導向臂生產熱處理過程產生裂紋的原因分析
2020-05-16 05:08:42楊東歐楊尚堃郝文權
山東冶金 2020年2期
關鍵詞:裂紋
姜 超,朱 雷,楊東歐,楊尚堃,郝文權
(青島特殊鋼鐵有限公司,山東 青島266000)
1 前言
導向臂產品為國內近幾年涌現出來的新產品,之前均為鍛造或國外采購。現有很多板簧生產廠家參照板簧生產工藝摸索導向臂生產工藝。目前導向臂使用鋼材主要為CrV系列,CrV系列彈簧鋼也是目前國內使用量較大的彈簧鋼,具有性能優異、淬透性強、質量穩定可靠等優點。導向臂規格一般較大,為保證淬火處理后心部馬氏體比例達到90%以上,除材料有一定的含碳量外,還要加入一定量的合金元素提高材料的淬透性,才可滿足材料性能要求。然而隨著含碳量的提高和某些合金元素的加入,都將增加淬火裂紋的敏感性[1]。
熱處理件上產生的裂紋以淬火裂紋為主,產生原因有很多種。由于產生的原因和解決辦法各不相同,因此弄清淬火裂紋的原因非常重要[2]。要弄清楚淬火裂紋產生原因,必須對材料成分、材料組織、材料硬度、裂紋的部位、裂紋的形狀、裂紋產生時間等進行詳細研究。淬火裂紋的發生時間并非發生在淬入冷卻劑后的那一刻,而是在冷卻到200℃以下時,或在淬火完成從冷卻劑中取出之后,或者是在淬火后經過幾小時乃至幾十小時后發生的[3]。
2 導向臂生產工藝及裂紋產生機理
2.1 導向臂生產工藝路線
導向臂生產工藝與板簧生產工藝類似,生產工藝:帶鋸鋸床鋸切下料→中頻電磁感應加熱爐加熱→變截面軋制→卷耳→銑床銑邊→沖床沖孔→步進式天然氣加熱高溫淬火加熱→熱壓變形→淬火油冷卻→步進式天然氣爐中溫回火加熱→水淋冷卻→表面拋丸→電泳噴漆。
裂紋產生必有力的參與,分析生產工藝路線,導向臂裂紋最可能在熱處理階段產生。
2.2 熱處理應力及淬火裂紋特征
熱處理應力主要分為組織應力和熱應力。熱處理應力多變且比較復雜,是導致熱處理金屬零件變形及開裂的主要原因。在熱處理過程中,由于冷卻、加熱和相變等過程中的不均勻性及不等時性,在熱處理金屬零件內部導致不同部位金屬間的體積及形狀的變化有較大差異,引起相互間拘束作用,從而在零件各部位產生不用的應力場,此為熱處理應力[4]。
