淺談白鶴灘水電站尾水隧洞閘門門葉拼裝方法
2020-06-05 09:41:02晏和帥
水電站機電技術 2020年5期
關鍵詞:焊縫
唐 剛,袁 亮,趙 勇,范 慶,晏和帥
(中國長江電力股份有限公司白鶴灘電廠籌建處,四川 涼山615400)
1 工程概述
白鶴灘水電站攔河壩為混凝土雙曲拱壩,壩頂高程為834.00 m,最大壩高289.00 m,拱壩頂中心線全長708.7 m。左右岸地下廠房內各安裝8 臺單機容量1 000 MW 的水輪發電機組,是目前世界在建規模最大的水電工程。
白鶴灘水電站共有8 條尾水隧洞,左岸右岸各布置4 條,每條尾水隧洞對應2 臺機組,從左岸到右岸依次為1~8 號,每條尾水隧洞出口設置1 扇檢修閘門,采用設置在閘門室上方的臺式啟閉機進行啟閉,閘門為靜水啟閉,動水小開度(50~100 mm)提頂節門葉充水平壓。結合機組投產發電的先后次序及施工期的擋水需要,尾水隧洞的閘門按照相應的施工進度進行安裝。
其中2~6 號尾水隧洞與導流隧洞相結合,閘門已在導流隧洞施工期安裝完成,因此本文就1 號、7號和8 號尾水隧洞檢修閘門(以下簡稱“尾水隧洞檢修閘門”)的拼裝方法展開論述。
2 閘門拼裝
2.1 閘門概述
尾水隧洞檢修閘門門葉結構形式為3 節疊梁式,頂節外形尺寸為:19.6 m×3.02 m×6.15 m,單重為199.64 t;中間節外形尺寸為:19.6 m×3.02 m× 6.10 m,單重為190.78 t;底節外形尺寸為:19.6 m× 3.02 m×6.10 m,單重為215.28 t。閘門整體外形尺寸為:19.6 m×3.02 m×18.15 m,單套閘門總重量為611.4 t。
