電子軸凹版印花機(jī)橫向套色誤差自動(dòng)修正
2020-06-04 09:58:14邱康福朱文亮
科學(xué)技術(shù)創(chuàng)新 2020年13期
邱康福 朱文亮 尹 飛
(1、江蘇海洋大學(xué) 機(jī)械與海洋工程學(xué)院,江蘇 連云港222005 2、連云港水利局,江蘇 連云港222005)
在印刷行業(yè),根據(jù)印版上圖文與非圖文區(qū)域的相對位置,可以將印刷分為四種方式:凸版印刷、凹版印刷、平版印刷以及孔版印刷。平版印刷,印版的花紋部分和空白部分處于同一平面,是一種利用油水不相溶的原理進(jìn)行印刷的方式;孔版印刷,印版的花紋部分為洞孔,油墨通過洞孔擠壓上色,常見的孔版印刷有鏤空版和絲網(wǎng)版等;凸版印刷,印版的花紋部分凸起,明顯高于空白部分,原理類似于印章,早期的木版印刷、活字版印刷及后來的鉛字版印刷等都屬于凸版印刷;反之,凹版印刷,印版的花紋部分低于空白部分,常用于鈔票、郵票等有價(jià)證券的印刷[1]。本文以凹版印花為主,通過控制器的算法自動(dòng)修正橫向套色誤差。
1 系統(tǒng)結(jié)構(gòu)
本文以四套色凹版印花為例,凹版印花機(jī)從結(jié)構(gòu)上講主要由導(dǎo)向裝置、矯正裝置、氣動(dòng)裝置、上墨裝置、烘箱加熱裝置以及自動(dòng)化控制系統(tǒng)組成[2]。
布料在印花前,先進(jìn)入預(yù)套階段。導(dǎo)向裝置把待印花的布料放置在圓形滾軸上,將布料盡可能均勻平展地輸送出去。經(jīng)過矯正裝置后,布料受有一定的張力,氣動(dòng)裝置將布料緊緊地壓在皮帶上,幾乎無褶皺,受力的布料再以拉直的狀態(tài)經(jīng)過上墨裝置。上墨裝置由刮刀和花輥組成,與油墨和上位機(jī)組成套色單元[3]。各個(gè)花輥上雕刻有不同的花紋。刮刀有閉合和分開兩種狀態(tài),閉合時(shí),刮刀和花輥之間保持一定微小的間隙使得印花油墨流出被壓在花輥凹下去的花紋上;分開時(shí),人工將剩余的油墨取走。控制系統(tǒng)控制伺服電機(jī),電機(jī)主軸帶動(dòng)皮帶恒速或加速運(yùn)轉(zhuǎn)。每個(gè)花輥的一端,皆配套一個(gè)上位機(jī),花輥壓下,布料被壓在花輥和皮帶的中間,一邊著色,花輥和皮帶一邊運(yùn)轉(zhuǎn)。控制系統(tǒng)監(jiān)視整個(gè)印花設(shè)備的速度和布料所受的張力,在整套設(shè)備工作之前,調(diào)試好系統(tǒng)中皮帶運(yùn)轉(zhuǎn)最大速度時(shí)刻的張力,記錄保存下這一組張力,皮帶速度和花輥速度相差一個(gè)同步系數(shù)[4]。剛印出花的布料油墨濕度較大,故還需要經(jīng)過烘箱加熱,最后出料組合成一幅色彩鮮艷的畫布。

