
船舶吃水標志安裝方式研究
2020-05-25 02:49:16吳攀楊磊陳群佳
廣東造船 2020年2期
關鍵詞:安全
吳攀 楊磊 陳群佳

摘? ? 要:吃水標志是表示船舶實際吃水的一種標記。如何精確的進行吃水標志的制作和安裝,對船上貨物的裝載及安全航行至關重要。本文主要介紹船舶吃水標志安裝的基本流程和方法。
關鍵詞:吃水標志;裝載;安全;基本方法
中圖分類號:U671.91 ?? ? ? ? ? ? ? ? ? ? ? ? ? ? 文獻標識碼:A
Abstract: Draft mark is a mark indicating the actual draft of a ship. How to produce and install the draft mark accurately is critical to the loading of the cargo on board and safe navigation. This paper mainly introduces the basic process and method of ship draft mark installation.
Key words: Draft Mark; Loading; Safety; Basic method.
1? ? ?前言
對于船舶吃水標志的安裝方式,目前國內還沒有可供參考的行業標準:有的船廠以船體最低點為基準;有的以外形吃水為基準;有的以龍骨線為基準。比如:某船廠船塢建造的50 000 DWT級油輪,按照企業的以往慣例進行了吃水標志的安裝,在下水出塢前提交船東報驗時,因與船東的報驗標準和方法不同而不予通過。后經過多次的協商溝通,最終按照船東的要求刨除原有標志后重新制作和安裝,導致船舶出塢節點推遲一周,給船廠造成巨大的損失。
本文通過收集多型產品船建造過程中安裝吃水標志出現的各類問題,研究制定出一種行之有效的安裝方法,作為現場施工的依據,減少不必要的返修返工,也為同行業其它船廠提供了借鑒。
2? ? 吃水標志介紹
船舶吃水為水線面與船底基平面之間的垂直距離。根據量取的方法不同,船舶吃水可以分成實際吃水和型吃水兩種:實際吃水指水線面至船底龍骨板下緣的垂直距離。它是船舶進出港、過淺灘、系靠碼頭和裝卸貨物時應考慮的吃水;型吃水是指水線面至船底龍骨板上緣的垂直距離,與實際吃水相差一個龍骨板的厚度。它是船舶設計和進行性能計算時所考慮的吃水。
船舶吃水隨著船舶的載重量和舷外水的密度變化而不同,量得吃水后經過查閱有關船舶曲線圖和計算,可以求得該船當時的排水量和載重量。
本文主要介紹吃水標志(簡稱水尺)的制作和安裝。吃水標志是指在船舶首、尾及中部兩舷處表示吃水值的數字和線條標志,分別表明首垂線、尾垂線及中剖面處吃水值,線條的下緣或數字下緣系該數字所指的吃水值。
