開卷線與預處理生產線聯動的PLC 改造
2020-06-01 10:26:00龍東旭
設備管理與維修 2020年9期
龍東旭,張 峰
(中車眉山車輛有限公司,四川眉山 620032)
1 開卷線與鋼材預處理生產線概述
(1)開卷線用于將冷軋鋼卷板、熱軋卷板、不銹鋼卷板、鍍鋅鋼卷板的開卷校平及定尺下料。工藝流程為:上料→開卷→導向→校平→定尺→橫剪→集料。
(2)鋼材預處理產線可以提高機械產品和金屬構件的抗腐蝕能力,提高鋼板的抗疲勞性能,延長其使用壽命。工藝流程為:輸入輥道→預熱室→拋丸清理室→中間過渡輥道→自動噴漆室→烘干室→輸出輥道。
2 現狀及方案分析
(1)開卷線與鋼材預處理產線分別由兩家設備廠家制造,兩條生產線獨立運行。在進行需預處理的板料生產中,需先由開卷線進行開卷定尺下料,再分張吊運到預處理生產線上進行鋼材預處理,中間過程不但極大的浪費人力、物力,也嚴重影響生產進度。
(2)經現場查看,開卷線安裝在預處理生產線的前端且兩條生產線的縱向中心線在同一軸線。兩條生產線都采用的是PLC 控制,開卷線采用的是三菱Q 系列的PLC型號為QO2H,3 m 生產線的PLC 型號為FX2N,所以可以通過PLC 改造,并把兩條生產線的輥道速度調成一致,使兩條線能進行聯動生產,達到同步聯動運行。
3 方案實施
3.1 增設過渡輥道