圖1 4 套色電子軸凹版印花機(jī)系統(tǒng)結(jié)構(gòu)簡圖
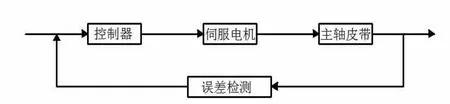
圖2 誤差修正流程圖
其結(jié)構(gòu)簡圖如圖1 所示。
為修正橫向誤差配備一套修正伺服系統(tǒng)、一套控制器和一套橫向誤差檢測系統(tǒng),其中橫向誤差檢測系統(tǒng)即兩對對射傳感器[5]。在印花過程,伺服系統(tǒng)設(shè)置為速度模式下的位置控制,伺服電機(jī)存在速度波動(dòng),故主軸電機(jī)和花輥電機(jī)的速度波動(dòng)總會(huì)產(chǎn)生橫向套色誤差,套色誤差是影響套色精度的一個(gè)直接原因,因此在凹版印花機(jī)中誤差的自動(dòng)修正是一個(gè)很重要的環(huán)節(jié)[6]。每個(gè)套色單元都會(huì)產(chǎn)生橫向套色誤差,在皮帶兩側(cè)均放置一對對射傳感器檢測誤差的發(fā)生,控制器獲取誤差信號,結(jié)合已編好的算法程序,控制修正伺服的相位,皮帶則會(huì)發(fā)生橫向移動(dòng),達(dá)到了對誤差修正的效果。流程如圖2 所示。
當(dāng)對射傳感器信號互通時(shí),我們認(rèn)為誤差為零;當(dāng)信號干涉時(shí),則誤差產(chǎn)生。這里:只判斷有無誤差而不判斷誤差具體值。原因是信號有無是無法判斷誤差具體大小的,但只要產(chǎn)生誤差,那么控制器根據(jù)算法對誤差進(jìn)行自動(dòng)修正,一直修正為零[7]。速度波動(dòng)總是存在的,故誤差也總是存在的,它總是一個(gè)動(dòng)態(tài)變化的過程。修正伺服系統(tǒng)如圖3 所示。無論在印花還是在修正之所以選擇伺服,其理由如下:(1)伺服系統(tǒng)具有極高靈敏度、不會(huì)發(fā)生自轉(zhuǎn)現(xiàn)象、噪音小等特點(diǎn),電機(jī)勻速或加減速,平滑、無振動(dòng),啟停無沖擊,完全可實(shí)現(xiàn)高精度定位、定速功能[8];(2)伺服系統(tǒng)與控制器采用CANopen 通訊。CANopen 通訊協(xié)議 CiA DS-301包括周期和事件驅(qū)動(dòng)型通訊,不僅能夠?qū)⒖偩€負(fù)載減少到最低限度,而且還能確保極短的反應(yīng)時(shí)間。它可以在較低的波特率下實(shí)現(xiàn)較高的通訊性能,從而減少了電磁兼容性問題[9]。