船舶靠離碼頭、通過淺水航道或錨泊時,都需要精確掌握當時的吃水。吃水標志(水尺)的標記方法有兩種:一種是公制,以阿拉伯數字表示,其數字的高度規定為10 cm、上下兩字相隔的間距也是10cm;另一種是英制,以阿拉伯數字和羅馬數字表示,每個數字的高度為6 in、兩數字相隔距離也是6 in。
由于裝載的不均勻,船舶可能處于縱傾或橫傾狀態,因此船舶各處的吃水不盡相同,通常是通過觀測船舶的首、中、尾左右兩舷的水尺標志而獲得船舶的實際吃水狀況。
3? ? 吃水標志的放樣和制作
3.1? 吃水標志的放樣
水尺字須經船體放樣后才進入到施工階段。水尺字的放樣要求水尺字安裝到外板上時,其側視圖必須要保持標準的正字(即字母或者數字在一個矩形框內,無變形),字的下沿與所代表的位置一致。
傳統的水尺字使用手工放樣方式,先將外板標志區域展開得到放樣后的標志外形輪廓,一般可以近似看作平行四邊形,將兩對平行四邊形進行若干等分(一般選擇十等分以上),然后將標準的吃水標志進行同樣的等分,最后從縱、橫雙向對應到展開的輪廓上,得到下料用的吃水標志圖形。這種手工放樣方法十分的費時費力,且水尺字質量參差不齊,目前已被大多數船企所淘汰。
目前船舶生產設計方面的軟件很多,可以輕松地完成對吃水標志的放樣。利用TRIBON、AutoCAD、EXCEL等常用軟件,將投影面(側視標志)與實際面(標志實形)用二面角聯系起來快速進行放樣,放樣完成后即可進行加工制作。
3.2? ?吃水標志的制作
水尺標志根據船體舷側外板的厚度,采用3~6 mm的鋼板制作,一般使用銑削或手工銼削進行精加工。本文因設備原因選擇數控切割方式進行下料,使用1:1光蹤切割或者數控編程指令操作,以水下等離子切割為最佳,可以減少切割變形。切割前選擇合適型號的割嘴,并根據鋼板厚度施放割路損耗補償值。首先需要校正切割機精度,選用試驗板進行試切割,測量相關尺寸,若偏差值較大則調整直至滿足切割精度要求;切割過程中使用搭橋,即相鄰兩個水尺之間通過10 mm寬的鋼條連接成網狀,防止切割中熱變形引起的微移動而導致偏差過大;切割完后處理缺陷、檢查精度,長寬方向誤差在±1 mm之內為合格,然后按肋位號集配送托。
4? ? 吃水標志的安裝
吃水標志的安裝方式多種多樣,隨著造船技術的不斷發展,激光經緯儀和全站儀等先進設備相繼投入使用,為船舶吃水標志的安裝帶來了極大的便利。下面主要介紹在先進測量設備輔助下的吃水標志安裝方式:
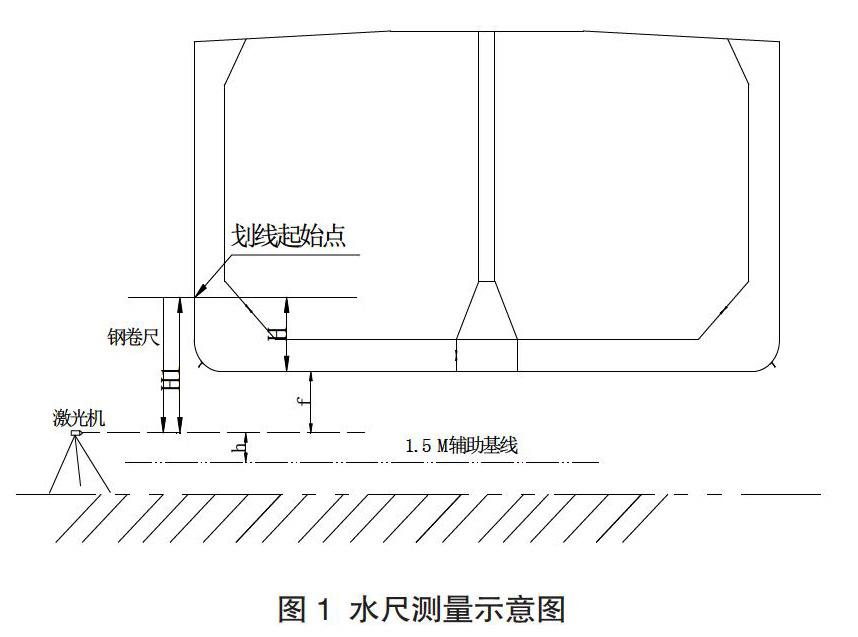
(1)當主船體合攏成型后,在船舷側靠近外板處豎立標桿,架設好三維全站儀、調整好測量水平基準,并將測量基準線刻畫到標桿上,同時刻畫一定高度的輔助基準線,如1.5 m的輔助基線(見圖1);
