300 MW機組鍋爐再熱器出口集箱與連接管焊縫裂紋分析及治理
2020-05-18 06:11:44
應用能源技術 2020年4期
關鍵詞:焊縫
(山西陽光發電有限責任公司,陽泉 045200)
0 引 言
某公司鍋爐為北京巴布科克·威爾科克斯有限公司制造的B&WB-1025/18.3-M型鍋爐。其類型為亞臨界壓力、一次中間再熱、自然循環、雙拱型單爐膛、平衡通風、固體排渣、露天布置、全鋼構架、全懸吊結構、尾部雙煙道的燃煤鍋爐,俗稱“W”型火焰鍋爐。再熱器蒸汽流量為851.6 t/h(BMCR工況),進/出口蒸汽壓力為3.82/3.64 MPa。再熱器出口集箱規格為¢609.6×45,材質為12Cr1MoV;再熱器出口連接管段規格為¢577.6×24.8,材質為ASTMA335P22。該機組于1999年12月投產,至今服役20年。2018年12月,再熱器出口至汽機側中壓主汽閥管段第一道焊口泄漏。
1 事件經過
2018-12-27T11:00,發現3#爐7層右側再熱器管段冒氣,拆除保溫后確認該管變徑處焊縫2—5點方向出現290 mm長環形裂紋,輕微冒氣,無泄漏聲音。與中調協調后,當晚停機。
2 原因分析
2.1 客觀方面
2.1.1 直接原因
在環切機切削過程中,刀頭由焊縫中間深入,逐漸向焊縫兩側刮削,當刮削至貼近裂縫時,將裂縫邊緣層粘帶下來,該“切片”長180 mm、寬12 mm、厚約3 mm。光譜確認該切片材質既有母材材質,又有焊材材質,這與該切片位置位于焊接熔合線相符。從剝落的焊縫形貌來看,裂紋沿焊縫熔合線(母材部位)開裂,裂縫剖面即A面無組織撕裂等粗糙形態,而是明顯焊接未熔合形成的表面。所以判斷該部位開裂主要是由于基建時留下焊接缺陷,不斷擴展延伸后導致裂透漏氣。
2.1.2 間接原因
此次事故與該處管接頭變徑、運行時間長、多次啟停、冷熱應力交替、管道承載不合理等因素有關。
2.2 主觀方面
2.2.1 鍋爐定檢工作中,所選抽檢部位考慮不周全
根據《特種設備安全技術規范》(TSG G 7002—2015)中鍋爐定期檢驗規定超過5萬h的鍋爐,管道對接焊縫抽檢率為20%。但在2012年和2018年鍋爐定檢中,雖然達到了20%,未對此焊縫進行檢查(已對彎頭應力集中焊縫、閥門接管焊縫重點檢查),暴露出專業人員在選取檢查部位時考慮不周全的問題,尤其是集汽箱變徑處焊縫等重點部位未進行檢查。
2.2.2 專業人員對四大管道和防磨防爆檢查有放松思想
因四大管道出現問題的概率非常小,所以有些人員產生了“不可能出問題”的思想,但其事故一旦發生,后果極其嚴重。近年來,專業技術人員在四大管檢查和防磨防爆工作中出現了“越沒事越不重視”的麻痹大意思想。
3 處理方案
3.1 準備工作
(1)在鍋爐右側過再熱器出口熱段管焊口處搭設腳手架,腳手架應滿足焊口修復要求。
(2)拆除焊口區域保溫,自然冷卻至工作溫度,拆除臨時加固處保溫以滿足工作需要。
(3)焊口處架設環切裝置進行管道焊口的切口及坡口制作。坡口加工按照圖紙及規程、規范要求制作。
由于鍋爐廠再熱器聯箱出口管道規格與設計院熱段管道壁厚不一致,且原設備廠制造聯箱出口坡口加工構造與現行標準不一致,本次檢修將對聯箱出口坡口20~25 mm范圍內進行平直車削,然后與原坡口進行手工打磨圓滑過渡,保證母材的運行強度。焊前應對坡口及其內外壁附近15mm范圍內進行清理和打磨,保證無油漆、氧化鐵、水分、油脂及鐵銹,并露出金屬光澤。
3.2 焊接前對口
(1)焊口對口前應先認真檢查坡口的清潔度,對于清理不合適的坡口應重新進行打磨和清理。