根據兩條生產線輥道的尺寸,在兩條生產線之前增設過渡輥道,如圖1 所示,雙線聯動狀態時可使開卷完成以后的板料通過過渡輥道直接傳輸到預處理生產線進行拋丸除銹處理。
3.2 PLC 程序的改造
在兩條線的總控各自安裝旋轉開關作為PLC 聯動信息輸入,由一根10 芯電纜線作為兩線聯動的信號傳輸,并以中間繼電器作為控制信號隔離。僅當兩條線的旋轉開關都旋轉到聯動運行狀態時才能啟動聯動功能,以防止誤操作。預處理線輥道速度由變頻器的AM 引出,通過電纜線傳輸到開卷總控操作臺顯示,根據實際運行情況通過觸摸屏設定開卷傳輸速度,以達到兩條線同步運行。
3.2.1 預處理線的PLC 程序設置

圖1 增設過渡輥道
預處理線以X63 作為聯動運行的PLC 輸入信號。預處理線的X63(雙線聯動)、Y12(聯動進)、Y5(聯動退)通過電纜傳輸給開卷線的PLC 作為聯動運行輸入條件,分別對PLC 輸入的X302、X300、X301。M108(后退到位)、M109(急停)以常閉信息串聯到控制程序,保障聯動時設備能可靠地運行,預處理線PLC 改造的部分程序如圖2 所示。
3.2.2 開卷線的PLC 程序設置
開卷線以X304 作為聯動運行的PLC 輸入信號。M10(聯動狀態)作為聯動運行條件控制開卷線各輥道的運行(圖3)。
開卷線的Y400(后退到位)、Y401(開卷線急停)通過電纜傳輸到預處理線作為PLC 的輸入條件,以確保聯動狀態下設備的可靠運行(圖4)。