2 凹版印花套色原理
在印花過程中,主軸的對中性、四個(gè)花輥的下壓位置、伺服系統(tǒng)的響應(yīng)速度和控制器與伺服之間的反饋都會(huì)導(dǎo)致皮帶速度發(fā)生變化,從而引起印花布料出現(xiàn)皺褶、色差等現(xiàn)象。在進(jìn)行彩色印花時(shí),四個(gè)印花單元對應(yīng)四種油墨顏色,然后將這四種油墨分別放到花輥和刮刀之間,花輥兩端和刮刀的間隙用普通的粗布塞住防止油墨流出[10]。在即將印花前,花輥和刮刀要處于閉合狀態(tài)以便放置油墨,花輥和刮刀之間的間隙就相當(dāng)于油墨槽,花輥在運(yùn)轉(zhuǎn)的過程中刮刀時(shí)刻與之貼合,轉(zhuǎn)動(dòng)到花輥的花紋部分,油墨被刮刀擠壓進(jìn)入花紋中,無花紋部分的油墨被刮刀刮出又重新流入油墨槽中。原理可結(jié)合圖1。印好的布料,油墨濕度仍然較大,還需要經(jīng)過烘房加熱,干燥后便形成了一幅完整的圖案[11]。當(dāng)然,凹版印花也有其特有的缺點(diǎn),主要是:印前準(zhǔn)備周期長、花輥制造精度高、培訓(xùn)難度大以及對人體有害的揮發(fā)性油墨溶劑[12]。
3 橫向套色誤差分析
在實(shí)際工業(yè)生產(chǎn)中,真正的印花都是在高速運(yùn)轉(zhuǎn)的狀態(tài)下,而在此過程,主軸電機(jī)速度波動(dòng)造成的橫向套色誤差總是存在。主軸帶動(dòng)皮帶轉(zhuǎn)動(dòng),其余電機(jī)帶動(dòng)四個(gè)花輥轉(zhuǎn)動(dòng),因主軸和花輥的直徑不同,兩者轉(zhuǎn)速始終相差一個(gè)同步系數(shù),而伺服電機(jī)又總存在速度波動(dòng),且是隨機(jī)性的、無規(guī)律的波動(dòng),故高速運(yùn)轉(zhuǎn)下的速度在極短的時(shí)間內(nèi)不再同步,皮帶也因此受力不均,花輥和皮帶之間出現(xiàn)了滯后或者超前的現(xiàn)象,皮帶發(fā)生橫向偏移。