固定調整法解算裝配尺寸鏈研究*
2020-05-30 01:02:18李雙成陳興媚
機電工程技術 2020年4期
李雙成,陳興媚
(廣東理工學院工業自動化系,廣東肇慶 526100)
0 引言
對于精度要求高而組成環數又較多的機械產品,在不能采用互換裝配法裝配時,除了可以用修配裝配法外,還可以采用調整法來保證設備的裝配精度[1]。盡管有些文獻中將調整法解算裝配尺寸鏈與修配法解算裝配尺寸鏈歸為一類,但它們之間有著實質性的區別,主要在于處理補償環的方式方法和勞動強度不同。修配法勞動強度大,對工人技術水平要求高,調整法沒有修配法的缺點;而且面對精度要求高、大批量生產的情況,調整法具有其他方法無可替代的優勢,本文針對該方法通過實例展開詳細論述。
1 調整法
調整法消除機械設備組裝誤差根據其適用場合不同主要分為:固定調整法、可動調整法、誤差抵消法[2-3]。本文主要介紹固定調整法,其他2種方法不做闡述。
固定調整法是指在裝配時,選取設備中某一零部件作為調整環,將該環的零件按照一定尺寸間隔級別制成一組專門零件,裝配時根據各組成環所形成的累積誤差大小,在調節環中選取尺寸等級合適的調節件進行裝配,以保證裝配精度的方法[4]。通常選取的調節件有:軸套、墊片、墊圈等[5]。
圖1所示為軸向齒輪裝配圖。選取墊圈AK為調整環,各組成環A1~A4及AK按經濟加工精度制造,要求保證裝配間隙尺寸A0。由于各組成環尺寸按經濟加工精度制造,裝配后會引起A0尺寸變化,為保證A0滿足圖紙裝配要求,可以制造一組不等厚的AK1,AK2,AK3,…,AKn的墊片作為調整環,圖2所示為3組不同厚度的調節環。

圖1 軸向齒輪裝配
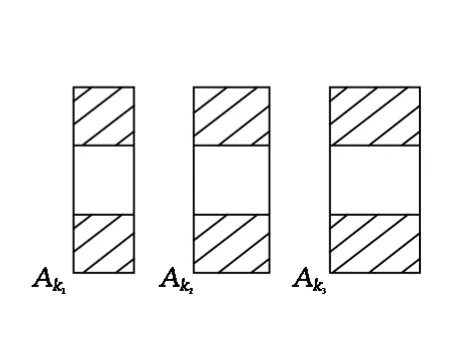
圖2 調整環分組
將各零部件組裝后用卡尺測量圖1中尺寸A的值,若A值比較小,就選用圖2中較薄的墊圈與之配合,反之選取較厚的墊圈與之配合,使之能夠滿足圖紙要求間隙A0值。對于各調節環尺寸及分組數分別取多少要通過相應的計算得到。
2 固定調整法應用
本文通過兩個實例對固定調整法展開詳細論述。
2.1 實例一
圖3所示為傳動軸裝配圖,現采用調整法裝配,以右端墊圈為調整環AK=8.5 mm,各組成環尺寸為:A1=115 mm;A2=mm(標準件);A3=104 mm;裝配精度要求A0=0.05~0.2 mm(雙聯齒輪軸向圓跳動量)。試采用固定調整法確定各組成環的尺寸及公差,并計算加入調整墊片的組數及各組墊片的尺寸公差[5]。
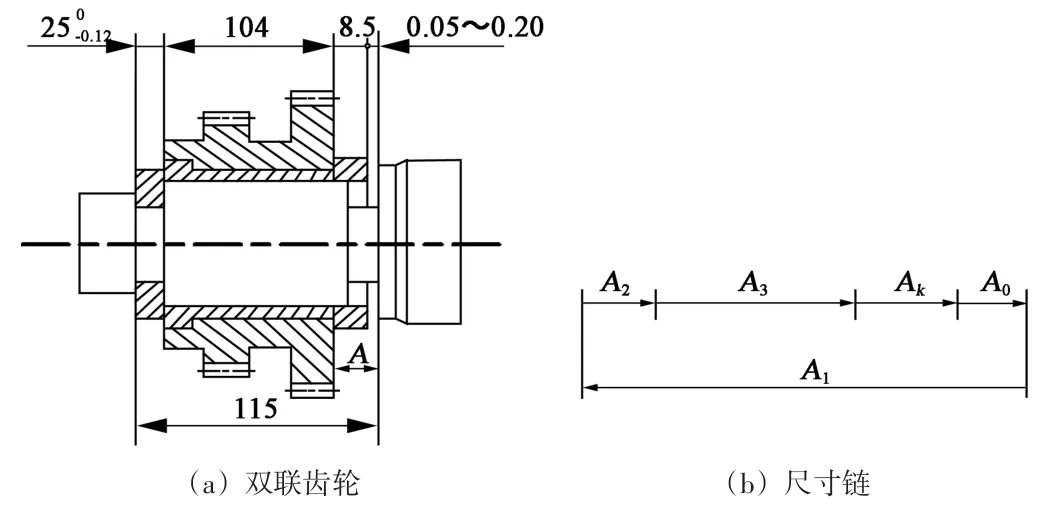
圖3 雙聯齒輪裝配
下面進行解例過程論述。
2.1.1 建立尺寸鏈
根據圖3(a)和影響裝配精度有關尺寸建立如圖3(b)所示的裝配尺寸鏈。
2.1.2 選擇調整環
對于本例由于題目中已經明示選擇AK=8.5 mm作為調整環,該環滿足裝拆方便、加工容易的特點。
2.1.3 確定各組成環公差及偏差
按經濟加工精度按IT11級選取各組成環公差:T1=T3=0.22 mm;T2=0.12 mm(標準件);TAK=0.09 mm。