4 結束語
通過PLC 程序的改造,使兩條生產線既能聯運運行,也能分別獨立運行。減少聯動運行生產時的物料倒運,節約成本的同時也提高生產效率。所以設備在使用過程中不但要做好設備的管理與維護保養,也應根據設備的實際使用情況合理的進行改造,才能更好地提高設備利用率和減少設備投資,提高生產效率。
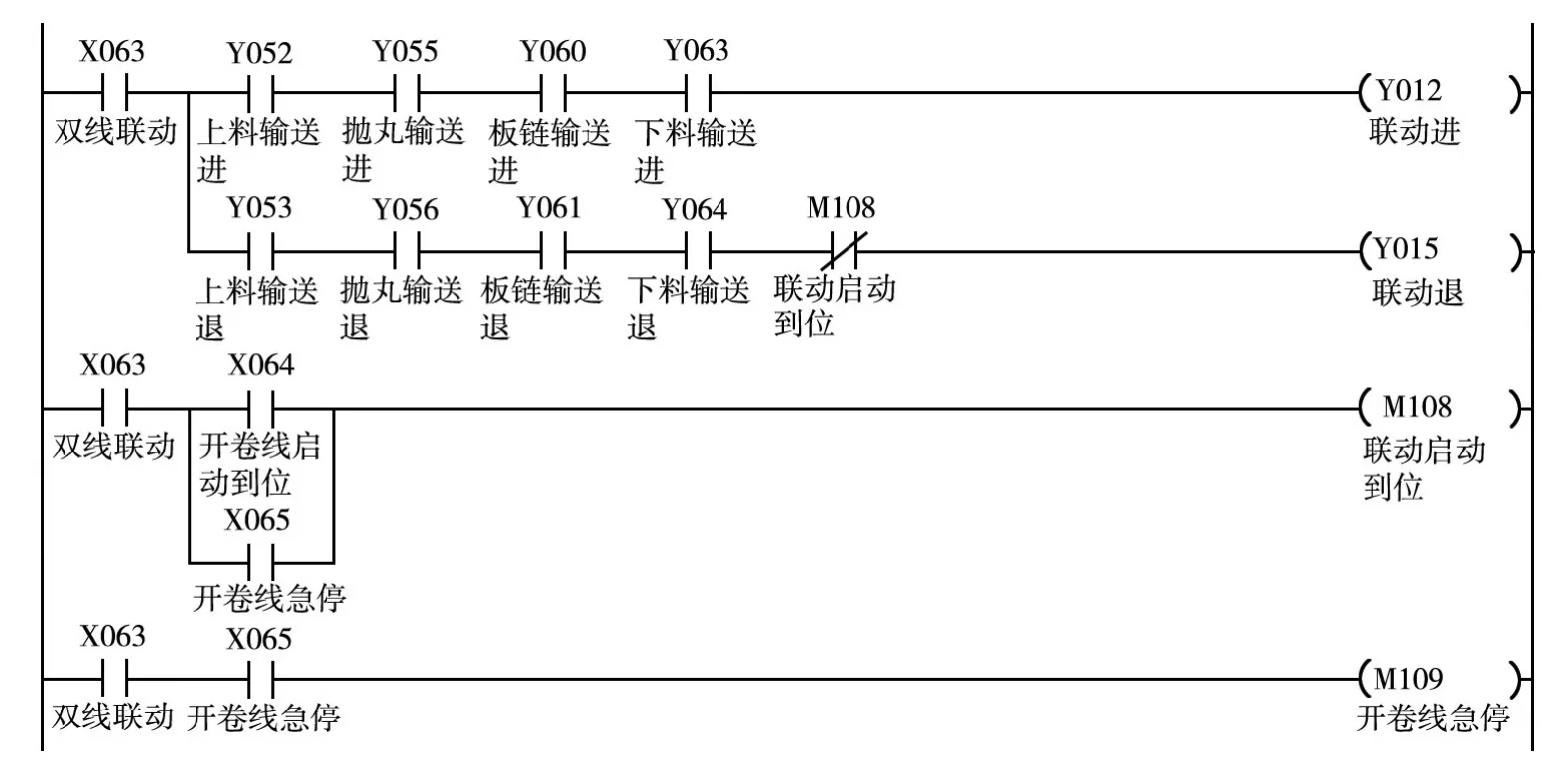
圖2 預處理線PLC 改造的部分程序
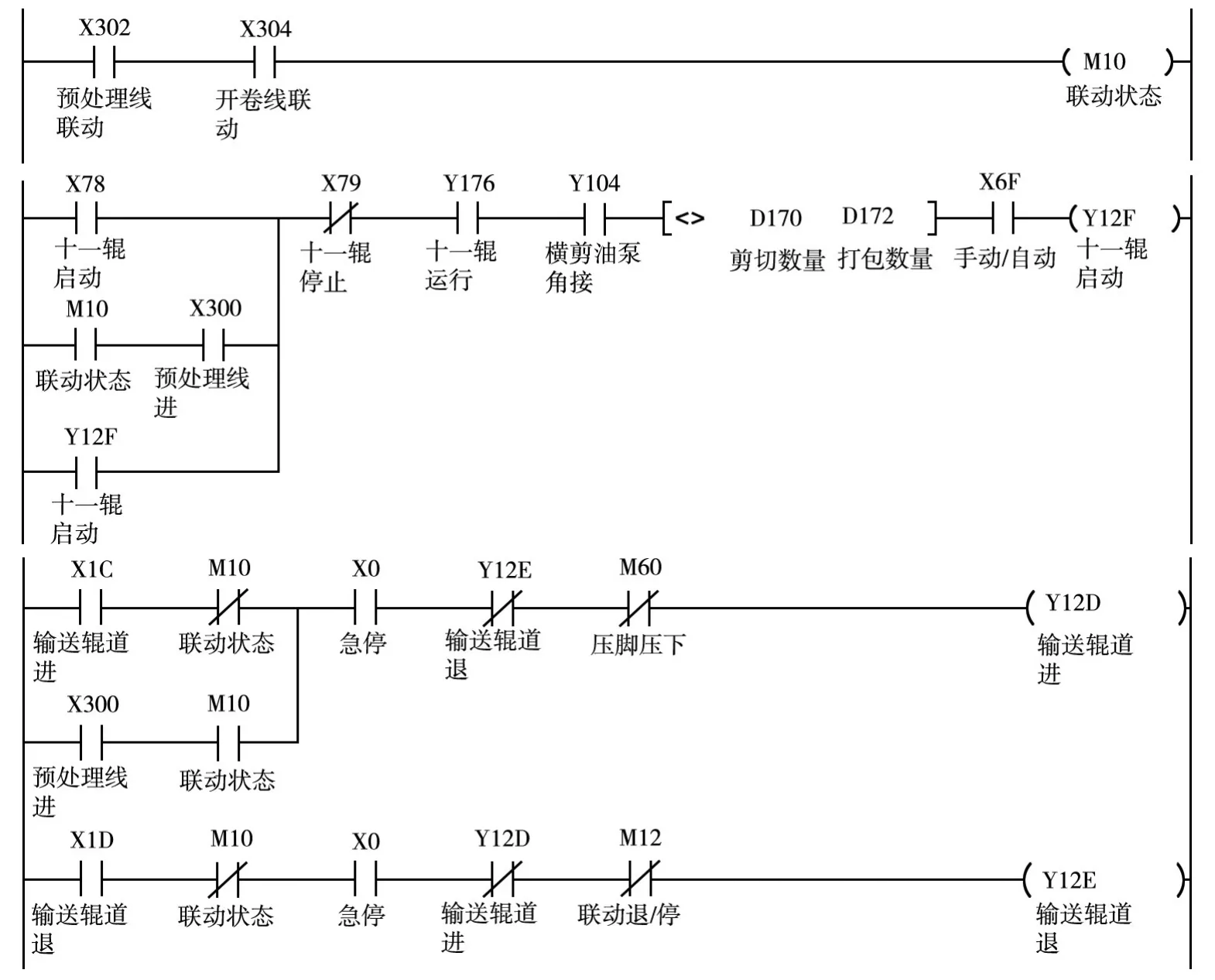
圖3 開卷線PLC 改造的部分程序

圖4 開卷線檢測及急停程序的設置
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
人大建設(2019年12期)2019-05-21 02:55:44
電子制作(2018年11期)2018-08-04 03:26:08
中國軍轉民(2017年6期)2018-01-31 02:22:28
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
工業設計(2016年12期)2016-04-16 02:52:00
中國衛生(2015年3期)2015-11-19 02:53:32