閘門止水方式為上游橡膠水封止水,上游側設置主承載滑塊裝置和水封裝置,每節門葉頂部設置雙吊點吊耳裝置及導向筒裝置,閘門采用尾水隧洞出口閘門室2×6300 kN 臺車式啟閉機啟閉。
門葉結構見圖1。
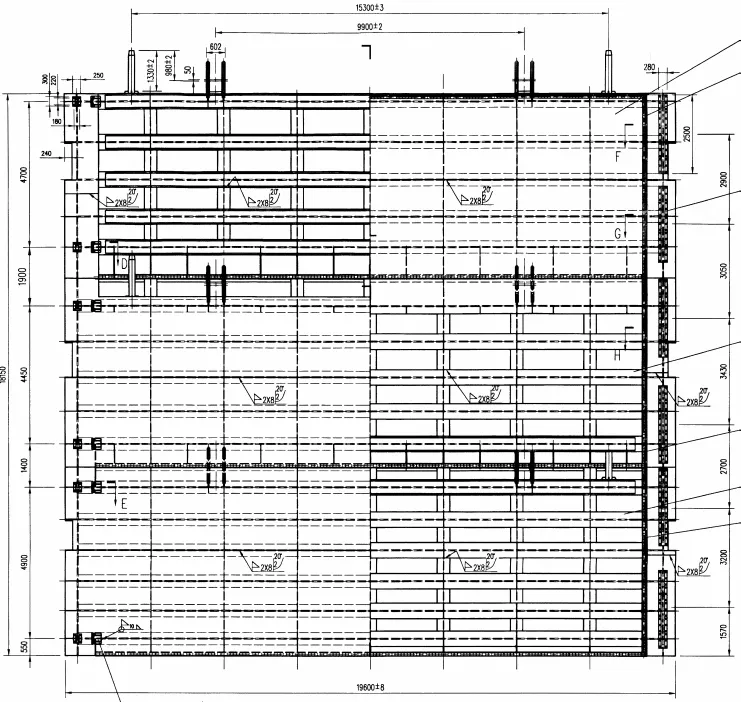
圖1 尾水隧洞檢修閘門門葉結構布置圖
2.2 閘門拼裝
閘門門葉分3 節(頂節門葉、中間門葉、底節門葉),單節門葉分上下兩部分制作,運輸至現場后組裝焊接成型(見圖2)。
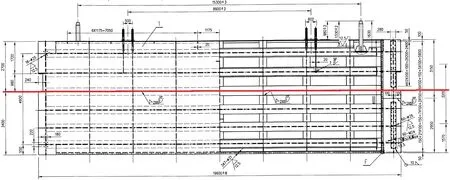
圖2 尾水隧洞檢修閘門單節門葉結構布置示意圖
單節閘門門葉采用平板車先將下部結構運輸至尾水隧洞EL634.00 m 平臺上,通過布置于閘門室的2×6300 kN 臺式啟閉機卸車、翻身,再吊裝至位于已使用鋼蓋板封閉的儲門庫上方,然后同樣的方法將上部結構吊至下部結構的上方進行定位、組裝。為保證閘門拼裝完成之后的水平度和垂直度滿足要求,利用水平儀確定閘門的頂緣和底緣水平度,將水平度的偏差控制在1 mm 以內;利用線錘定位門葉的垂直度,保證垂直度偏差在2 mm 以內。在儲門庫上方將分段的門葉拼裝焊接完成之后將門葉吊至門庫存放。考慮到后續閘門下閘問題,門葉組裝順序為頂節門葉-中間門葉-下節門葉,其質量控制標準見表1。
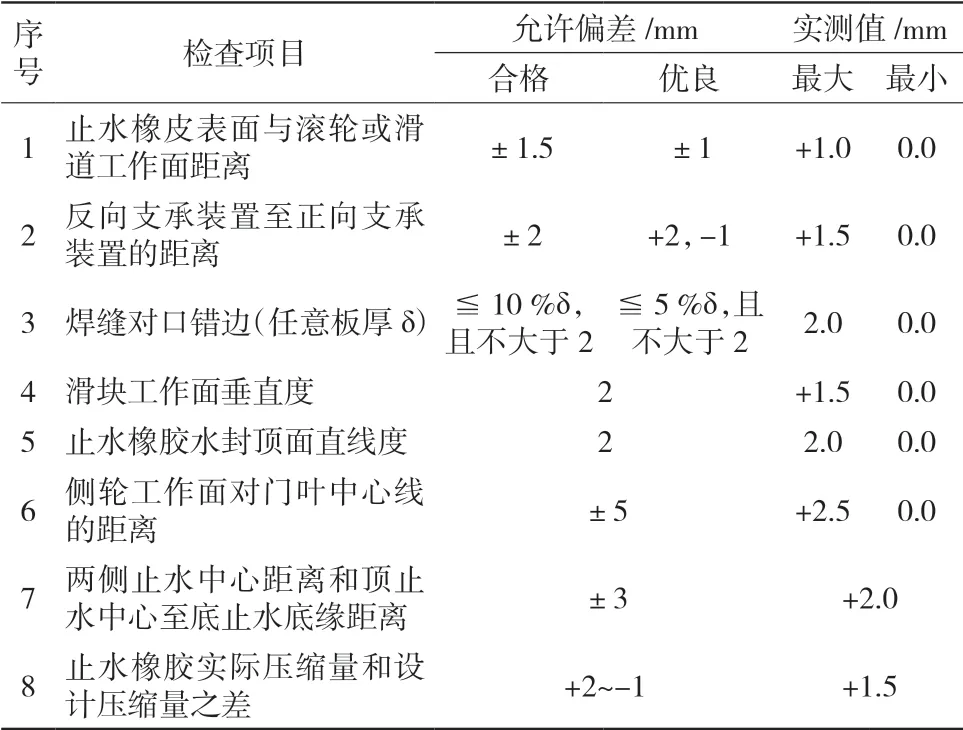
表1 尾水隧洞檢修閘門門葉結構拼裝質量標準
將全部門葉焊接完成后在儲門庫上逐節安裝水封等其他部件,安裝順序為底節門葉-中間門葉-頂節門葉,安裝完成的門葉視現場情況采用臺式啟閉機下落至門槽或儲門庫存放。
3 閘門焊接
3.1 焊縫類型