(2)焊接組對時一般應做到內外壁齊平,如有錯口,內壁錯口值不得超過壁厚的10%,且不大于1 mm;外壁錯口值不得超過壁厚的10%,且不大于4 mm。
(3)焊口局部間隙過大時,應設法修整到規定尺寸,嚴禁在間隙內加填塞物,可采用堆焊的方法修補坡口,修補后的坡口應確認無缺陷后,再用機械方式加工到規定尺寸。
3.3 焊口點固焊
(1)焊口點固焊與正式焊接相同,對于中徑管點固焊縫的段數不得少于2段,點固焊縫的長度不得小于50 mm、厚度不得小于3 mm;對大徑管焊口點固焊縫的段數應以多段為宜,最少不得少于4段,且點固焊縫的長度不得小于50 mm、厚度不得小于3 mm。中、大徑管道焊口點固焊示意圖如圖1所示。
(2)點固焊完畢后一定要檢查對口間隙是否合適,點固焊縫有無缺陷,如有缺陷,必須用機械方式將缺陷清理磨掉,重新點焊。
3.4 焊口正式施焊要求
3.4.1 焊接方法
熱段管道焊口焊接時所選用焊接方法為:氬電聯焊,即鎢極氬弧焊打底,電焊填充蓋面。當壁厚大于35 mm時,氬弧焊打底的焊層厚度不小于3 mm,對于Cr含量≥5%或合金總含量不小10%的耐熱鋼焊縫,其單層焊道厚度不能超過焊條直徑。
3.4.2 焊接規范
材料為SA335-P22的焊口焊接規范見表1。
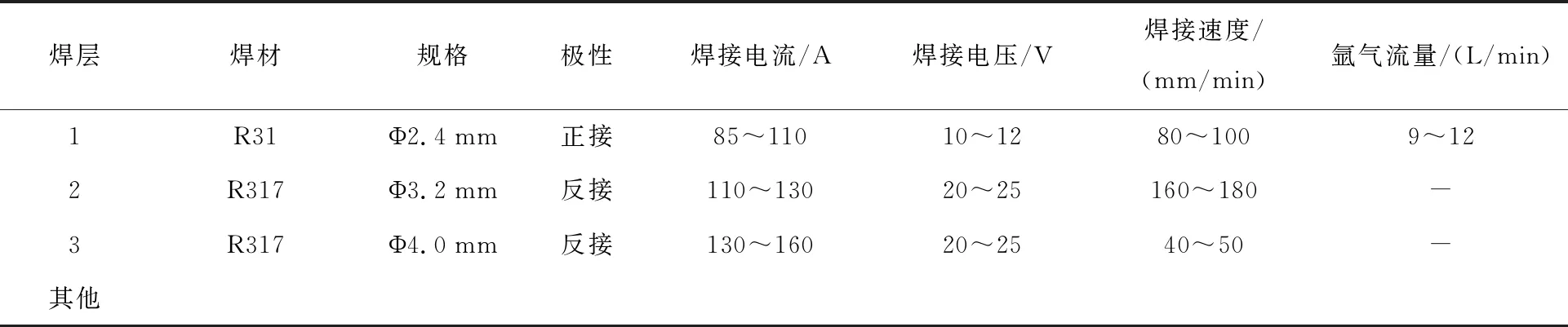
表1 SA335-P22的焊口焊接規范
熱段管道焊接焊層、焊道示意圖如圖2所示。
3.5 熱處理
3.5.1 主要材料準備
無塵電解石棉布、硅酸鋁針刺氈、鉛絲(14#)、熱處理專用二次輸出線(集束線)、無塵電解石棉布及硅酸鋁針刺氈應有生產廠家提供的質量合格證。
3.5.2 作業方案
熱電偶的安裝應注意兩個問題:(1)與工件接觸良好;(2)測溫點布置在工件加熱范圍的適當位置,如圖3所示。采用金屬線將熱電偶的熱端固定在工件上,要求緊密接觸,固定良好。熱電偶測溫點的布置和數量應滿足下列要求:
(1)監測加熱中心的最高溫度點①。
(2)監控均熱(溫)帶邊緣的最低溫度點②。
圖3 熱電偶布置示意圖熱處理加熱寬度,從焊縫中心算起,每側不小于管壁厚度的3倍,且不小于60 mm。
使用繩狀加熱器時,線圈軸向中心線應向下移,使之與焊縫中心線相距10~30 mm,以保證加熱過程順利有序的進行和接頭范圍內受熱溫度均勻。
保溫材料敷設的寬度應從焊縫坡口邊緣算起,每側不得少于管子壁厚的5倍,且每側應比加熱器的安裝寬度增加不少于100 mm,保溫時應緊貼管壁(加熱器),用金屬絲扎緊,減少熱損失。
3.5.3 焊口焊前預熱
焊口焊前應根據管路材質選定預熱溫度,焊前預熱時加溫速度與焊口焊后熱處理升降溫速度相同。
3.5.4 焊后熱處理
(1)升降溫速度計算公式:250×25/壁厚,且不大于300 ℃/h;熱電偶之間的溫差:不應超過50 ℃。
(2)補償導線:必須使用和熱電偶、記錄儀器相配套的補償導線。
(3)工藝參數在規定控制范圍內,有自動記錄曲線,曲線記錄焊接過程及熱處理全程。
(4)焊接熱處理結束后自檢,焊件表面無裂紋、無異常。
3.6 熱處理結果
焊口熱處理后經過磁粉、超聲檢驗合格,硬度檢驗合格。
4 結束語
隨著鍋爐機組向高參數、大容量方向發展,近幾年在電廠運行中出現了大管道焊縫出現裂紋及爆漏事件,因而對機組大管道關鍵部件的安裝提出了更高的性能要求,合理確定焊接工藝和熱處理工藝是保證機組安全可靠運行的基礎。通過這次大管道裂紋泄漏事件,我們認識到要提高專業人員對四大管道和防磨防爆的重視程度,提升專業人員技術水平,完善金屬監督工作。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07