淬火裂紋沿奧氏體晶界或馬氏體晶界產生,這種裂紋在顯微鏡下總是瘦直的曲線體,線條剛健,裂紋尾巴尖細,以至逐漸消失。一般說淬火裂紋寬度不超過5~10μm。如果淬火應力較大,致使形成粗大裂口,但在粗大裂口兩側,總是會發現若干顯微微裂紋,并且它的尾巴總是細尖的[5]。
在淬火過程中,當淬火產生的巨大應力大于材料本身的強度并超過塑性變形極限時,便會導致裂紋產生。淬火裂紋往往是在馬氏體轉變開始進行后不久產生的,裂紋的分布則沒有一定的規律,但一般容易在工件的尖角、截面突變處形成。在顯微鏡下觀察到的淬火開裂,可能是沿晶開裂,也可能是穿晶開裂;有的呈放射狀,也有的呈單獨線條狀或呈網狀。因在馬氏體轉變區的冷卻過快而引起的淬火裂紋,往往是穿晶分布,而且裂紋較直,周圍沒有分枝的小裂紋。因淬火加熱溫度過高而引起的淬火裂紋,都是沿晶分布,裂紋尾端尖細,并呈現過熱特征。
3 裂紋產生因素分析
3.1 裂紋產生位置及宏觀形貌
此裂紋產生位置為汽車導向臂折彎處(見圖1a),產生時間為入油冷卻后未回火處理之前。垂直于裂紋縱向拋開,肉眼可見在導向臂表面裂紋方向呈垂直于長度方向,并垂直于汽車導向臂表面向內延伸,內弧裂紋深度約20 mm。在入油冷卻后發現材料出現橫向裂紋,裂紋宏觀形貌如圖1b所示。
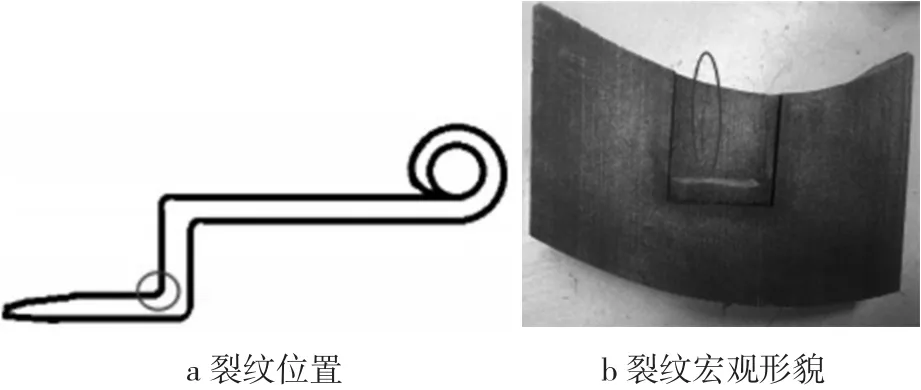
圖1 裂紋位置及宏觀形貌
3.2 有害元素檢驗
材料有害元素檢測結果如表1所示,材料中S、P、Sb、Bi、Pb、Sn、As等低熔點有害元素均滿足DIN EN 10089—2002標準要求,不會影響材料性能,導致材料淬火開裂。

表1 有害元素檢測%
3.3 金相組織檢測
將帶有裂紋汽車導向臂試樣分成4塊,編號1、2、3、4(見圖2),并對試樣金相組織(500×)進行檢測(見圖3~6),對比金相組織差異性(試樣3帶有裂紋缺陷)。通過對比發現:1)各個位置的組織并無太大差異,推斷并非導向臂在高溫淬火加熱變形后入油冷卻不均勻造成的。2)回火后組織較為粗大,此為淬火加熱溫度高,加熱時間長,造成晶粒長大。鋼材過熱,奧氏體晶粒將粗大化,淬火時產生粗針馬氏體,在粗針馬氏體中會出現橫向裂紋,稱馬氏體裂紋。這是因為片狀馬氏體經相互碰遇,便造成碰遇處應力集中,當應力足夠大時,就形成微觀裂縫[6]。
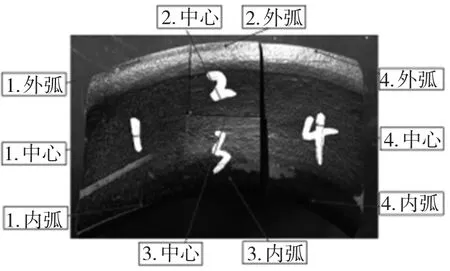