閘門進行拼裝焊接,按照焊縫的劃分原則:邊梁翼板和邊梁腹板對接焊縫為一類焊縫,面板對接焊縫為二類焊縫,其余焊縫均為三類焊縫。
3.2 焊接方法和工藝
焊接方法及焊材選擇:現場拼接的焊縫均采用手工焊接,不銹鋼材質的焊縫使用不銹鋼焊條焊接,碳鋼部位使用XY-J507 焊條焊接。
焊前準備:對拼裝后的各項數據進行復測并對焊接區域進行檢查,將坡口及坡口兩側10~20 mm內的油漆、油污、水分、鐵銹、氧化皮等雜物清除干凈。
焊接方法:門葉上下兩部分間拼裝調整完成后需經相關人員檢查合格,方可壓縫和定位點焊邊梁、邊梁后翼板、面板。要求定位點焊的焊接長度不小于50 mm,間距為400 mm 左右,焊縫厚度不超過板厚的1/2,且最厚不超過8 mm,定位點焊后清除焊渣和飛濺,檢查點焊質量,如有裂紋、氣孔和影響焊接的焊瘤等缺陷需進行清除,重新點焊。焊接時需在滑塊附近采用鋼絲線進行監控,焊接過程中嚴格控制焊接變形。為減少焊接變形和焊接應力,根據門體的結構特點和坡口形式,采用了多層多道焊、分段退步焊、從中間向兩邊焊和采取反變形等措施,每完成一道焊接后采用水平儀對門葉的變形情況進行檢測,發現變形時立即校正。
焊接順序:焊縫定位焊接→邊梁腹板節間連接板焊接→邊梁腹板焊接→邊梁翼板焊接→面板節間焊接(從中間往兩邊施焊)→焊縫修整打磨→超聲波檢查→工序終檢。
質量控制:線能量控制:控制線能量指標的最直接方法是控制焊接電壓和電流,將焊接電流和電壓控制在規定的區間,并盡量減少焊條的橫向擺動幅度,使焊條擺動幅度不大于2~3 倍焊條直徑;層間溫度控制:層間溫度控制不高于230℃,清除根部焊渣時采用手工碳弧氣刨,清除后焊縫應露出金屬光澤;施焊過程中嚴格執行分段、多層、多道的焊接工藝,保證焊接質量。
3.3 焊縫質量標準
