重卡輪轂裝配線數(shù)據(jù)系統(tǒng)與質量控制
2020-06-01 10:25:44李孝云麻曉鵬鮑國勇
設備管理與維修 2020年9期
周 慧,李孝云,麻曉鵬,鮑國勇,肖 尚,孫 林
(安徽華菱汽車有限公司車橋分公司,安徽馬鞍山 243000)
0 引言
質量控制是重卡輪轂裝配線的生命線,追溯系統(tǒng)通過系統(tǒng)數(shù)據(jù)管理來對質量數(shù)據(jù)進行跟蹤、保存、分析及控制,對后期產(chǎn)品(輪轂總成)的維護管理是很有必要的。
1 輪轂裝配線工藝介紹(表1)
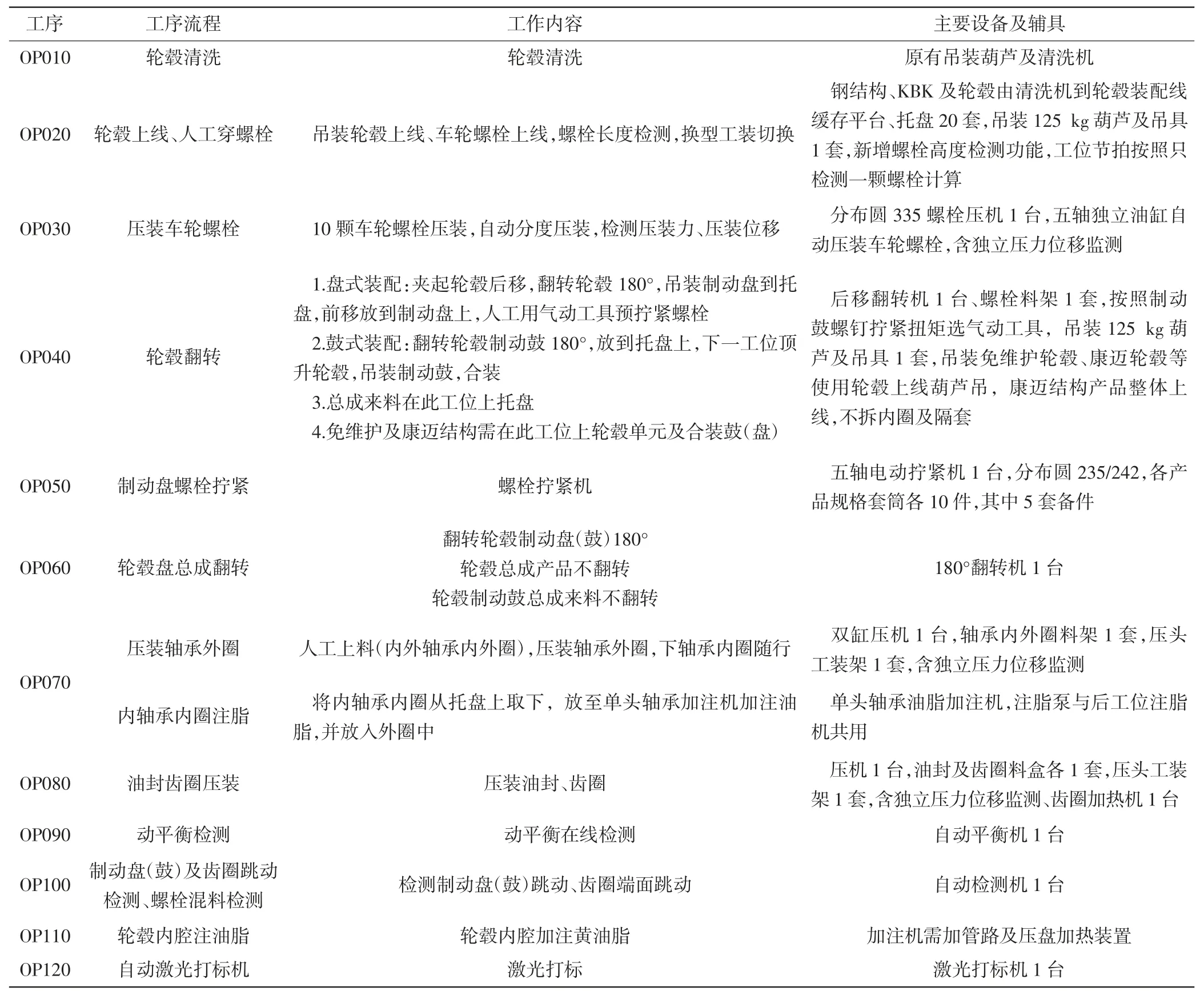
表1 輪轂裝配線工藝
2 數(shù)據(jù)系統(tǒng)的總結構設計
2.1 實現(xiàn)方式——信息化系統(tǒng)整體采用C-S 與B-S 混合架構
(1)車間管理與生產(chǎn)層采用瘦服務器、胖客戶端的C-S 模式。設備作為數(shù)據(jù)服務器,不主動向數(shù)據(jù)服務器(在C-S 架構中作為胖客戶端)發(fā)送數(shù)據(jù)。作為客戶端的輪轂線數(shù)據(jù)服務器,監(jiān)測網(wǎng)絡通信正常時,才會向設備請求數(shù)據(jù),這樣可以防止因某些故障導致網(wǎng)絡中斷、影響設備正常運行。數(shù)據(jù)服務器主動收集生產(chǎn)信息,將其存入數(shù)據(jù)庫,方便其他計算機查詢;同時將生產(chǎn)進度發(fā)送至電子屏,方便工人、管理員查看。
(2)廠級管理層與車間管理層間采用B-S 架構。廠級管理人員可在任意一臺電腦(必須能與車間管理層的服務器連通)的網(wǎng)頁瀏覽器里輸入服務器的地址并進行登入,即可對服務器的數(shù)據(jù)進行查看、對車間生產(chǎn)層的設備進行操作(需要權限)。
2.2 數(shù)據(jù)系統(tǒng)各部分功能
(1)實時生產(chǎn)監(jiān)控模塊。監(jiān)控生產(chǎn)裝配過程中的設備、操作動作及電控元件的工作運行狀態(tài)等。
(2)設備故障報警管理模塊。實時顯示現(xiàn)場出現(xiàn)的各種電控設備的故障及報警;對裝配生產(chǎn)線產(chǎn)生的故障代碼,分析故障原因分析,提出解決方案(預設在數(shù)據(jù)庫中的代碼和解決辦法,故障代碼和故障內容進行增、刪、補);并歸檔,可對歷史故障進行存儲、查詢、統(tǒng)計和報表打印。
(3)下發(fā)裝配計劃。在管理PC 上能對當前生產(chǎn)的產(chǎn)品裝配計劃(機型和數(shù)量)進行編制、下發(fā),并將當前生產(chǎn)的裝配信息和上線工位的PC 進行聯(lián)機傳達。根據(jù)裝配計劃預設當前要上線的輪轂型號,然后將其下發(fā)到上線PC 上顯示,指導操作工進行操作。