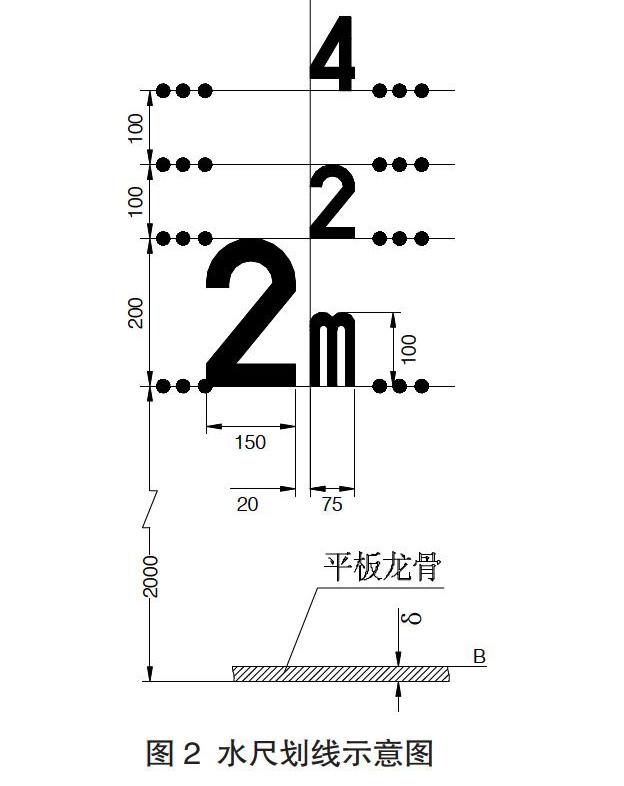
(2)以船舯水尺字安裝的肋位所對應的平板龍骨下緣為統一基準測量基線高度,并計算得出基線距輔助線和測量線的距離(見圖2);
(3)劃出水尺安裝起始點,并標出垂向位置線;
(4)按水尺安裝圖進行安裝。先對各字體進行點焊固定后按焊接工藝要求進行焊接,高度以水尺字板厚的1/2為準,保證水尺標志各邊緣部分清晰顯示出來,便于觀察和讀數。當水面有波動時,應根據若干次觀測所得的平均值來確定實際水線的位置;
(5)保證水尺數字的下緣與測量刻度線平齊,誤差控制在±1mm、極限偏差±2 mm。一定要保證水尺字的安裝精度,如2 000 t的駁船吃水標志若相差1cm就存在10 t左右的出入,所以一定要把誤差控制在較小的范圍之內;
(6)首尾部分的水尺安裝方法相似,但由于存在較大線型變化,需要采用水平尺將其水平引出后吊鋼卷尺進行測量(見圖3)。
5? ? 檢驗技術與溝通
一種行之有效的安裝方法,關鍵在于過程的控制和最終結果的驗證。對于得到實踐證明的正確的工藝方法和措施,需要固化下來作為企業標準推行下去,同時要取得船東和船檢的認可。
最好的檢驗時機選取在吃水標志劃線及初步點焊定位之后、焊接工作開展之前,避免焊接完成后因得不到檢驗方認可又不得不拆除重新安裝的窘境,既影響船體外表的美觀又浪費時間和人力。
6? ? 吃水標志的研究方向
隨著造船技術的發展,在當前不斷提倡“殼舾涂一體化”、“工序前移”的趨勢下,我們應該放開思維,不要局限于在船舶成型后才安裝船舶吃水標志,可以考慮將船舶吃水標志的安裝從舊有的船塢安裝階段提前到總組階段、分段階段、部件階段甚至外板拼板階段。并且在釋放船廠核心資源(船塢)產能的同時,將高空作業轉為地面作業,降低吃水標志安裝制作的難度和危險性。當然,這勢必會帶來一定程度的挑戰,比如安裝基準與定位基準如何統一、船殼板材收縮和伸展等,都需要不斷研究和創新,在實踐中一步步去實踐探索,最終摸索出一條行之有效的智能化、數字化的吃水標志制作和安裝模式。
7? ? 結束語
當今新技術、新設備的運用不斷為造船技術帶來突破,也改變著舊有的造船理念。本文通過多年的造船實踐經驗,摸索出一套吃水標志的制作和安裝方法,希望能為其它船廠提供借鑒和思索,共同取得進步。
參考文獻
[1] 田佰軍/薛滿福.船舶結構與貨運[M].大連:大連海事大學,2014.
[2] 孫佳瑩/方媛.船舶吃水標志數字化放樣[J].廣船科技, 2016(2).
猜你喜歡
中國科技博覽(2016年18期)2016-10-19 09:59:34
科技視界(2016年21期)2016-10-17 20:00:16
科技視界(2016年20期)2016-09-29 11:59:36
科技視界(2016年20期)2016-09-29 10:54:27
