甲醇精餾工藝參數的優化
2020-05-29 09:59:26葉田友
山西化工 2020年2期
葉田友
(山西焦煤五麟煤焦開發有限責任公司,山西 呂梁 032202)
引 言
甲醇是一種無色透明且具有濃烈氣味極易揮發的有毒性液體,作為化工產業必不可少原料,可參與諸多化學反應以制備甲酸、乙酸、氯甲烷等有機產品。近年來,隨著我國化工行業的發展和能源結構的轉變,甲醇的應用范圍越來越廣,應用量也越來越大。在實際制備過程中,除了采用傳統的有機物合成外還可采用人工合成蛋白制備甲醇。然而,在實際制備過程中所得到粗甲醇中含有一定量的醚、酮以及高級醇等雜質[1]。為此,制備所得的粗甲醇還需經過精餾操作得到精甲醇。我廠基于三塔精餾技術實現對粗甲醇的精餾操作,以達到提高精制甲醇的精度。經統計可知,基于當前的精餾流程其耗能占甲醇整個生產流程的20%,因此需對甲醇精餾工藝參數進行優化設計。
1 甲醇制備工藝概述
在實際生產過程中,不論采用何種催化劑(銅基催化劑和鉻鋅催化劑),由于反應過程中受到溫度和壓力的影響,在其產物中始終還有一定的雜質,主要成分有水、醚、酮等有機雜質混合液。通常,將所制備的粗甲醇分為輕組分、甲醇以及重組分三類。其中,清組分為沸點低于甲醇的雜質,重組分為沸點高于甲醇的雜質。
粗甲醇中所含雜質中,主要歸類為水、有機物以及乙醇三類。其中,水較為特殊且含量較少可采用常規手段進行分離;乙醇的含量同樣少,但其對甲醇質量的影響因子較大,故精餾時著重對乙醇進行處理。粗甲醇的精餾工藝的原理為:利用粗甲醇中雜質和甲醇的揮發性不同,采用蒸餾的方法對其進行分離[2]。目前,實際應用中的甲醇精餾流程有單塔流程、雙塔流程以及三塔流程。
單塔精餾流程僅依靠精餾塔對粗甲醇進行蒸餾操作,使得輕組分從精餾塔塔頂分離,重組分作為殘余液體從精餾塔塔底排出。該精餾流程具有成本低、結構簡單的優勢,但是此流程下獲取甲醇的純度不高。單塔精餾流程如圖1所示。
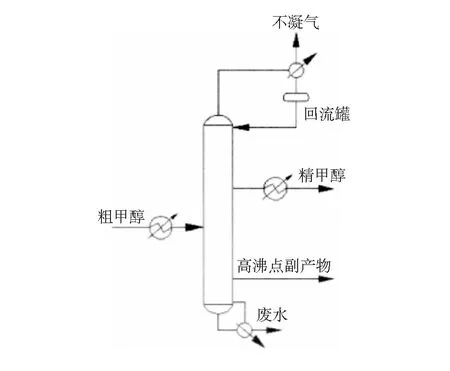
圖1 單塔精餾工藝流程圖
雙塔精餾工藝由預精餾塔和主精餾塔完成,其工藝流程圖如第59頁圖2所示。
如圖2所示,預精餾塔為單塔精餾的環節,雙塔精餾工藝對預精餾塔中所得重組分雜質進行在主精餾塔再處理,從而提升最終獲取甲醇的純度[3]。雙塔精餾工藝適用于我國中小甲醇生產企業。
圖2 雙塔精餾工藝流程圖
三塔精餾工藝由預精餾塔、加壓精餾塔和常壓精餾塔共同完成,其工藝流程圖如圖3所示。
圖3 三塔精餾工藝流程圖
目前,我廠所采用的精餾工藝為三塔精餾工藝,實現對粗甲醇的三次蒸餾處理,以確保獲得更高純度的甲醇。本文著重對三塔精餾工藝中的關鍵參數進行優化,在保證甲醇純度的同時達到節能的效果[2-3]。
2 甲醇精餾工藝流程的模擬
本文采用模擬分析的手段對甲醇三塔精餾工藝參數進行優化,所采用的軟件為Aspen Plus軟件。本節基于Aspen Plus軟件建立甲醇精餾工藝流程的模型。我廠當前所采用三塔精餾工藝的的產量為60萬t/a。三塔精餾工藝中,預精餾塔承擔著粗甲醇的大部分精餾任務,加壓精餾塔和常壓精餾塔除了承擔部分精餾任務外,其目的主要在于降低熱能消耗[4]。
2.1 粗甲醇精餾要求
粗甲醇經三塔精餾工藝后其所得甲醇含量不小于99.9%,經甲醇中乙醇含量不大于10×10-6,整個工藝流程中甲醇的回收率不得小于99%。
2.2 甲醇精餾模擬工藝流程的搭建
2.2.1 預精餾塔工藝流程的模擬
根據實際生產過程中預精餾塔的工藝流程,基于Aspen Plus軟件建立對應的模擬流程圖,且進入預精餾塔中粗甲醇的相關參數如表1所示。