門葉施焊過程中,時刻監測焊接變形,在單個焊接部位完成后,對閘門平面度和傾斜度進行檢測;焊接結束后,清除干凈焊渣、飛濺,并進行自檢。檢查焊腳尺寸和焊縫外觀質量,發現不允許存在的外觀缺陷時及時補焊處理。焊縫外觀質量檢驗標準見表2。
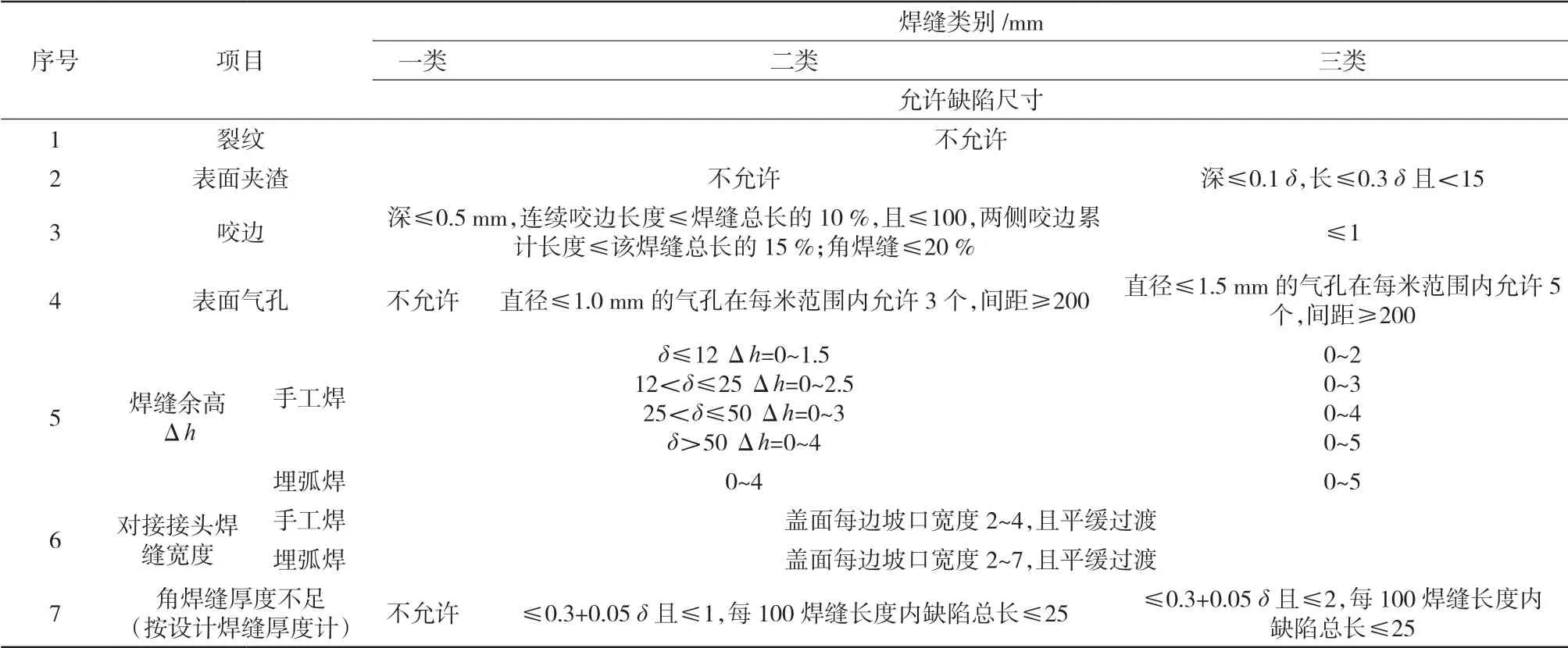
表2 焊縫質量標準表
3.4 焊縫缺陷處理
缺陷處理:①外觀缺陷:焊接完成后進行外觀質量檢查,檢查發現的氣孔、咬邊等進行補焊處理,對于表面裂紋進行討論分析并找出根本原因,制訂可靠措施后進行處理,處理時按正式焊接的工藝進行施焊;②內部缺陷:對于無損檢測發現的內部缺陷采用碳弧氣刨或砂輪磨片將缺陷清除干凈并刨成便于焊接的凹槽,不使用電焊和氣割的方法清除。同一部位返修不超過2 次,當同一部位返修超過2 次時,組織人員進行討論和研究,查明原因后,制定可行的返修工藝措施進行返修處理,返修后的焊縫,嚴格按照焊接工藝進行探傷檢查后內部缺陷消除。
焊縫防腐:將需防腐部位的鐵銹、氧化皮、油污、焊渣、灰塵、水分等污物清除干凈。為保證油漆與金屬結構之間的粘附質量,除銹等級達到St3 級,表面粗糙度達到了R40~70 μm。焊縫部位采用3 層油漆防腐,底層采用熱噴涂鋅,干漆膜厚達到140 μm;中間層采用環氧云鐵中間漆,干漆膜厚120 μm;面層采用改性耐磨環氧漆,干漆膜厚80 μm,顏色為深灰色,保證防腐與廠家防腐的要求一致。
4 結語
通過控制拼裝過程中的焊接方法、順序及工藝,尾水隧洞閘門在拼裝完成后,靜平衡實驗良好,在門槽中的試運行情況沒有卡阻等異常現象。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