圖2 金相分析取樣
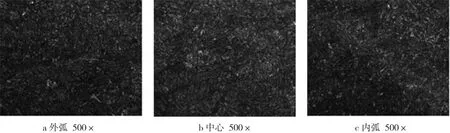
圖3 試樣1金相組織
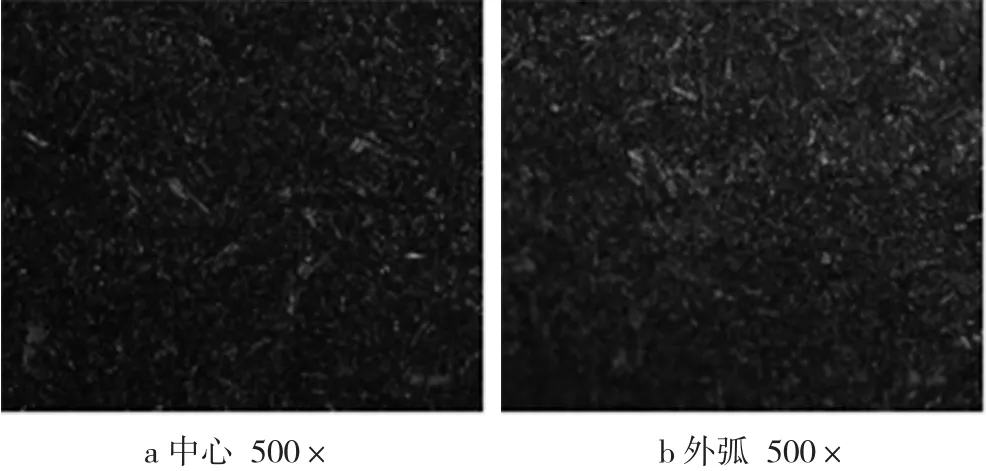
圖4 試樣2金相組織
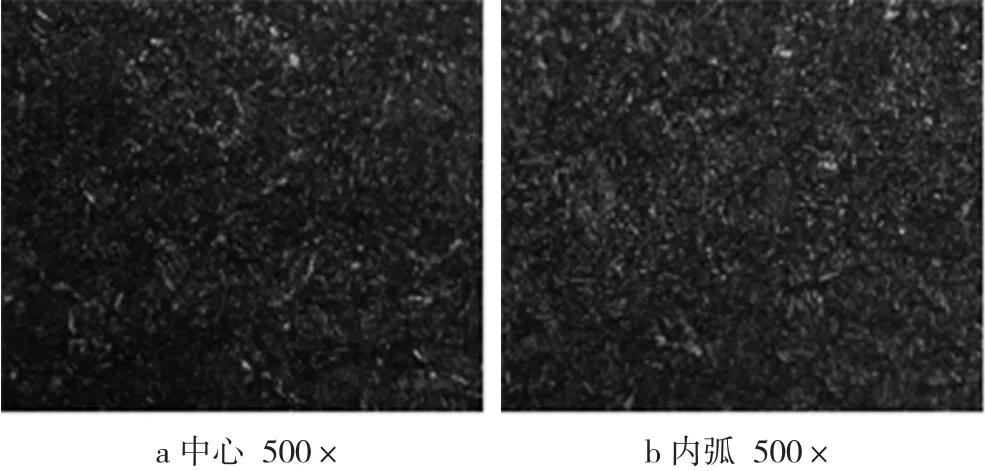
圖5 試樣3金相組織
圖6 試樣4金相組織
3.4 材料硬度檢測
隨機檢測材料10個位置洛氏硬度,材料硬度正常且硬度均勻性較好,均值45.69 HRC,因此裂紋并非材料淬火加熱后入油冷卻過快造成。
3.5 裂紋處微觀形貌檢測
使用金相顯微鏡對圖2試樣3裂紋處進行觀察,結果如圖7所示。
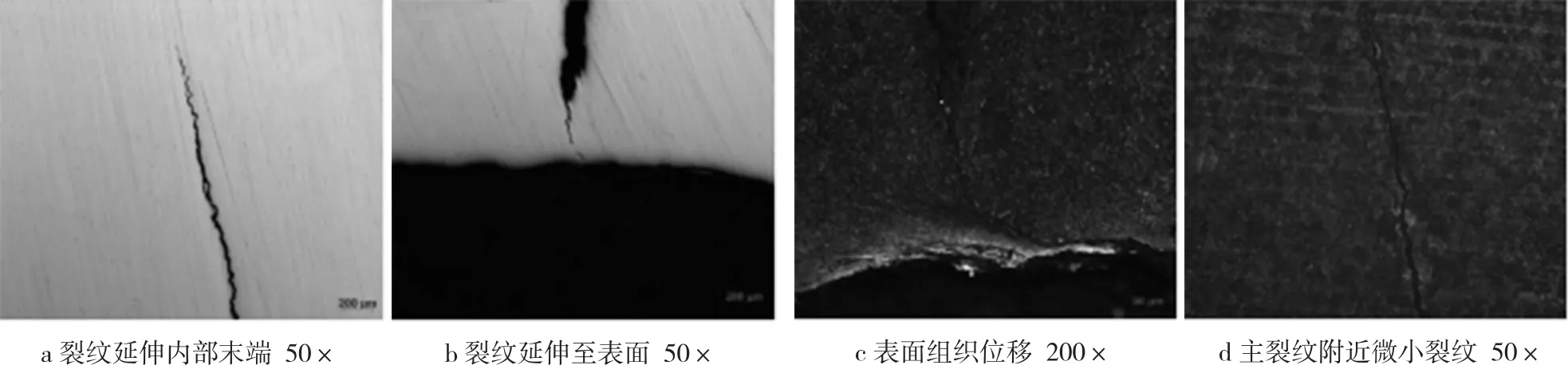
圖7 裂紋微觀形貌
裂紋形貌呈鋸齒狀,中間開口大,內部裂紋末端呈針尖狀,近表面裂紋開口大于表面,且主裂紋附近存在微小裂紋。表面裂紋附近存在明顯的組織位移流線,此裂紋為淬火裂紋。
在裂紋端部及裂紋兩側并未發現非金屬夾雜物;裂紋周圍無脫碳層,但存在氧化鐵皮,說明材料裂紋并非原材料缺陷導致材料淬火后開裂。
4 結語
綜上檢驗結果,可排除有害元素較多、淬火加熱后冷卻速度過快、冷卻不均勻等因素導致產生裂紋。通過金相觀察并結合生成過程,此裂紋為淬火裂紋。鋼件在入油冷卻前需要變形,所受外部應力較大,導致表面組織位移并產生殘留拉應力在鋼件表面。鋼件入油淬火冷卻,在冷卻初期,未產生相變,表層的溫度梯度比內部大,只有熱應力;隨著冷卻過程的進行,表層和內層的溫差減小,熱應力影響小,這時以組織應力為主[7];表層首先冷卻到Ms點生成馬氏體組織而膨脹,這時給尚處于奧氏體狀態的位置以拉應力,表現為心部受拉應力,表層受壓力。由于奧氏體塑性很好,此應力可通過奧氏體的塑性變形而松弛。當心部也轉變為馬氏體時,由于表層已形成的馬氏體硬度高、脆性大、塑性極小,心部對表層產生拉應力,心部產生壓應力,并被作為殘余應力保存下來。同時受到變形殘余應力的影響,鋼件近表面殘余拉應力超過鋼的抗拉強度,導致工件變形處開裂,產生裂紋。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38