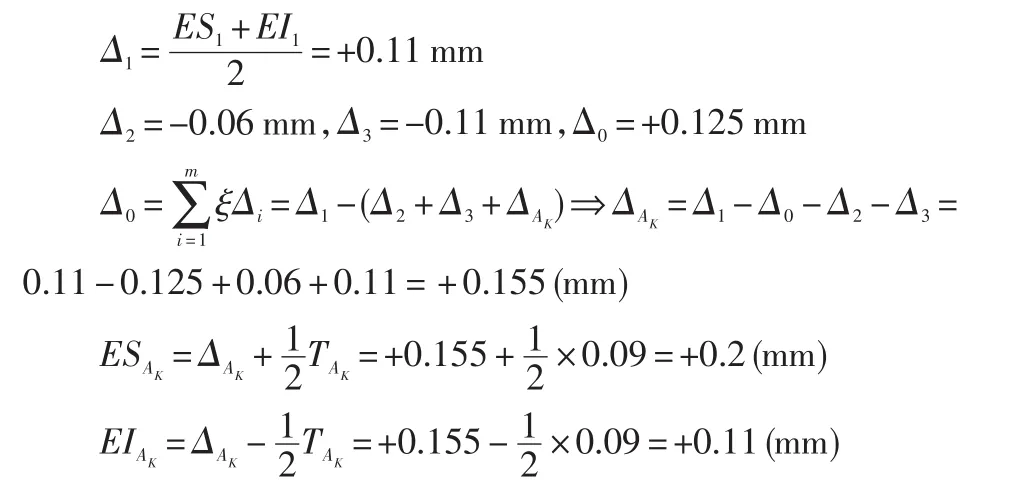
2.1.5 確定偏差
確定各組成環中間偏差(除調整環外)及補償環AK極限偏差。
2.1.6 確定調整環組數及各組尺寸
(1)補償能力S
補償能力分為2種形式,一種是在不忽略調節環AK自身制造公差的情況下S=T0-TAK;另一種是題目中若忽略調節環AK自身制造公差則S=T0。對于本例題目中AK的制造公差為TAK=0.09mm,因此補償能力:

(2)調整環組數Z
當某一調節環無法滿足調節要求時,就需要相鄰的調節環來做補償,因此相鄰調節環基本尺寸之差就等于補償能力S,以保證補償環作用的連續進行,所以分組數(注:分組數不能為小數,一般圓整數大于實際計算值),分組數不能過多,否則生產工作量會增大。故本例中:

(3)確定各組調節環尺寸
調節環分組數可能出現2種情況,一種是分組數Z為偶數,另一種為奇數。當調整環組數為偶數時,則以求出的預先確定的調整件為對稱中心[7];反之則預先確定的調整環尺寸就是調節環的一組數值且是中間值[8]。

圖4 預先確定的調整環尺寸與各組成環尺寸之間的關系
如圖4所示。由前面計算可知本例分組數為Z=10,以AK=mm為對稱中心,S=T0-TAK=0.15-0.09=0.06 mm,由圖4(b)可得:

2.1 .7確定調整環調整范圍δ
如圖3(a)所示,在未裝入調整環AK之前,先實測齒輪右端面到軸的右臺階面軸向空隙A的大小;然后選一組具有一定厚度的調整環AK i裝入該空隙中,要求達到規定的裝配要求。上述A值的變動范圍就是所要求的調整范圍δ。根據圖3(a)建立如圖5所示的尺寸鏈并計算得:
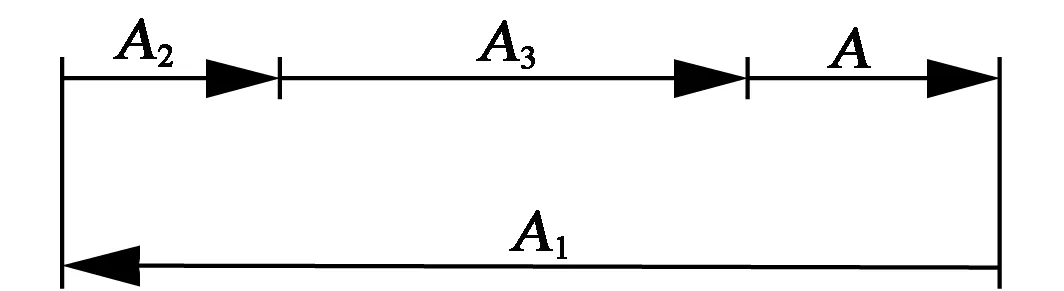
圖5 尺寸鏈

則10組調整環的適用范圍如表1所示。
2.2 實例二
如圖6(a)所示傳動裝置,要求齒輪軸向間隙控制在A0=0.05~0.2 mm的范圍內。已知A1=40 mm;A2=55 mm;AK=15 mm,按經濟加工精度確定各組成環的公差分別為T1=0.2 mm;T2=0.25 mm;TK=0.05 mm。如采用固定調整法裝配,試確定固定調整環AK的分組數及分組尺寸[8]。

表1 調整環尺寸分組及其適用范圍

圖6 軸向傳動裝置
下面進行解例過程論述。
(1)建立尺寸鏈確定各組成環(除調整環外)偏差
建立尺寸鏈如圖6(b)、(c)所示。依題意按入體原則標注各尺寸(除調整環外):
(2)計算各組成環(除調整環外)偏差

(3)調整各補償量
計算調整環補償量F、補償能力S及調節環組數Z
調整環補償量:

又因為:
S=T0-TK=0.15-0.05=0.1(mm)則:
(4)確定各組調整環尺寸
由圖6(b)得:

由于調節環組數Z=5為奇數,因此上面求出的中間尺寸AK=15.1 mm就是調節環中間一組尺寸的中間值[2]。由圖4(a)可得:
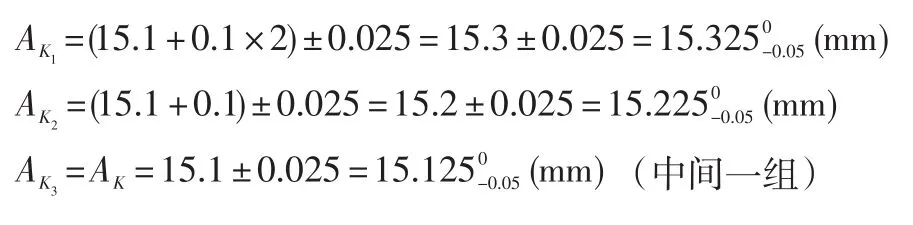
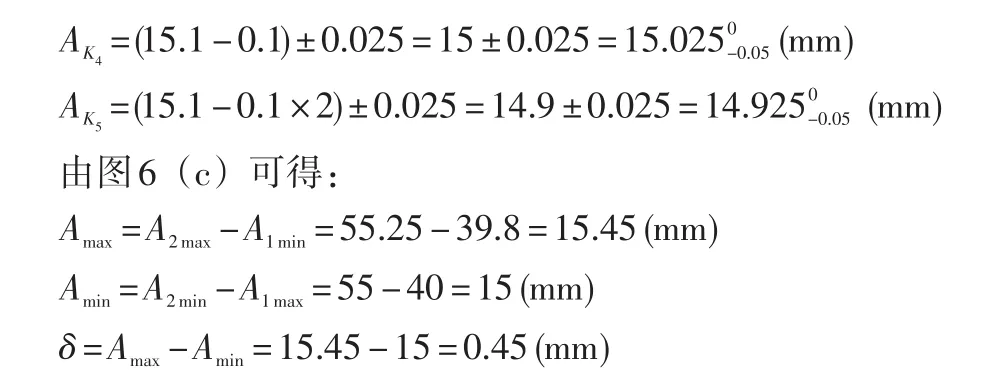
則5組調整環的適用范圍如表2所示。
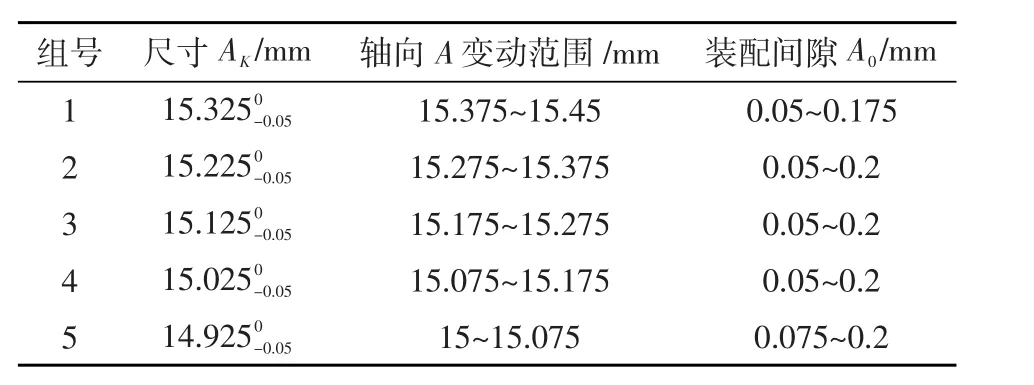
表2 調整環尺寸分組及其適用范圍
3 結束語
本文通過兩例子的推導可知,調整法加工就是根據不同的軸向區間A制作不同厚度的墊片AK來保證裝配間隙A0的尺寸。如例1中表1第2組數據(例2中表2各組原理同前),在未裝入調整環AK之前實測軸向尺寸A在區間8.96~9.02 mm范圍內變動,則選取一厚度為的墊片安裝于設備中即可保證裝配間隙A0=0.05~0.2 mm。因此固定調整法具有調整方法比較簡便,裝配精度高、生產效率高的獨特優勢而常被用于大批大量生產中,如汽車、拖拉機、輪船、火車的批量組裝生產等[9]。
從推導中還可以看出:無論調整環組數算出的是奇數倍還是偶數倍都不宜分組太多,否則給加工制造和產品保管都帶來困難,一般盡量取Z=3~4組為宜。現在生產中為進一步提高生產效率,還可以采用多件組合的方式,如預先將調整墊片做成不同厚度(1 mm、2 mm、3 mm、6 mm、8 mm、10 mm),再制作一些更薄的金屬片(0.01 mm、0.02 mm、0.03 mm、0.06 mm、0.08 mm、0.10 mm等),裝配時根據尺寸組合原理把不同厚度墊片組合成各種不同尺寸,以滿足裝配精度的要求[9]。