(4)產(chǎn)品質量管理模塊。產(chǎn)品質量數(shù)據(jù)的采集、管理、查詢、統(tǒng)計報表、打印等。通過質量報表統(tǒng)計出生產(chǎn)總數(shù)、合格裝箱數(shù)、不合格數(shù)。通過銘牌上的產(chǎn)品編號可以查詢出該產(chǎn)品的生產(chǎn)數(shù)據(jù),實現(xiàn)產(chǎn)品質量追溯。能夠對不同產(chǎn)品機型的生產(chǎn)數(shù)據(jù)進行每周、每月、每年統(tǒng)計,自動計算產(chǎn)品一次合格率和不合格率,可打印輸出。最后將輪轂總成的裝配測量數(shù)據(jù)和零部件追溯的數(shù)據(jù)進行綁定存放和報表等;并且可以將輪轂總成的整機數(shù)據(jù)或分類數(shù)據(jù)以Excel 的文檔形式導出。對輪轂總成同一種數(shù)據(jù)進行計算CPK 值,計算平均值,合格率,也可以畫出直方圖等。
(5)其他。用戶管理及LED 顯示。
3 質量控制關鍵點
(1)輪轂內腔清洗機。質量控制保證點:可采取油洗;可采取水加防銹液清洗。
(2)軸承內圈注脂機。質量保證:流量計≤±3%;采用定量閥;通過多泵組合可選油脂種類。
(3)軸承外圈壓裝機、齒圈壓裝機、油封壓裝機。質量保證:位移傳感器,精度≤0.3%;壓力傳感器,壓力—位移曲線監(jiān)控,精度≤0.3%;具備位移、壓力不合格報警功能。
(4)兩軸螺栓壓裝機。質量保證:位移傳感器2 套,精度≤0.3%;壓力傳感器2 套,壓力—位移曲線監(jiān)控,精度≤0.3%;具備位移、壓力不合格報警功能;兩軸獨立壓力位移監(jiān)測。
(5)啟動力矩檢測機。質量保證:壓力傳感器,精度≤0.3%;旋轉測量。
(6)輪轂制動盤螺栓擰緊機。質量保證:扭矩精度≤±3%;角度精度≤±3°;采用扭矩控制+角度控制。
(7)綜合檢測機。質量保證:精度要求為±0.01 mm;角度精度≤±3°;齒圈跳動;制動盤制動面跳動;ABS 齒圈信號檢測;ABS 齒圈信號檢測。
(8)動平衡測量機。質量保證:測量夾具精度:上下錐定位:±10 μm;一次裝夾重復精度≤10 g·cm,重復裝夾精度≤±65 g·cm;不平衡量相位誤差:≤±2°。
4 現(xiàn)場裝配控制
(1)防錯防呆技術。通過圖像識別技術,光電、限位、接近開關的邏輯控制技術等,以及測量探頭感應或經(jīng)過氣電轉換的測量技術等來完成防錯;通過工位器具以及色標方法進行防錯。
(2)防錯防呆技術實際應用到線體部分。工件在位防錯、到位防錯,工裝防錯,套筒選擇防錯,尺寸防錯,墊片防錯,工件質量防錯,順序防錯,計數(shù)防錯等。
5 結語
現(xiàn)場驗證設備運行穩(wěn)定、測量精度高、工作可靠,系統(tǒng)的數(shù)據(jù)及質量控制工況,能夠滿足公司輪轂裝配性能測試需求。設備的成功研制和運用為公司輪轂總成單元提供了技術保障,有效提高了公司產(chǎn)品競爭力。
猜你喜歡
機械工業(yè)標準化與質量(2022年6期)2022-08-12 02:07:38
機械工業(yè)標準化與質量(2021年10期)2021-11-19 09:17:46
建材發(fā)展導向(2021年9期)2021-07-16 07:11:00
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
汽車維修與保養(yǎng)(2019年7期)2020-01-06 03:30:42
中國軍轉民(2017年6期)2018-01-31 02:22:28
汽車維護與修理(2016年10期)2016-07-10 08:17:41
工程建設與設計(2016年8期)2016-03-11 15:57:43
汽車維修與保養(yǎng)(2015年6期)2015-04-17 03:31:50
