空氣壓縮機電動機端蓋裂紋的修復
2020-05-21 03:38:52張國晟
機械管理開發 2020年3期
張國晟
(遼寧省鐵嶺市鐵法能源公司運輸部, 遼寧 鐵嶺 112700)
引言
運輸部所屬鐵路貨車車輛檢修車間日常主要生產任務是對貨車車輛進行檢修。貨車檢修完畢后,要對空氣制動系統壓力及制動裝置進行測試,測試結果是否達標,將直接影響到貨車檢修后能否達到出廠運用標準。由于制動系統測試過程中需要空氣壓縮機不斷提供風源,因此空氣壓縮機(型號為L-11/7)是貨車檢修過程中極其重要的檢修設備。鑒于電動機端蓋有一處裂紋,為不影響貨車正常檢修工作,降低維修成本,決定對電動機端蓋裂紋自行焊接修復。
1 電動機端蓋裂紋介紹
空氣壓縮機采用三項異步電動機(型號:YKQ250-M),電動機端蓋材質為灰口鑄鐵,電動機端蓋厚度為35 mm、裂紋長度為42 mm、裂紋深度為16 mm,電動機端蓋產生裂紋處見圖1。
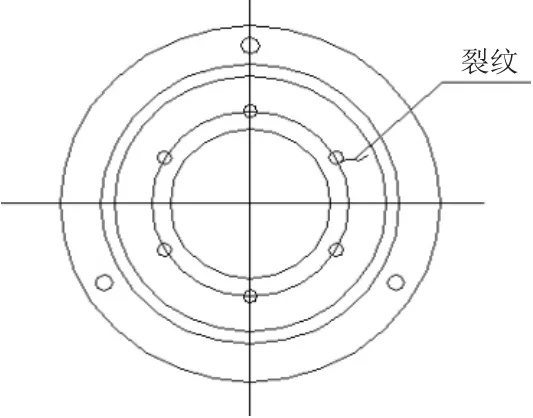
圖1 電動機端蓋處裂紋
2 裂紋的修復方法
2.1 涂膠法
用噴燈、電砂輪、鋼絲刷或粗砂紙等對裂紋表面進行打磨,除去表皮松動物質,提高修復表面的粗糙度,并用清洗劑擦拭、晾干,以清潔結合表面,然后將修補膠均勻涂抹在裂紋處,反復按壓,保證修補膠與裂紋表面充分接觸。
2.2 焊接法
2.2.1 焊條電弧焊
焊條電弧焊就是用手工操作焊條進行焊接的電弧焊方法。該焊接方法優點是操作靈活,待焊接頭裝配要求低;缺點是生產效率低,焊縫質量依賴性強(依賴于焊工的操作技能及現場發揮)。
2.2.2 CO2氣體保護焊
就是利用CO2作為保護氣體的熔化極電弧焊的方法。優點是操作簡單,焊后不需要清渣,而且熔池容易看的清楚,便于監控,生產效率比普通的焊條高出2~4 倍;適合全方位焊接和自動焊;成本低,CO2氣體來源廣,而且價格低,且消耗的電能也少,通常CO2氣體保護焊的成本只有埋弧焊或焊條電弧焊的1/2;焊接變形小,由于電弧加熱集中,焊件受熱面積小,同時CO2氣流有較強的冷卻作用,所以焊接變形小;由于焊縫含氫量少,因此抗銹能力強;特別是焊接灰口鑄鐵效果非常好,因此焊接質量高;適合室內焊接。缺點是焊接時不能有風,抗風能力差;飛濺率比焊條電弧焊大,并且焊縫表面成形較差。
3 焊接修復工藝的難點分析及選擇
由于電動機端蓋是灰口鑄鐵,焊接性差。若采用電弧焊,焊接表面易出現成形不良、咬邊、未融合、未焊透、夾渣、產生氣孔等現象。特別是在電弧焊時,如果焊條選擇不合理,沒有采取合理的工藝措施,則會在焊接過程中產生危害,最嚴重的是白口和裂紋,主要是由于灰鑄鐵的塑性接近于零,抗拉強度又低,易被撕裂(焊接時如果焊縫的強度高于母材,產生收縮量不均勻,從而使結合處母材被撕裂);當結合處產生白口組織時,因白口組織硬而脆,它的冷卻收縮率又比灰鑄鐵大很多,從而促使焊縫在冷卻時更易開裂;另電弧焊對焊工操作技術能力也有很高要求。
CO2氣體保護電弧焊是以CO2氣體作為保護介質,利用專用的焊槍,形成足夠的CO2氣體保護層,使電弧及熔池與周圍空氣隔離,防止空氣中的氮、氧、氫對熔滴和熔池金屬的有害作用,從而獲得優良的機械性能。