表1 預精餾塔進料參數
2.2.2 加壓精餾塔工藝流程的模擬
根據實際生產中加壓精餾塔的工藝參數,在Aspen Plus所搭建模擬流程的相關參數如表2所示。

表2 加壓精餾操作參數
2.2.3 常壓精餾塔工藝流程的模擬
根據實際生產中加壓精餾塔的工藝參數,在Aspen Plus所搭建模擬流程的相關參數如表3所示。

表3 加壓精餾操作參數
3 甲醇精餾工藝參數的優化
3.1 預精餾塔工藝參數的優化
影響預精餾塔甲醇純度及耗能的因素包括理論板數、質量回流比、采出率、進料位置、工藝萃取水量以及不凝氣放空溫度等[5]。因此,針對預精餾塔工藝參數的優化主要從以下幾項參數著手。
1) 理論板數直接影響質量回流比。理論研究表明,理論板數增加會導致質量回流比減小,其對其影響拐點的理論板數為35。而且,當理論半數小于35時,會增加預精餾塔的熱負荷和操作費用。因此,理想理論板數為35塊。
2) 隨著質量回流比的增加,雖然提升了粗甲醇組分的分離程度,但是會增加系統的熱負荷,進而增加能耗。因此,綜合分析組分程度和耗能因素,選用最佳回流比為75,塔頂最佳采出率控制在0.85%。
3) 經理論分析可知,當進料位置在10塊板以上時,精餾塔中丙酮的含量超過15×10-6;而在10塊板以下時,其丙酮含量低于15×10-6達到了分離要求。但是,考慮到節能的目的,當進料板位置在17塊板以下時,其熱負荷基本穩定且熱負荷也較低。因此,選用進料板的位置在第17塊板。
此外,綜合考慮丙酮分離效果和經濟性因素,應將工藝萃水量控制在5 500 kg/h,不凝氣放空溫度控制在42 ℃。
3.2 加壓精餾塔和常壓精餾塔工藝參數的優化
綜合上述分析手段,對加壓精餾塔和常壓精餾塔的工藝參數進行優化,其最終優化結果如表4所示。

表4 加壓精餾塔和常壓精餾塔工藝參數的優化結果
經上述優化后的工藝參數應用于我廠甲醇精餾工藝流程中,其應用效果主要體現為以下兩點:第一,甲醇的回收率從優化前的99%改善為當前的99.3%;第二,甲醇精餾工藝的總能耗降低約11.1%。
4 結語
在當前甲醇制備工藝中,不可避免地在甲醇產品中夾雜著水、乙醇、醚、酮等雜質,影響著甲醇的應用場合,且我廠甲醇精餾工藝的耗能較大約占整個甲醇制備流程的20%。為此,對我廠三塔精餾工藝流程中預精餾塔、加壓精餾塔以及常壓精餾塔中理論板數、質量回流比、進料位置等參數進行優化。實踐表明,基于優化后的甲醇精餾工藝參數可提升甲醇的回收率為0.3%,節能效率約為11.1%。
猜你喜歡
中學生數理化·自主招生(2024年6期)2024-06-24 11:15:29
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化·高一版(2020年2期)2020-04-21 07:42:50
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
石油化工應用(2014年8期)2014-03-11 17:40:03