為消除誤差,我們用兩對對射傳感器的信號有無來判斷兩邊是否偏移,再結(jié)合控制器的算法控制伺服修正系統(tǒng)的蝸桿轉(zhuǎn)動(dòng)一定的相位,以達(dá)到修正皮帶位置的效果。如果誤差發(fā)生,那么信號在皮帶上肉眼可觀察。圖4 表示了速度波動(dòng)后的誤差和修正誤差后的實(shí)際情況,結(jié)合圖4,為更清晰地了解實(shí)際誤差修正的變化情況,花輥和皮帶以同步速度運(yùn)轉(zhuǎn),即在負(fù)載狀態(tài)下搭建實(shí)際主軸速度、誤差值和時(shí)間三者之間的關(guān)系表,見表1。

圖3 修正伺服系統(tǒng)結(jié)構(gòu)圖
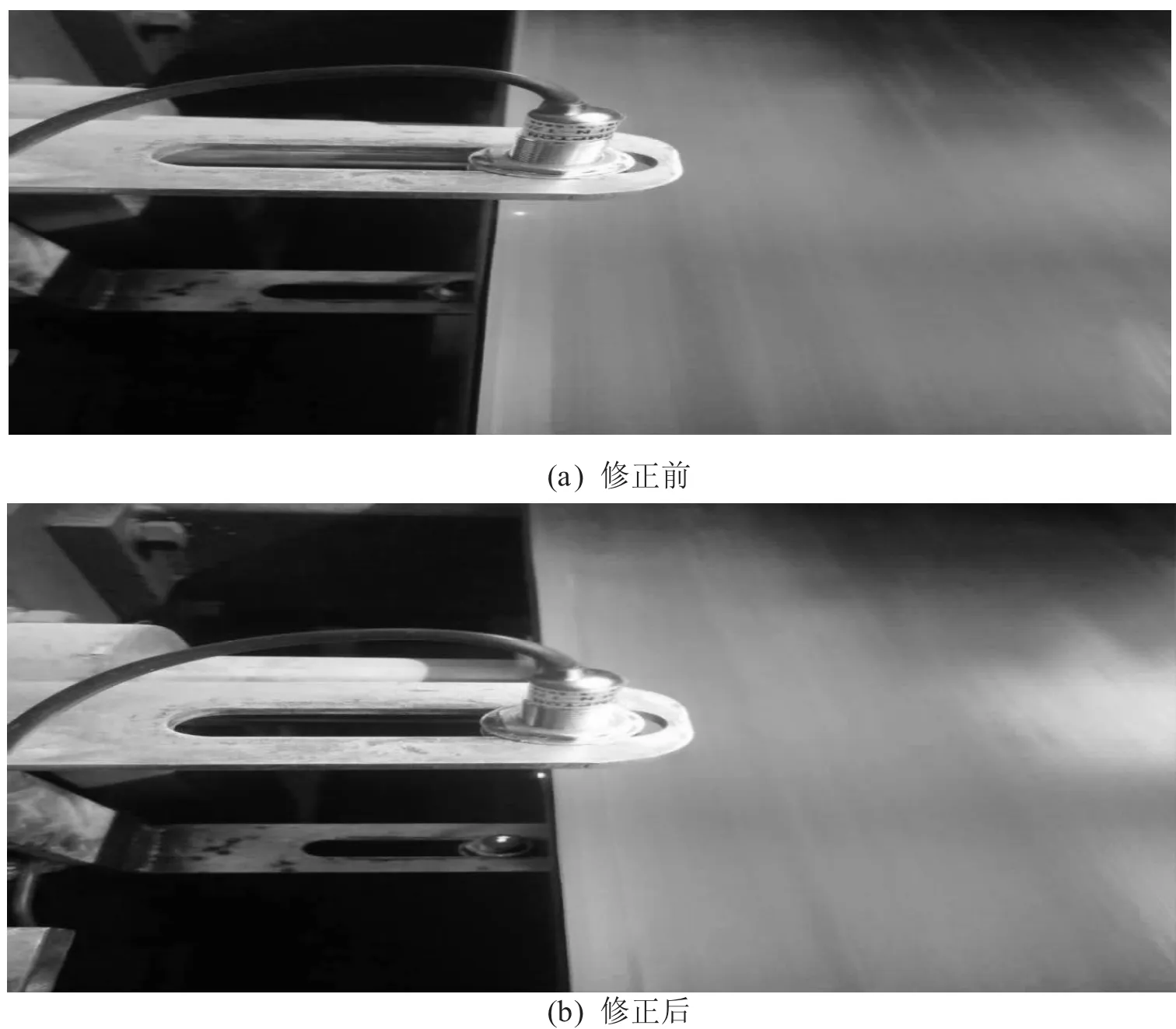
圖4
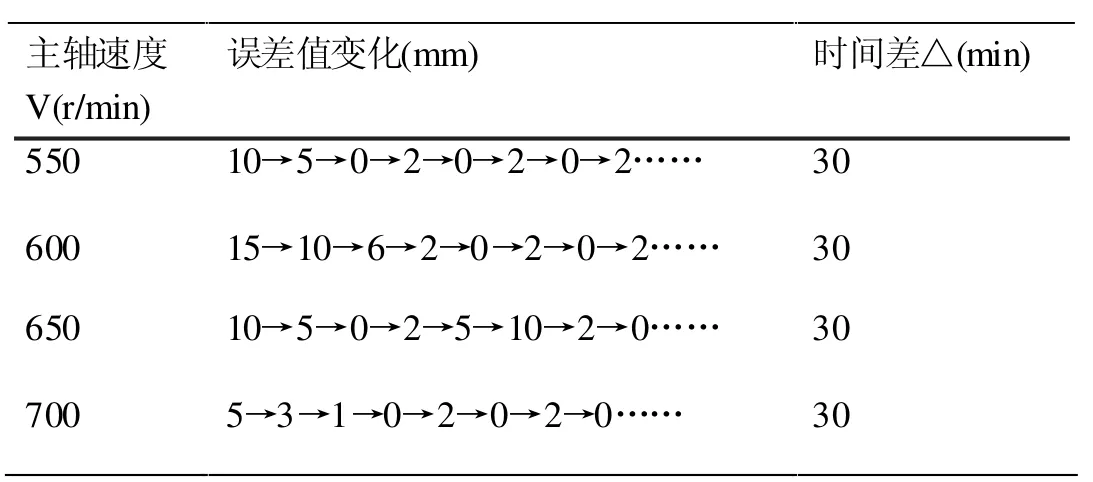
表1 關(guān)系表
從表可知,誤差變化最終會(huì)趨于一個(gè)較小的值,并且在這個(gè)小范圍內(nèi)波動(dòng),與速度波動(dòng)有關(guān),而與速度本身大小關(guān)系不大。由于速度波動(dòng)總是存在,故誤差總是存在,誤差的修正是一個(gè)動(dòng)態(tài)過程。除了速度波動(dòng)造成的橫向誤差,結(jié)構(gòu)上的精度也存在一定的影響。故我們需要充分做好印花前,即預(yù)套色工作。保證電機(jī)和結(jié)構(gòu)之間的安裝精度;使用水平儀測量以保證結(jié)構(gòu)的對中性滿足要求;在低速階段,四個(gè)花輥依次下壓,每一次下壓觀察與皮帶之間的壓力是否相對一致、有無異響,待正常再加速到印花速度。
4 結(jié)論
決定凹版印花機(jī)印刷產(chǎn)品的質(zhì)量取決于伺服電機(jī)同步性和皮帶恒定張力,多電機(jī)同步傳動(dòng)控制要求各電機(jī)的速度和位置在穩(wěn)態(tài)或瞬態(tài)能保持同步。本文分析了電子軸凹版印花機(jī)的系統(tǒng)結(jié)構(gòu)、套色原理和橫向誤差,速度波動(dòng)是造成這一橫向誤差的主要原因,并提出解決橫向誤差的自動(dòng)修正方法。但當(dāng)前的印花仍存在一些問題:機(jī)械結(jié)構(gòu)精度不高、對人體有傷害的揮發(fā)性油墨、操作工技術(shù)要求高。仍需要尋找無刺激、無污染、無毒的可替代品;改善控制系統(tǒng)中的算法;完善設(shè)備的結(jié)構(gòu)、系統(tǒng)。