通過電弧焊和CO2氣體保護電弧焊優缺點對比,決定采用CO2進行焊接。
4 焊接參數的選擇
4.1 焊機的選擇
焊機選用CPXDS-350 型CO2氣體保護焊機,焊機使用技術參數見表1。使用焊機時,保證焊機始終在此參數下運行,不僅保證了電弧燃燒的穩定性,使母材熔合良好,而且有利于減少母材熔深,降低焊縫的含碳量。
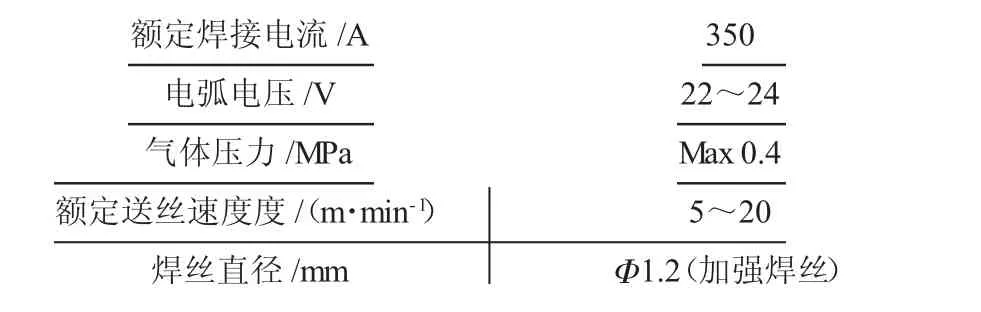
表1 焊機使用技術參數
4.2 焊絲的選擇
焊絲選用HPGS50-6 焊絲。因為焊絲中的C、Si等合金元素有利于促進石墨化過程,從而防止白口組織的產生;焊絲表面的鍍銅也有利于白口,因為銅也是促進石墨化的有力元素。
4.3 焊接操作參數的選擇
1)控制焊絲的伸出長度。焊接時,焊絲伸出焊槍保護嘴長度為8~10 mm。焊絲若伸出過長,焊接時易產生飛濺;焊絲若伸出過短,焊接時不易觀察焊縫焊接質量。
2)控制焊槍的操作角度。焊接時,焊槍操作角度為15°~30°。若焊槍操作角度過大,焊接時焊縫難成形;若焊槍操作角度過小,焊接時不易觀察焊縫焊接質量。
3)CO2氣體的選擇。采用CO2純度比較高的氣體。焊接時,若選用純度低的CO2氣體,氣體保護性差,焊縫易夾渣,焊接質量差。
5 裂紋焊接修復工藝
5.1 焊前準備
焊接前仔細觀察裂紋的起止位置,在裂紋的前后端3~5 mm 處,用鉆頭各鉆出Φ5~8 mm 的止裂孔,以防在焊接過程中裂紋會向外擴展;用角向磨光機將待焊部位打磨成U 型坡口(露出金屬光澤),中間部位留有5 mm 不開坡口;用紗布或鋼絲刷清理電動機端蓋裂紋部位,將開裂處的油污及油漆等清除干凈,然后將電動機端蓋放入電阻爐內加熱至100~150 ℃左右,要控制加熱溫度以防溫度過高裂紋會再次擴大。
5.2 焊接方法(分段退焊法)
當焊接件達到預熱溫度時,從裂紋止裂孔處開始焊接。采用分段退焊法,每次焊接焊縫的總長度不得超過15 mm,并且息弧后馬上用圓頭小錘快速敲擊焊縫處,以消除焊接產生的應力,待焊縫溫度降到50~60 ℃時再繼續焊接下一道焊縫;焊接時應認真仔細觀察焊縫,如發現裂紋等缺陷應及時補焊,最后焊接止裂孔;修補裂紋完成后,將工件放在電阻爐內加熱至350~500 ℃,做去應力處理,加熱時間為6~8 h,最后電爐斷電,工件隨爐溫自然冷卻,取出打磨[3-4]。
6 結語
在保證可行性和經濟性的前提下,要想充分挖掘現有設備資源的潛力,如何采取合理修復工藝為關鍵點。采用CO2氣體保護焊方法修復電動機端蓋裂紋,既節約時間又降低成本,同時修舊利廢。焊修后,經檢測焊接質量達到焊接工藝要求,端蓋使用至今未再次發生裂紋。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術與機床(2018年12期)2018-12-23 02:40:58
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
