǎo)致線能量較大,單位時間內(nèi),材料吸收的熱量較多,熔化金屬量增加,切縫變寬[5];若輔助氣體未能將高溫熔化的部分金屬吹開,切縫背面會殘存多余的金屬,進而形成掛渣缺陷,影響宏觀形貌;若激光切割速度過快,單位時間內(nèi),受激光照射的材料吸收能量變小,小到一定程度時,激光熱源不能將20 mm鋼板徹底熔透,會造成更為嚴(yán)重的掛渣現(xiàn)象,即導(dǎo)致板材未切透。據(jù)實驗結(jié)果得出:切割20 mm的鋼板時,切割速度為2.0 m/min的切割質(zhì)量較為理想。

圖3 切割速度對切縫外觀質(zhì)量的影響
2.2 輔助氣體壓力對切割性能的影響
一方面,因為碳鋼中含碳量較大,加上高溫下碳與氧氣會發(fā)生放熱反應(yīng),所以切割碳鋼過程中輔助氣體一般選用氧氣,氧氣既起到助燃的作用,又起到吹掉熔渣的作用。另一方面,氧氣作為輔助氣體會與被加工材料反應(yīng)放出大量熱,在極短的時間內(nèi),激光照射區(qū)域的溫度很快升高到熔點,然后在高速氣流作用下,熔化的金屬迅速被吹開,這時材料分離,最終會在切口部分形成帶有氧化膜的切割表面[6]。
實驗中,為了實現(xiàn)分析輔助氣體壓力的變化對切割厚20 mm的Q235b鋼板質(zhì)量的影響,保持切割速度2.0 m/min不變,輔助氣體壓力在20~50 N/cm2范圍內(nèi)變化,研究切縫質(zhì)量。當(dāng)壓力在20~32.5 N/cm2之間變化時,切縫寬度較窄且變化不明顯;當(dāng)壓力為25.3 N/cm2時,切口傾斜角度達(dá)到最小,即切縫更垂直于工件表面;一旦輔助氣體壓力超過32.5 N/cm2時,切縫寬度會顯著增大。實驗過程中,隨著切割輔助氣體壓力的增大,切割過程中參與放熱反應(yīng)的O2增多,同時覆蓋被加工材料的面積增大,導(dǎo)致被氧化的金屬面積增加,燒蝕的部分也變多,熔化吹掉了更多的金屬[7];當(dāng)輔助氣體壓力范圍超過32.5 N/cm2時,受激光照射而熔化的金屬基本全部被吹走,切割斷面成型光滑,材料表面與切口基本垂直,切割質(zhì)量較好。
當(dāng)輔助氣體壓力在一定范圍內(nèi),切縫與材料表面形成的角度、切縫的平均寬度等會與氣體壓力成正相關(guān)關(guān)系,隨著氣壓的增加使更多的金屬被熔融吹出,形成的切縫較寬。進一步研究發(fā)現(xiàn):激光頭上的噴嘴直徑一定時,切縫的寬度會有一個上限,在切縫寬度上限附近,越接近上限,掛渣越嚴(yán)重[8]。另外,若切割時材料的氧化大于被切割的速度,在其切口處將會形成條紋缺陷,且兩種因素差距越大,將會導(dǎo)致條紋形狀越粗、深度越大,間距也隨之變大,缺陷變得更為明顯。
觀測到利用光纖激光切割20 mm碳鋼板時,受熱而熔化的金屬在輔助氣體的作用下被吹落,但是試件底部會形成未被吹落的金屬堆積,從而造成熱量堆積[9]。此時切縫底部溫度高于頂部溫度,其氧化與切割速度的差值大于頂部的氧化與切割速度差值,導(dǎo)致條紋深度及間距大于頂部[10]。在切口底端會形成大條紋,頂端有小條紋,兩者之間則為較平滑的過渡區(qū)域。
2.3 離焦量對切割性能的影響
在研究離焦量對切割質(zhì)量的影響過程中,保持激光功率4 000 W,氣體壓力40.2 N/cm2不變,分析得出離焦量對切斷面宏觀形貌的影響如圖4所示。分析實驗材料得出,A1=B1=8.9 mm>C1=6.8 mm,C2=8.1 mm>A2=6.2 mm>B2=5.3 mm。由此可知,最上面式樣的切割質(zhì)量最好。
切割選取負(fù)離焦時,根據(jù)激光光束為高斯光束,可知切斷面被氧化面積較大,受熱面積也變大,此時切縫較寬。離焦量設(shè)置范圍在-8~-5 mm時,正面斷口受熱面積小,背面斷口寬度變寬,切割斷面傾斜角度較大。原因在于離焦量的設(shè)置大于-8 mm時,激光照射面積和輔助氣體O2覆蓋面積增大,使斷口正面寬度變大。當(dāng)激光束到達(dá)斷口背面時,能量密度降低,且大部分能量被熱熔的金屬吸收,進一步減小了光束能量密度,斷口背面寬度反而變更小。當(dāng)離焦量為-8~-9 mm時,切斷口正、背面寬度差別最小,為切割20 mm碳鋼板理想的離焦量。
當(dāng)離焦量為-6 mm時,切割條紋較大;當(dāng)離焦量在-8~-9 mm時,切口條紋較細(xì),即此時的表面切口寬度、切口質(zhì)量較好。這一結(jié)果與上述結(jié)果相吻合。

圖4 離焦量不同情況下的條紋對比圖
3 結(jié)束語
本文研究了焊接速度、離焦量、輔助氣體氣壓對切割幾何形貌的影響,并作了分析。得到主要結(jié)論如下。
(1)光纖激光切割碳鋼過程中,準(zhǔn)直和聚焦鏡及光纖芯徑合適地搭配組合,方能達(dá)到比較理想的切割效果。
(2) 在切割厚20 mm的Q235b鋼板過程中,當(dāng)輔助氣體壓力不足,會產(chǎn)生掛渣缺陷;壓力過大,又會產(chǎn)生條紋缺陷,要根據(jù)板厚材料等選取合適的壓力。
(3) 切割碳鋼后的下斷面氧化速度領(lǐng)先切割速度的量值大于上斷面氧化速度高于切割速度的量值,導(dǎo)致切割斷面平整度較差。